рефераты конспекты курсовые дипломные лекции шпоры

Реферат Курсовая Конспект
Основные характеристики производственного процесса
Основные характеристики производственного процесса - Лекция, раздел Философия, АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ 1) Вид Продукции Характеризуется Её Назначением, Конструкцией...
1) Вид продукции характеризуется её назначением, конструкцией, показателями качества.
2) Количество продукции определяется объемом её выпуска в год и серией – кол-вом изделий, выпускаемых по неизменным чертежам.
3) Качество ПП характеризуется точностью изделий, получаемых в результате обработки и сборки, точностью обеспечения требуемых свойств материалов.
4) Производительность ПП определяется числом изделий, выпускаемых в единицу времени при условии полной загрузки оборудования. В поточном пр-ве производительность П измеряется величиной, обратной такту выпуска 
5) Степень автоматизации ПП оценивается отношением времени автоматической работы к рассматриваемому периоду времени. Различают цикловую (к времени цикла), рабочую (к штучному времени) и эксплуатационную (к расчетному времени) степени автоматизации.
6) Гибкость ПП или оборудования – это их способность к переналадке, например при смене объекта производства. Одним из способов комплексной оценки гибкости является способ экономической оценки по формуле  , где П – затраты на переналадку, руб.; А – амортизационные отчисления. Если П=0, то Г=100% т.е. идеально гибкое пр-во не требует затрат на переналадку. Если П=А, то Г=0. Гибкость достигается применением универсального быстропереналаживаемого оборудования.
, где П – затраты на переналадку, руб.; А – амортизационные отчисления. Если П=0, то Г=100% т.е. идеально гибкое пр-во не требует затрат на переналадку. Если П=А, то Г=0. Гибкость достигается применением универсального быстропереналаживаемого оборудования.
7) Эффективность ПП отражает степень уменьшения затрат на производство изделия. Является результирующим показателем, зависящим от производительности, гибкости и степени автоматизации ПП.
1.3. Стандарты управления качеством промышленной продукции
Международные стандарты ISO 9000 разработаны для управления качеством продукции, их дополняют стандарты серии ISO 14000, отражающие экологические требования к производству и промышленной продукции.
Существует 2 подхода к контролю качества:
1) Традиционный - измерение показателей качества в ОТК и выбраковке непригодных изделий.
2) Контроль не самих изделий, а проектных процедур и ТП, используемых при создании изделий. Такой подход более эффективен: меньше затрат на контроль и благодаря предупреждению появления брака снижает производственные издержки. Этот подход положен в основу стандартов ISO 9000, приятых ISO в 1987 г. и проходящих корректировку приблизительно каждые пять лет.
Определение качества ISO 9000 (ГОСТ 15467-79): качество продукции – это совокупность свойств продукции, обусловливающих её пригодность удовлетворять определенные потребности в соответствии с её назначением.
В ISO 9000 вводится понятие системы качества (QS – Quality System) под которой понимают документальную систему с руководствами и описаниями процедур достижения качества. Система качества представляет совокупность трех слоев документов:
1) описание политики управления для каждого системного элемента;
2) описание процедур управления качеством (что, где, кем и когда должно быть сделано);
3) тесты, планы, инструкции и т.п.
Стандарты серии ISO 9000 делятся на первичные, вторичные и поддерживающие.
1) Первичные стандарты делятся на внутренние и внешние.
Внутренние стандарты описывают мероприятия по управлению качеством внутри предприятия.
Внешние стандарты описывают требования, соблюдение которых гарантирует качество при выполнении контрактов с внешними заказчиками. Содержат 20 основных требований к качеству, разделенных на группы, относящиеся к производству, транспортировке, постпроизводственным операциям, документации, маркетингу.
ISO 9001 (ГОСТ Р ИСО 9001-96) – модель качества, достигаемого при проектировании, производстве, обслуживании;
ISO 9002 (ГОСТ Р ИСО 9002-96) – сокращенная модель ISO 9001 (без процессов проектирования);
ISO 9003 (ГОСТ Р ИСО 9003-96)– модель качества при финальном тестировании продукции.
2) Вторичные стандарты включают в себя:
ISO 9000 – основные понятия, руководство по применению ISO 9001;
ISO 9004 – элементы систем управления качеством.
3) Поддерживающие стандарты предназначены для развития и установки систем качества:
ISO 10011 – аудит, критерии для аудита систем качества;
ISO 10012 – требования для измерительного оборудования;
ISO 10013 – пособие для развития руководств по управлению качеством.
В настоящее время разработана новая серия стандартов ISO 9000:2000 (Системы управления качеством).
Сертификация предприятий по стандартам ISO 9001–9003 выполняется уполномоченной внешней организацией. Наличие сертификата качества – одно из важных условий для успеха коммерческой деятельности предприятий.
1.5. Современная концепция автоматизированных систем управления производством
Интегрированная система автоматизации предприятия может быть представлена в виде 5-уровневой пирамиды [СТА,97 №1].
4. Управление предприятием (АСУП) (MRP, MRPII,ERP, CSRP)
3. Управление производством (цехом) (MES)
2. Диспетчерское управление (SCADA)
1. Непосредственное управление (Control)
0. Ввод/вывод (I/O)
Рис. 1.1. Интегрированная структура АСУ ТП
Эту модель можно упрощать, объединяя любые два смежных уровня. В соответствии с современной идеологией децентрализации задачи оперативного управления решаются на нижних уровнях системы, что позволяет повысить быстродействие системы и разгрузить ЛВС. На верхние уровни управления возлагаются задачи стратегического планирования производства, сбор и обработка информации о технологическом процессе, подготовка отчетной документации.
0. Уровень ввода/вывода (I/O). Включает набор датчиков и исполнительных устройств, встраиваемых в конструктивные узлы технологического оборудования и предназначенных для сбора первичной информации и реализации управляющих воздействий.
1. Уровень непосредственного управления технологическими процессами (Control). Требования:
1) предельно высокое быстродействие / режим реального времени (с тактами от 10 мс до 1с);
2) предельная надежность (на уровне технологического оборудования);
3) возможность встраивания в оборудование;
4) возможность автономной работы при отказе комплексов управления верхних уровней;
5) возможность функционирования в цеховых условиях.
Реализуется с помощью ПЛК, УСО, РС-контроллеров и промышленных сетей.
2. Уровень диспетчерского управления (SCADA). Предназначен для отображения данных о ТП и оперативного управления с участием диспетчера. Функции:
1) обмен данными с контроллерами (типовой такт обмена 1 с);
2) выполнение алгоритмов "медленного" управления (с тактом свыше 1 с);
3) диспетчерское наблюдение за ТП по его графическому отображению (мнемосхеме или виртуальному пульту управления) на экране в реальном масштабе времени;
4) хранение и дистанционная загрузка управляющих программ в контроллеры;
5) синхронизация и групповое управление технологическим оборудованием;
6) ведение единой базы данных ТП в реальном времени;
7) контроль работоспособности оборудования первого уровня, реконфигурация АСУТП для различных режимов, в т.ч. переход на резервную схему в случае отказа основной;
Реализуется с помощью промышленных или персональных компьютеров и SCADA-систем, объединенных в ЛВС типа Ethernet (см. курс ИСПУ).
3. Уровень управления производством (MES - Manufacturing Execution Systems).
Обеспечивает оптимизацию управления ресурсами цеха как единого организационно-технологического объекта по заданиям, поступающим с верхнего уровня.
Функции:
1) обработка данных о ходе изготовления продукции в различных цехах,
2) управление производственными и людскими ресурсами в рамках ТП,
3) планирование и контроль последовательности операций ТП,
4) управление качеством продукции,
5) хранение данных о материалах и продукции по технологическим подразделениям,
6) техническое обслуживание производственного оборудования,
Реализуется серверами в ЛВС предприятия. Пример: BASEstar (DEC).
4. Уровень управления предприятием (АСУП) (планирования) (MRP, ERP). Предназначен для автоматизации планирования производства, финансовой деятельности, снабжения, продаж, анализа, прогнозирования и создания единой модели данных в рамках предприятия.
Реализуется серверами в ЛВС предприятия с выходом в Internet.
Классификация АСУП
1) MRP (Materials Resource Planning - планирование материальных ресурсов), включает только планирование материалов для производства.
Целью MRP является минимизация издержек, связанные со складскими запасами (в том числе и на различных участках в производстве). На основании плана выпуска продукции, спецификации изделия и технологической цепочки осуществляется расчет потребностей в материалах, привязанный к конкретным срокам.
Существует два типа материалов - с зависимым спросом (для выпуска десяти автомобилей нужно пятьдесят колес - не больше и не меньше - к определенному сроку) и с независимым спросом (запасами товаров для торговли).
Пример: БОСС-Корпорация, М-2, АС+.
Недостатком MRP является отсутствие учёта производственных мощностей, их загрузки, стоимости рабочей силы и т.д.
2) MRP II (Manufacturing Resource Planing - планирование производственных ресурсов). MRP II позволяет планировать все производственные ресурсы предприятия (сырье, материалы, оборудование, персонал и т.д.). Пример: 1С:Предприятие, Парус 8.х, БЭСТ ПРО.
16 функций MRPII:
1) Sales and Operation Planning - планирование продаж и производства;
2) Demand Management - управление спросом;
3) Master Production Scheduling - составление плана производства;
4) Material Requirement Planning - планирование потребностей в сырье и материалах;
5) Bill of Materials - спецификации продукции;
6) Inventory Transaction Subsystem - складская подсистема;
7) Scheduled Receipts Subsystem - отгрузка готовой продукции;
8) Shop Flow Control - управление производством на цеховом уровне;
9) Capacity Requirement Planning - планирование производственных мощностей;
10) Input/output control - контроль входа/выхода;
11) Purchasing - материально-техническое снабжение;
12) Distribution Resource Planning - планирование запасов сбытовой сети;
13) Tooling Planning and Control - планирование и управление инструментальными средствами;
14) Financial Planning - финансовое планирование;
15) Simulation - моделирование;
16) Performance Measurement - оценка результатов деятельности.
3) ERP (Enterprise Resource Planning - планирование ресурсов предприятия). Объединяет все информационные ресурсы предприятия, в том числе деловую и финансовую информацию. Это устраняет необходимость в передаче данных от системы к системе.
Сейчас практически все современные западные производственные системы и основные системы управления производством базируются на концепции ERP. Примеры: SAP R/3, Baan, Oracle Applications, Галактика.
4) CSRP (Customer Synchronized Resource Planning) Послединий стандарт охватывает также и взаимодействие с клиентами: оформление наряд-заказа, техзадание, поддержка заказчика на местах и пр. Таким образом, если MRP, MRP-II, ERP ориентировались на внутреннюю организацию предприятия, то CSRP включил в себя полный цикл от проектирования будущего изделия до гарантийного и сервисного обслуживания после продажи. Основная суть концепции CSRP в том, чтобы интегрировать Заказчика (Клиента, Покупателя и пр.) в систему управления предприятием. Пример: SyteLine.
На мировом рынке сейчас предлагается свыше 500 систем класса MRP II-ERP. Рынок бурно растет - на 35% - 40% каждый год.
1.6. Понятие о CALS-технологияx
CALS-технологиями (Continuous Acquisition and Lifecycle Support) называют технологии комплексной компьютеризации сфер промышленного производства, цель которых - унификация и стандартизация спецификаций промышленной продукции на всех этапах ее жизненного цикла. Основные спецификации представлены проектной, технологической, производственной, маркетинговой и эксплуатационной документацией. В русском языке понятию CALS соответствует ИПИ (информационная поддержка изделий) или КСПИ (компьютерное сопровождение и поддержка изделий).

Применение CALS позволяет существенно сократить объемы проектных работ, так как описания составных частей оборудования, машин и систем, проектировавшихся ранее, хранятся в унифицированных форматах данных.
Развитие CALS-технологий должно привести к появлению так называемых виртуальных производств, в которых процесс создания спецификаций с информацией для программно управляемого технологического оборудования может быть распределен во времени и пространстве между многими организационно автономными проектными студиями.
Построение открытых распределенных автоматизированных систем для проектирования и управления в промышленности составляет основу современных CALS-технологий. Главная задача их внедрения – обеспечение единообразного описания и интерпретации данных, независимо от места и времени их получения в общей системе, имеющей масштабы вплоть до глобальных. Поэтому в основу CALS-технологий положен ряд стандартов, обеспечивающих информационную интеграцию:
1) ISO 10303 STEP (Standard for Exchange of Product data – стандарт обмена данными о промышленных изделиях). Является основным CALS-стандартом. Состоит из ряда документов (томов), которые обозначаются ISO 10303-N, где N – номер тома.
N=1: Вводный стандарт, описывающий основный принципы и определения
N=11-14: Описание языка Express, являющегося основой для создания единой информационной среды и инвариантного к приложениям.
N=201-236: Прикладные протоколы АР (Application Protocol). Примеры протоколов
АР201: Явное черчение.
АР210: Компоновка и проектирование соединений в электронной аппаратуре.
АР212: Проектирование и монтаж электротехнических изделий.
2) ISO 13584 Parts Library (P_Lib). Содержат обзор и основные принципы построения библиотек с данными о стандартных компонентах промышленных изделий. Представлены сведения о семействах типовых компонентов изделий (болты, подшипники, электронные компоненты и др.) с целью использования этих данных в САПР.
3) ISO 14959 Parametrics. Унификация способов обмена параметрами изделий, широко использующимися современными САПР.
4) ISO 15531 Manufacturing Management Data (Mandate). Стандарты представления данных, относящихся к функционированию предприятий, управлению распределенными производственными системами, обмену данными о производстве с внешней средой. Например, том ISO 15531-41 содержит обзор и основные принципы управления потоками производственных данных.
5) ISO 18876 IIDEAS. Обеспечение взаимодействия приложений и организаций, использующих разные стандарты. Предусматривается возможность согласования моделей, выраженных с помощью разных языков моделирования и форматов (SGML, XML, Express).
Оформление текстовой документации на создаваемые изделия в CALS-технологиях выполняется с помощью языков разметки SGML или XML.
1) ISO 8879 Язык SGML. Устанавливает правила предоставления информации, которые позволяют различным системам правильно распознавать и идентифицировать эту информацию. Является метаязыком для семейства конкретных языков разметки.
2) Язык XML. Упрощенный SGML, приспособленный для использования в Web-браузерах. Для конкретных приложений создаются свои варианты (словари) XML. Для CALS-технологий вариант PDX (Product Definition exchange), посвященных обмену данными.
ГЛАВА 2. СИСТЕМЫ МАССОВОГО ОБСЛУЖИВАНИЯ
2.1. Основные сведения теории массового обслуживания
Теория массового обслуживания используется при решении задач анализа процессов функционирования ГПС, транспортных систем, вычислительной техники и других процессов, связанных с прохождением через систему потока заявок (требований или транзактов).
Параметры заявок являются случайными величинами и при проектировании могут быть известны только законы их распределения и численные характеристики. Выходными параметрами в СМО являются время обслуживания заявок в системе, длины очередей заявок, время ожидания в очередях, загрузка устройств системы и т.д.
В простейшем случае СМО представляет собой обслуживающий аппарат (ОА) с очередью заявок на входе. Сложные СМО состоят из нескольких взаимосвязанных ОА. ОА называют статическими объектами или ресурсами, а заявки динамическими. Состояния ОА выражаются булевыми величинами true (занято) и false (свободно) и длинами очередей. Переменные СМО называют переменными состояния или фазовыми переменными.
Правило, согласно которому заявки выбираются из очередей на обслуживание, называют дисциплиной обслуживания, а величину, выражающую преимущественное право на обслуживание, - приоритетом.
Бесприоритетные дисциплины:
1) FIFO (First In First Out) – первая заявка обслуживается первой;
2) LIFO (Last In First Out) – последняя заявка обслуживается первой;
3) Со случайным выбором заявок из очередей.
В приоритетных дисциплинах для заявок каждого приоритета выделяется своя очередь. Заявка из очереди с низким приоритетом поступает на обслуживание, если пусты очереди с более высокими приоритетами. Приоритеты бывают:
1) Абсолютные, когда заявка из очереди более высокого приоритета прерывает начатое обслуживание заявки более низкого приоритета;
2) Относительные, когда более высокоприоритетная заявка ждет окончания начатого обслуживания предыдущей;
3) Динамические – могут изменяться во время нахождения заявки в СМО.
Исследование СМО ведут аналитически или методом имитационного моделирования, т.е. путем воспроизведения событий в модельном времени. Под событием понимают факт изменения значения любой переменной состояния.
2.2. Аналитические модели СМО
Аналитические модели применяют только для частных случаев относительно простых СМО. Для сложных систем необходим ряд допущений, что снижает адекватность модели:
1) используется дисциплина FIFO;
2) время обслуживания заявок выбирается в соответствии с экспоненциальным законом распределения;
3) входные потоки должны быть стационарными, ординарными (невозможность одновременного поступления двух заявок на вход) и с отсутствием последействия.
Марковскими цепями называют процессы с конечным множеством состояний и с отсутствием последействия. Они подходят для описания большинства СМО. Характеризуются множеством состояний S, матрицей вероятности переходов из одного состояния в другое и начальным состоянием. Представляют в виде графа, в котором вершины соответствуют состояниям цепи, дуги – переходам, веса дуг – вероятностям перехода, если время дискретно или интенсивностям, если время непрерывно.
Интенсивностью перехода называют величину  , где
, где  - вероятность перехода из состояния
- вероятность перехода из состояния  в состояние
в состояние  за время
за время  . Обычно используют условие
. Обычно используют условие  , где N – число состояний.
, где N – число состояний.
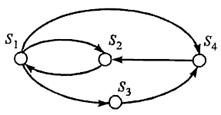
Рис. 2.1. Пример марковской цепи
Таблица матрицы интенсивностей переходов для примера
| Состояние | S1 | S2 | S3 | S4 |
| S1 | -V12-V13-V14 | V12 | V13 | V14 |
| S2 | V21 | -V21 | ||
| S3 | -V34 | V34 | ||
| S4 | V42 | -V42 |
Основой описания СМО в терминах вероятностей нахождения системы в различных состояниях являются уравнения Колмогорова, которые можно получить следующим образом:
Изменение вероятности  нахождения системы в состоянии за время есть вероятность перехода системы в состояние из любых других состояний за вычетом вероятности перехода из состояния в другие состояния за время , т. е.
нахождения системы в состоянии за время есть вероятность перехода системы в состояние из любых других состояний за вычетом вероятности перехода из состояния в другие состояния за время , т. е.
 ,
,
где  и
и  - вероятности нахождения системы в состояниях и соответственно в момент времени t, а
- вероятности нахождения системы в состояниях и соответственно в момент времени t, а  и
и  - вероятности изменения состояний в течение времени ; J и К – множества индексов инцидентных вершин по отношению к вершине по входящим и исходящим дугам на графе состояний соответственно.
- вероятности изменения состояний в течение времени ; J и К – множества индексов инцидентных вершин по отношению к вершине по входящим и исходящим дугам на графе состояний соответственно.
Разделив выражение на и перейдя к пределу при  , получим уравнения Колмогорова
, получим уравнения Колмогорова
 .
.
В стационарном состоянии  и уравнения Колмогорова представляют систему алгебраических уравнений, в которой
и уравнения Колмогорова представляют систему алгебраических уравнений, в которой  -й узел представлен уравнением
-й узел представлен уравнением  . Преобразовывая получаем
. Преобразовывая получаем  , где
, где  - финальные вероятности.
- финальные вероятности.
Формулы расчета параметров аналитической модели
Рассмотрим одноканальную СМО с простейшим входным потоком интенсивностью  и длительностью обслуживания, подчиняющейся экспоненциальному закону интенсивностью
и длительностью обслуживания, подчиняющейся экспоненциальному закону интенсивностью  . Требуется найти:
. Требуется найти:
 - среднее число заявок, находящихся в системе;
- среднее число заявок, находящихся в системе;
 - средняя длина очереди к ОА;
- средняя длина очереди к ОА;
 - время пребывания заявки в системе;
- время пребывания заявки в системе;
 - время ожидания в очереди.
- время ожидания в очереди.
Введем обозначение  , причем
, причем  - условие установившегося режима, тогда
- условие установившегося режима, тогда
 ;
;  .
.
Времена пребывания в системе и в очереди определяются соотношениями, которые называют формулами Литтла:
 ;
; 
2.3. Имитационное моделирование СМО
Имитационные модели, созданные в традиционных языках получаются громоздкими, поэтому используют специальные языки программирования на системном уровне. Различают языки ориентированные на описание событий, средств обслуживания или маршрутов движения заявок (процессов). Выбор языка определяет структуру модели и методику ее построения.
Языки ориентированные на средства обслуживания используются при функционально-логическом и более детальных уровнях описания объектов. Для описания СМО на системном уровне (иногда их называют сетевыми имитационными моделями - СИМ) чаще используют языки, ориентированные на события (Симскрипт, SMPL, Stateflow) или процессы (Симула, SOL, GPSS).
В программах имитационного моделирования СМО преимущественно реализуется событийный метод организации вычислений, который заключается в отслеживании на модели последовательности событий в том же порядке, в каком они происходили бы в реальной системе. Вычисления выполняют только для тех моментов времени и тех частей (процедур) модели, к которым относятся совершаемые события. Поскольку изменения состояний на каждом такте обычно наблюдается лишь у малой доли ОА, событийный метод может существенно ускорить моделирование по сравнению с инкрементным методом, в котором на каждом такте анализируются состояния всех элементов цепи.
2.4. Сети Петри
Сети Петри – аппарат для моделирования динамических дискретных систем (преимущественно асинхронных параллельных процессов). Предложен Карлом Адамом Петри в 1962 году. Определяется конечными множествами позиций и переходов P и Т, множествами входных и выходных функций I и O и представляет собой двудольный ориентированный граф, в котором позиции изображаются кружками, а переходы утолщенными черточками; функциям I соответствуют дуги, направленные от позиций к переходам, а функциям О – от переходов к позициям.
Как и в СМО, в сетях Петри вводятся объекты двух типов: динамические – изображаются метками (маркерами) внутри позиций и статические – им соответствуют вершины сети Петри. Распределение маркеров по позициям называют маркировкой. Маркеры могут перемещаться по сети. Каждое изменение маркировки называют событием. Совершению события соответствует срабатывание перехода, при котором маркеры из входных позиций этого перехода перемещаются в выходные позиции. События происходят мгновенно и разновременно при выполнении некоторых условий. Последовательность событий образует моделируемый процесс.
Правило срабатывания переходов: переход срабатывает, если для каждой из его входных позиций выполняется условие  , где
, где  - число маркеров в i-й входной позиции,
- число маркеров в i-й входной позиции,  - число дуг, ведущих от i-й позиции к переходу; при срабатывании перехода число маркеров в i-й позиции уменьшается на , а в j-й выходной позиции увеличивается на
- число дуг, ведущих от i-й позиции к переходу; при срабатывании перехода число маркеров в i-й позиции уменьшается на , а в j-й выходной позиции увеличивается на  , где - число дуг, связывающих переход с j-й позицией.
, где - число дуг, связывающих переход с j-й позицией.
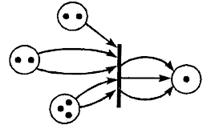
Рис. 2.2. Фрагмент сети Петри.
До срабатывания перехода маркировка (2,2,3,1), после срабатывания (1,0,1,4).
Можно вводить ряд дополнительных правил и условий в алгоритмы моделирования. Задавая продолжительность (задержку) срабатывания перехода, можно моделировать не только последовательность событий, но и привязку ко времени. Полученную модель называю временной сетью Петри.
Если задержки являются случайными величинами, то сеть называют стохастической. В стохастических сетях возможно введение вероятностей срабатывания переходов и вероятностный выбор срабатывающего перехода в конфликтных ситуациях. На рис. 2.3. показан фрагмент сети Петри, с конфликтной ситуацией – маркер р может запустить переход или  .
.

Рис. 2.3. Конфликтная ситуация
Если задержки определяются как функции некоторых аргументов, которыми могут быть количества маркеров в какой-либо позиции, состояния некоторых переходов и т.п., то сеть называют функциональной.
Во многих задачах динамические объекты могут быть нескольких типов с разными алгоритмами поведения. Их идентифицируют разными цветами маркеров, при этом сеть Петри называется цветной.
В ингибиторных сетях Петри возможны запрещающие (ингибиторные) дуги. Наличие маркера во входной позиции, связанной с переходом ингибиторной дугой, означает запрещение срабатывания перехода.
Пример 1. Требуется описать с помощью сети Петри работу группы пользователей на одном компьютере.
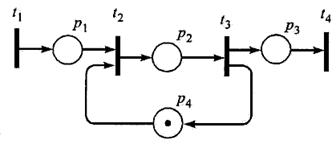
Рис. 2.4. Сеть Петри (к примеру 1)
Переходы связаны со следующими событиями: t1 – поступление запроса на использование компьютера; t2 – занятие компьютера; t3 – освобождение компьютера; t4 – выход обслуженной заявки; позиция р4 используется для отображения состояния компьютера: если в p4 имеется метка, то компьютер свободен и пришедшая заявка вызывает срабатывание перехода t2; пока эта заявка не будет обслужена, метки в р4 не будет, и пришедшие в р1 запросы вынуждены ожидать срабатывания перехода t3.
Пример 2. Требуется описать с помощью сети Петри процессы возникновения и устранения неисправностей в некоторой технической системе, состоящей из М однотипных блоков; в запасе имеется один исправный блок; известны статистические данные об интенсивностях возникновения отказов и длительностях операций поиска неисправностей, замена и ремонт отказавшего блока.
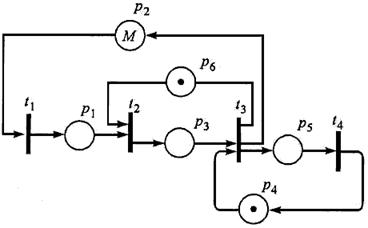
Рис. 2.5. Сеть Петри (к примеру 2)
Значение М в позиции р2 соответствует числу имеющихся в системе блоков. Переходы отображают следующие события: t1 – отказ блока; t2 – поиск неисправного блока; t3 – его замена; t4 – окончание ремонта.
При непустой позиции р2 переход t1 срабатывает с задержкой, равной вычисленному случайному значению моделируемого отрезка времени между отказами. После выхода маркера из t1 он попадает через р1 в t2, если имеется метка в позиции р6. Это означает, что обслуживающая систему бригада специалистов свободна и может приступить к поиску возникшей неисправности. В переходе t2 метка задерживается на время, равное случайному значению длительности поиска неисправности. Далее маркер оказывается в р3 и, если имеется запасной блок (маркер в р4), то запускается переход t3, из которого маркеры выйдут в р2, р5 и р6 через отрезок времени, необходимый для замены блока. После этого в t4 имитируется восстановление неисправного блока.
Рассматриваемая модель описывает функционирование системы в условиях, когда отказы могут возникать и в рабочем, и в неисправном состояниях системы. Поэтому не исключены ситуации, при которых более чем один маркер окажется в позиции р1.
2.5. Анализ сетей Петри
Анализ сложных систем на базе сетей Петри выполняется с помощью имитационного моделирования СМО, представленных моделями сетей Петри. При этом задают входные потоки заявок и определяют соответствующую реакцию системы. Выходные параметры СМО рассчитывают путем обработки накопленного при моделировании статистического материала.
Возможен другой подход к использованию сетей Петри для анализа СМО, исследуемых на системном уровне, не связанный с имитацией процессов. Он основан на следующих свойствах сетей:
1) Ограниченность (или K-ограниченность) имеет место, если число меток в любой позиции сети не может превысить значения К. При проектировании автоматизированных систем определение К позволяет обоснованно выбирать ёмкости накопителей.
2) Безопасность – частный случай ограниченности при K=1.
3) Сохраняемость характеризуется постоянством загрузки ресурсов, т.е.  , где - число маркеров в i-й позиции,
, где - число маркеров в i-й позиции,  - весовой коэффициент.
- весовой коэффициент.
4) Достижимость  характеризуется возможностью достижения маркировки из состояния сети, с маркировкой
характеризуется возможностью достижения маркировки из состояния сети, с маркировкой  .
.
5) Живость определяется возможностью срабатывания любого перехода при функционировании моделируемого объекта. Отсутствие живости свидетельствует об избыточности аппаратуры в проектируемой системе, либо о возможности зацикливаний, тупиков, блокировок.
В основе исследования свойств сети Петри лежит анализ достижимости. Один из методов анализа достижимости любой маркировки из состояния  - построение графа достижимости. Начальная вершина графа отображает , а остальные вершины соответствуют маркировкам. Дуга
- построение графа достижимости. Начальная вершина графа отображает , а остальные вершины соответствуют маркировкам. Дуга  означает событие и соответствует срабатыванию перехода t. При построении графа сложной сети можно не отображать все вершины, так как многие из них являются дублями (от маркировки всегда порождается один и тот же подграф, независимо от того, из какого состояния система пришла в ). Тупики обнаруживаются по отсутствию переходов из какой-либо вершины, т.е. по наличию листьев – терминальных вершин. Неограниченный рост числа маркеров в какой-либо позиции свидетельствует о нарушениях ограниченности.
означает событие и соответствует срабатыванию перехода t. При построении графа сложной сети можно не отображать все вершины, так как многие из них являются дублями (от маркировки всегда порождается один и тот же подграф, независимо от того, из какого состояния система пришла в ). Тупики обнаруживаются по отсутствию переходов из какой-либо вершины, т.е. по наличию листьев – терминальных вершин. Неограниченный рост числа маркеров в какой-либо позиции свидетельствует о нарушениях ограниченности.
Примеры анализа достижимости.
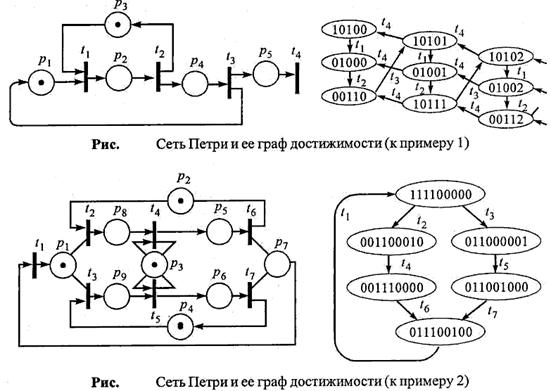
В примере 1 сеть является неограниченной, т.к. метки могут накапливаться в позиции р5, и живой, т.к. срабатывают все переходы, тупики отсутствуют.
В примере 2 сеть, моделирующая двухпроцессорную вычислительную систему с общей памятью, является безопасной, живой, все маркировки достижимы.
– Конец работы –
Эта тема принадлежит разделу:
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
И ПРОИЗВОДСТВ... КУРС ЛЕКЦИЙ ДЛЯ СТУДЕНТОВ СПЕЦИАЛЬНОСТИ... Январь года...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Основные характеристики производственного процесса
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.037 сек.
Новости и инфо для студентов