рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Основные термины и положения
Реферат Курсовая Конспект
Основные термины и положения
Основные термины и положения - раздел Философия, КОНСПЕКТ ЛЕКЦИЙ УЧЕБНОЙ ДИСЦИПЛИНЫ Основы электрохимии Изобретателем Гальванопластики Принято Считать Бориса Семёновича Якоби (1801-...
Изобретателем гальванопластики принято считать Бориса Семёновича Якоби (1801-1874), русского, немецкого физика, академика Императорской СПб Академии Наук.
Того самого Б. С. Якоби, который в 1834 году в Кёнигсберге изобрёл первый электродвигатель.
4 октября 1838 года академик Б.С. Якоби направил письмо непременному секретарю Петербургской Академии наук, к которому приложил в виде образца «хорошую гальваническую копию медной гравированной дощечки». Письмо было прочитано на заседании Академии наук 5 октября 1838 года. Этот день принято считать официальной датой изобретения гальванопластики.
В промышленности широко использовать гальванопластику начали в 40-60 гг. ХХ века. В ХIХ веке её применение ограничилось производством гальваностереотипов, скульптурных портретов, барельефов. Хотя здесь нельзя не отметить произведённые в то время шедевры художественной гальванопластики такие как скульптуры Зимнего дворца и Исаакиевского собора.
Внедрение технологии гальванопластики в крупных промышленных масштабах началось в ХХ веке ( производство грампластинок и волноводов, форм для литья и прессования, сеток и фольги, труб и специальных сопл, печатных плат , предметов искусства сложных конструкций).
С помощью гальванопластики можно с большей точностью, чем любым другим способом, воспроизводить предметы в мельчайших подробностях. Появляется возможность изготовлять предметы столь сложных форм, производство которых другими способами либо невозможно, либо дорого . Гальванопластику применяют для изготовления уникальных деталей большими сериями с использованием их формы. С формы, которая может быть очень дорогой, получают определённое количество копий. Копии, в свою очередь, используют для получения новых форм (это увеличивает темп производства ).
Потребности производства определили интерес к изготовлению изделий из металлов и сплавов со специальными свойствами, которые в ряде случаев можно получить только электроосаждением.
Необычность гальванопластики в том, что с предмета-формы получают зеркальное отображение-копию, которую в дальнейшем используют для воспроизведения первоначального предмета-формы. Это совершенно новый путь производства одинаковых изделий высокого качества и в большом количестве.
Гальванопластику, возможности которой раскрыты не полностью, можно считать технологией будущего. Современный уровень гальванопластики определяют достижения материаловедения, физической химии, электрохимии, а также совершенствование технологического оборудования.
Дальнейшее рассмотрение предмета следует начать с основных специальных терминов применяемых в гальванопластике.
Форма- специально разработанный, сконструированный и изготовленный образец для снятия копии с него с использованием технологии гальванопластики.
Копия- заготовка, полученная электролитическим осаждением металла на поверхности формы и отделения от нее; в дальнейшем, после механической обработки, копию используют в качестве изделия, инструмента или как их составную часть.
Замок- технологическое соединение копии с формой, препятствующее их разделению в процессе электрохимического наращивания.
Затяжка- нанесение первичного слоя металла толщиной 10...20 мкм на форму без использования экранирующих приспособлений.
Сложная форма- форма, состоящая из нескольких частей и собираемая перед каждым использованием.
Сложная копия- копия, состоящая из нескольких частей (узлов), используемая как одно целое и в некоторых случаях разбираемая после использования.
Сквозной питтинг- сквозная полость в электроосажденном слое металла.
Дендрит- местные наросты по краям или с тыльной стороны копии.
Интенсивное наращивание- электроосаждение толстых слоев металла при высокой плотности тока.
Инициирование начала осаждения металлов("контактирование") - прикосновение алюминиевым стержнем к изделию в начале процесса химического осаждения никеля, кобальта.
Разделительный слой- слой на поверхности, препятствующий "срастанию" копии с формой.
Электропроводный слой- слой материала, обеспечивающий электрическую проводимость поверхности неметаллической формы.
Разъем- операция отделения копии от формы.
Границаразъема - граница между формой и копией.
Экран- приспособление для защиты выступающих или периферийных частей формы от нарастания слоя металла чрезмерной толщины или образования дендритов.
Гальванопластика наряду с гальваностегией входит в состав прикладной электрохимии – гальванотехники, структура
которой представлена на схеме:
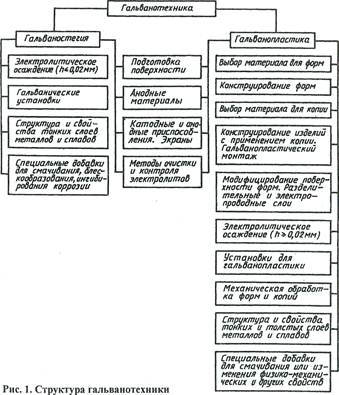
Общие разделы гальваностегии и гальванопластики имеют различия, заключающиеся в реализации и требованиях осуществления технологии. На современном этапе развития гальванотехники больше внимания уделяют очистке электролитов в гальванопластике из-за необходимости наращивать слои металлов с одинаковыми свойствами по толщине.
Гальваностегияизучает технологию нанесения покрытий на изделие, их защитно-декоративные и функциональные свойства, структуру, гальванопластика- технологию наращивания копий и способы их отделения от формы, эксплуатационные свойства толстых слоев металлов и сплавов, их структуру.
В ряде отраслей промышленности (например, производство грампластинок, сеток, фольги, волноводов) гальванопластика является основным звеном в производственном цикле, и ее использование в различных отраслях в дальнейшем будет расширяться. В связи с этим необходимо углубление знаний о предмете и месте этой технологии в прикладной электрохимии.
При решении проблем гальванопластики пользуются сведениями по конструированию форм; материаловедению при проектировании и изготовлении форм и копий; вакуумному напылению; химическому и механическому нанесению электропроводных слоев; кинетике образования и строению окисных, солевых разделительных слоев, адгезии на границе раздела двух твердых фаз; органическим электропроводным материалам для форм и разделительных слоев; электролитическому осаждению металлов и сплавов и их свойствам в тонких и толстых слоях; технологической оснастке гальванических процессов и оборудованию. Применение этих сведений на практике в целесообразной последовательности позволяет получать с различных форм (предметов) металлические (в будущем, возможно, и неметаллические) копии, которые являются инструментами или готовыми изделиями и которые либо невозможно изготовить традиционными методами, либо на это затрачивается много непроизводительного труда.
Как и любая область знаний, гальванопластика основана на ряде специальных законов или принципов:
· Выбор материалов для изготовления формс учетом современного уровня материаловедения, технической или экономической целесообразности использования, а также следующих требований к физическим, химическим и механическим свойствам:
независимо от природы материала формы ее поверхность должна быть электропроводной (на поверхность непроводников наносят электропроводный слой);
по теплофизическим свойствам (коэффициенты объемного и линейного расширения, температура плавления, теплопроводность, теплоемкость, теплостойкость, морозостойкость) материалы выбирают так, чтобы изготовленные из них формы не разрушались и не искажались при воздействии температуры в процессе механической и химической обработки; значение температурного коэффициента объемного расширения учитывают при определении размеров готового предмета или инструмента для облегчения отделения копии от формы;
физико-механические свойства (плотность, предел прочности, предел текучести, относительное сужение, ударная вязкость, твердость и т.д.) должны быть в таких пределах, чтобы материал допускал механическую обработку и выдерживал эксплуатационные нагрузки;
физико-химические свойства (коррозионная стойкость, степень травления, скорость образования окисных пленок, адгезия окисла к поверхности металла, адгезия проводящего слоя к поверхности непроводника, водородное растрескивание, вспучивание, предел коррозионной выносливости, пассивность металлов, взаимодействие с растворами и электролитами и т.д.) должны быть такими, чтобы материал формы выдерживал агрессивное воздействие растворов, не подвергался коррозионному разрушению и не взаимодействовал с материалами копии;
особые свойства материала для форм (оптические, магнитные, параметры шероховатости, способность к наводороживанию, температура плавления, электрические, диэлектрические и др.) следует учитывать, так как в некоторых случаях они могут иметь решающее значение (например, температура плавления для расплавляемых форм);
структура материала не должна изменяться под действием условий технологического процесса.
· Конструирование форм.Конструкция формы, неразборной или составленной из нескольких частей, должна обеспечивать: отсутствие механического зацепления (замок) между формой и копией после наращивания последней, отсутствие острых углов, наличие мест для электрических контактов, многократное использование формы, отсутствие заклинивания между формой и копией при их разъеме, возможность применения одного из способов (механического, вакуумного, сжатым воздухом, расклинивающего эффекта, термоудара) отделения копии от формы без их повреждения. Для форм однократного использования (расплавляемых, растворимых) необходимо обеспечивать отсутствие острых углов и предусматривать места для электрических контактов.
· Модифицирование поверхности форм.На границе раздела форма-копия должны быть обеспечены требуемые силы сцепления между формой и копией, позволяющие разделять их, с этой целью на поверхность формы наносят разделительный слой, физико-химические свойства которого зависят от свойств материала формы, копии и растворов (электролитов).
Электропроводные слои наносят на поверхность неметаллических форм вакуумным напылением, химическим осаждением, напылением расплавленных металлов, восстановлением окислов, разложением металлоорганических соединений в газовой фазе.
· Электролитическое осаждение.Материалы для изготовления копий (готовых изделий или инструментов) выбирают с учетом современного уровня, достигнутого электрохимией, технической и экономической целесообразности и требований к физическим, химическим и механическим свойствам. В процессе электролитического осаждения материалы для копирования должны сохранять электческую проводимость (или каталитическую активность при химическом восстановлении металла), не искажать форму и легко отделяться от нее, допускать механическую обработку и выдерживать требуемые эксплуатационные нагрузки, не разрушаться в агрессивной среде, в которой будут эксплуатироваться, не изменять свою структуру.
На физические, физико-механические и химические свойства осадков существенно влияют концентрация компонентов и примесей, плотность тока, температура электролита, степень перемешивания и качество анодных материалов. При электролитическом осаждении следует выполнять следующие условия.
При наращивании металлических копий плотность тока необходимо увеличивать ступенчато; максимальные значения ограничены физико-химическими свойствами электролитов, электрохимическими параметрами кинетики восстановления металлов и требуемыми свойствами осаждаемого металла; в некоторых случаях используют наложение переменного тока.
Напряжения в наращиваемых слоях должны быть такими, чтобы размеры копий не изменялись во время наращивания и копия легко отделялась от формы без повреждения последней.
Составы электролитов и условия электролиза для электроформования копий из металлов и сплавов необходимо подбирать с учетом возникающих напряжений а, зависящих от конфигурации поверхности формы. Так, на плоскую форму рекомендуют наращивать металлическую копию с о = -5...-2 МПа, на вогнутую форму (например, внутреннюю поверхность полого цилиндра, полого полушария) - копию с а = 0... 150 МПа, на выпуклую форму (например, наружную поверхность цилиндра, полушария) - копию о = 0...-50 МПа.
5. Конструкцию изделия(инструмента и т.д.), основной рабочей частью которого является копия, выбирают в зависимости от эксплуатационных требований (малая масса, магнитные, электрические, физико-механические, оптические, теплофизические, коррозионные свойства). Изделие может представлять собой монолитную копию или копию из нескольких частей; копию с формой, выполненные как единое целое из нескольких узлов, частей или деталей, изготовленных с применением копии. Специальным видом конструирования изделий является гальванопластический монтаж, предусматривающий изготовление изделий или инструментов электрохимическим сращиванием отдельных деталей (частей), сращиванием с металлическими слоями металлических или неметаллических деталей (а также микро- и макрочастиц) или регулированием толщины слоя металла на заданном участке, когда это невозможно выполнить другими методами. При наращивании, а затем и использовании копий в конструкциях учитывают неоднородность структуры и сплошности отложения металла в углублениях и выступах, имеющих острые углы.
Технологическое оборудование и оснасткуконструируют специально для каждого изделия или инструмента, при этом обеспечивают интенсивное ведение процесса, если это необходимо, и тщательную очистку электролитов.
ВОПРОСЫ ДЛЯ САМОКОНТРОЛЯ
– Конец работы –
Эта тема принадлежит разделу:
КОНСПЕКТ ЛЕКЦИЙ УЧЕБНОЙ ДИСЦИПЛИНЫ Основы электрохимии
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ... Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Основные термины и положения
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.035 сек.
Новости и инфо для студентов