Прокатка, прессование и волочение
Прокатку производят на металлургических заводах и машиностроительных заводах, при этом получают прокат - готовые изделия или заготовки для последующей обработки ковкой, штамповкой прессованием, волочением или резанием. В прокат перерабатывают около 80% всей выплавляемой стали и большую часть цветных металлов.
В зависимости от вида проката его делят на: сортовой, листовой, трубный и специальный.
Сортовой прокат общего назначения (рис.29, 1,2,3,4,5, 6, 9), сортовой прокат специального назначения (рис.29, 7,8,10,11,12) и листовой прокат имеют одинаковое сечение по всей длине.
Трубы в зависимости от технологии изготовления делят на бесшовные и сварные. К специальным видам проката относят: цельнокатаные колеса, бандажи, валы, шары, зубчатые колеса, сверла и др.
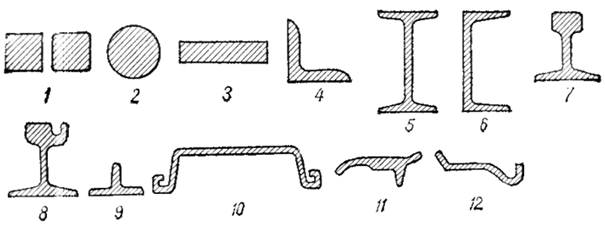
Рис.29.Виды профилей сортового проката
При прокатке нагретые или холодные заготовки - слитки, блюмы, слябы пропускают между вращающимися валками прокатных станов. Существуют три основных вида прокатки, продольная (для сортовых и фасонных профилей), поперечная и поперечно-винтовая (для тел вращения).
При продольной прокатке (рис.30) валки вращаются в разные стороны, деформируя заготовку: толщина её уменьшается, а длина и ширина увеличиваются. Важнейшим технологическим показателем при прокатке является обжатие.
Рис.30. Схема продольной прокатки
Абсолютное обжатиеDh = h0 - h1; относительное обжатие вычисляют по формуле