рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Сетевые методы планирования и управления подготовкой производства
Реферат Курсовая Конспект
Сетевые методы планирования и управления подготовкой производства
Сетевые методы планирования и управления подготовкой производства - раздел Философия, Назначение курса «Операционный менеджмент» Сетевым Планированием И Управлением Называется Графоаналитический Метод Плани...
Сетевым планированием и управлением называется графоаналитический метод планирования и управления процессами создания технических систем и сложных объектов (научных исследований, проектирования, монтажа и т.д.). Процесс создания технических систем и сложных объектов изображается в виде ориентированного графа, называемого сетевым графиком.
Сетевой график является полной графической моделью комплекса работ, в которой точно до деталей определяется логическая взаимосвязь, последовательность работ и взаимозависимость между ними. На основе сетевого графика (модели) осуществляются планирование, оптимизация и управление процессом выполнения всего комплекса работ. При использовании сетевого графика удается формализовать процесс, т.е. выразить его численно.
Объектом управления в системах СПУ является коллектив исполнителей, располагающий ресурсами (материальными, людскими и финансовыми) и выполняющий комплекс работ, обеспечивающий достижение намеченного конечного результата.
Последовательность работ в сети, в которой конечное событие, характеризующее окончание данной работы, совпадает с начальным событием следующей за ней роботы, называется путём. Путь от начального до конечного события имеющий наибольшую продолжительность, называется критическим. Сокращение сроков выполнения работ, находящихся на критическом пути, является главной задачей руководителя работ как на стадии составления плана, так и на протяжении его выполнения. Все остальные пути, находящиеся на критическом пути, меньшей продолжительности, следовательно, имеют резерв времени, которым можно маневрировать.
В сетевом графике не допускаются замкнутые циклы, т.е. возвращение стрелок к тому событию, из которого они вышли. Появление таких циклов говорит об ошибке в исходных данных или неправильности построения сети.
При составлении сетевого графика никакие волевые решения в расчет не принимаются. Сетевой график разрабатывается на основе объективных данных – технической документации, нормативов, правильной взаимосвязи планируемых работ. Оценку его производят компетентные лица, специалисты и непосредственные исполнители работ. Ответственными исполнителями в системе СПУ могут быть только руководители отделов, лабораторий, цехов.
Для каждой ступени руководства работами используются разные виды сетей:
- свободная сеть, охватывающая весь комплекс работ, составляется для общего руководства всем комплексом работ для главной организации, ответственной за достижение конечной цели;
- частная сеть является частью сводной. Каждая из частных сетей охватывает комплекс работ, выполняемых отдельными организациями-смежниками;
- первичная сеть является частью частной сети. Первичная сеть и охватывает комплексы работ, выполняемые отдельными исполнителями.
Продолжительность работ рассчитывается по теории вероятности на основе математической статистики. В основу расчетов кладется средняя продолжительность каждой работы и среднее квадратическое отклонение этой продолжительности. Для определения средней продолжительности используют три вида оценки времени:  наименьшее время исполнения,
наименьшее время исполнения,  наибольшее время исполнения и
наибольшее время исполнения и  наиболее вероятная продолжительность работы, которая будет иметь место при нормальных, чаще всего встречающихся условиях выполнения работ. Величины
наиболее вероятная продолжительность работы, которая будет иметь место при нормальных, чаще всего встречающихся условиях выполнения работ. Величины  ,
,  и
и  определяют на основе многократного повторения одной и той же работы в одинаковых условиях.
определяют на основе многократного повторения одной и той же работы в одинаковых условиях.
Среднюю ожидаемую продолжительность работы с ошибкой, не превышающей 1 %, можно найти по формуле:
Среднеквадратическое отклонение (дисперсия) в этом случае будет равно
0,04(
так как любая предварительная оценка продолжительности связана с некоторым риском, то о степени ее неопределенности судят по среднеквадратичному отклонению. Небольшая величина  говорит о малом риске, и наоборот. При наибольшем сближении и отклонения минимальны.
говорит о малом риске, и наоборот. При наибольшем сближении и отклонения минимальны.
Организация управления на основе СПУ. Важным разделом СПУ является организация оперативного управления процессами создания нового объекта. Оперативное управление охватывает время от момента утверждения исходного плана и доведение его до всех исполнителей и до полного завершения всех работ. При большом объеме работ или при развитой внешней кооперации с другими организациями создается специальная служба СПУ.
Оперативное управление имеет своей целью контроль за фактическим состоянием выполнения работ, выявление и анализ возникающих изменений и расхождений между запланированным и фактическим ходом работ, разработку и осуществление организационно-технических мероприятий, сводящих расхождение до минимума для обеспечения оптимизации всего плана работ.
Схема оперативного планирования контроля и управления дает представление о порядке и содержании работ по оперативному управлению. Следует отметить, что всю информацию о ходе работ и необходимых изменениях получают непосредственно от ответственных исполнителей, которые являются единственными источниками информации. Представляемая исполнителями информация касается оценки изменения состояния начатых работ, уточнения исходных показателей, изменения содержания работ и событий, введений в сеть новых работ и событий. Следовательно, информация касается только изменений, что позволяет свести поток входной информации и затраты труда на нее до минимума.
На основе реального хода работ, приобретённого опыта и знаний ответственности исполнитель обязан изменять и уточнять состав и показатели выполняемых под его руководством работ.
На основании информации исполнителей сеть обновляется, т.е. уточняются объемы, продолжительность сроков работ и их завершение. Сроки обновления сетей регламентируются раз в месяц, в две недели, еженедельно.
Оперативный центр направляет выходную информацию, подробность которой зависит от того, кому она предназначена: - для исполнителей, для руководителей объекта – в целом о состоянии на критическом пути.
Таким образом, управление процессом осуществляется путём предупреждения отклонений, а не ликвидацией последствий.
Сетевые графики на предприятиях химической промышленности применяются:
- при подготовке производства, переход с одной продукции на другую, при организации нового вида продукции, научно-исследовательской работы, автоматизации производства и других подобных работах;
- при реконструкции и расширении производства. Сетевой график имеет особое значение, когда приходится изготавливать нестандартное оборудование, устанавливать внешние связи с поставщиками;
- при производстве капитального ремонта крупного оборудования, промышленных сетей.
Высокие требования по стандартности любых видов сырья, так как постоянство состава сырья и основных материалов определяет возможность получить целевые продукты заданного качества.
Комплексная переработка исходного сырья для получения самых разнообразных продуктов. Поэтому при разработке операционной системы предприятия имеет важное значение обоснование направления использования сырья, так как от этого зависит экономическая эффективность. При этом приходится учитывать, что один и тот же продукт может быть произведен из разных видов сырья.
Возможность быстро перестраивать производство, короткий производственный цикл. Это позволяют совершенствовать и улучшать технологию и организацию химического производства, в первую очередь путем автоматизации и механизации.
Первым этапом создания операционной системы является проектирование изделий и процессов производства. Проектирование изделий должно быть направлено на удовлетворение потребности потребителей. Для этого необходимо проанализировать конкретные требования потребителя к данному выбору изделий. Поэтому разработчик должен рассмотреть относительную значимость таких критериев проектирования изделия как:
3. стоимость;
4. экономичность эксплуатации;
5. качество;
6. размер, мощность или прочность;
7. срок службы;
8. надежность в эксплуатации;
9. требования к обслуживанию и его простота;
10. универсальность использования;
11. безопасность эксплуатации.
Для того чтобы получить нужные характеристики изделия, разработчик в процессе проектирования должен сделать выбор вариантов в таких сферах как: размеры и формы изделий; материалы; соотношение стандартных и специфических элементов; модульные компоненты; избыточные (дополнительные) компоненты для повышения надежности; элементы безопасности.
Вторым этапом создания операционной системы является проектирование процесса производства. При этом разработчик процесса производства должен рассмотреть относительную значимость таких критериев как:
11. производственная мощность;
11. экономическая эффективность;
11. производительность;
11. надежность;
11. ремонтопригодность;
11. стандартизация и постоянство результатов;
11. безопасность, промышленная санитария и гигиена;
11. удовлетворение жизненных потребностей рабочих.
Чтобы обеспечить нужные характеристики производственного процесса, разработчик должен сделать выбор вариантов в таких сферах как:
тип перерабатывающей системы (единичное, серийное или массовое производство, непрерывный процесс, комбинация этих вариантов);
собственное производство или приобретение некоторых комплектующих изделий;
выполнение некоторых заданий своими средствами или передача их субподрядчикам;
методы переработки (например, окрашивание методом распыления, погружения или щеткой вручную и т. п.);
степень механизации и автоматизации; степень специализации труда рабочих и т.д.
Разработка изделия влияет на проектирование процесса его производства. Поэтому разработчики и изделий, и производственного процесса должны четко понимать, какие именно потребности потребителей собирается удовлетворить операционная система и как именно достичь нужной конкурентоспособности.
Следующим этапом создания операционной системы есть принятие решений по вопросам размера производственных мощностей, местоположения предприятий. На этой стадии (этапе) построения операционной системы возникают два взаимосвязанных вопроса:
1) сколько объектов (количество) и какой мощности необходимо создать. Другими словами, - создавать большое предприятие или нескольких мелких;
2) где расположить каждый из объектов.
Решение первого вопроса о количестве и производственной мощности предприятий определяется факторами эффективности и маркетинга (одни свидетельствуют в интересах больших, другие - мелких предприятий). Для некоторых операционных системах можно применить комбинированный подход.
Решение второго вопроса о местоположении предприятия принимается на основании учета следующих факторов макроуровня экономики:
- демографические и экономические факторы, что влияют на размер и развитие основных рынков сбыта продукции операционной системы;
- источники сырья и транспортные расходы по доставке материалов, необходимых для операционной системы;
- количество и качество трудовых ресурсов;
- наличие достаточного количества энергии и воды;
- политическая стабильность;
- налоговая политика и поощрение экономического развития;
- вопрос защиты окружающей среды;
- стоимость приобретения земельного участка и строительства;
- условия проживания (климат, система образования, медицина, культура, отдых, преступность).
и следующих факторов микроуровня экономики:
- ограничительные нормы развитие промышленной зоны, совместимость с сопряженными объектами;
- размер, конфигурация и другие технические аспекты площадки;
- наличие доступных видов транспорта;
- наличие и стоимость энергообеспечения;
- соответствие площадки характеру предприятия;
- близость жилья для служащих;
- наличие конкурентов.
Завершающим этапом создания операционной системы есть собственно проектирование предприятий. Задания здесь сводятся к определению конфигурации, то есть размера и формы зданий и размещения производственных ресурсов внутри их. Имеются разные типы проектов или планирований производства. В зависимости от характера перерабатывающей системы применяют три основных типа планирования: пропорционально- функциональную схему, линейно - поточную схему и фиксированное позиционное планирование.
Пропорционально-функциональная схема предусматривает группировку производственных ресурсов по признакам производственного процесса. Так, в механическом цехе все токарные станки размещают на одном участке, сверлильные - на другой и т.д. Авторемонтные предприятия имеют разные участки: регулирования двигателей, ходовой части, кузовные работы и т. п. Такое планирование имеет место в основном при мелкосерийном производстве, когда отдельные изделия или клиенты переходят из одного участка на другой в зависимости от конкретных требований.
Линейное, или поточное, планирование применяется в массовом производстве или в системах с непрерывным производством, где каждое изделие фактически приходит одни и те же операции обработки. Производственные ресурсы размещаются в виде последовательности рабочих мест согласно с теми операциями, которые необходимы для выпуска готовой продукции. Примером этого является линия сбора автомобилей. Здесь основная проблема - правильно распределить загрузку оборудования, чтобы предотвратить образование „узких мест ".
Фиксированное позиционное планирование в основном реализуется при выполнении проектов, например, строительных. Изделия или потребитель при этом зафиксированы, к месту работы в меру потребности подаются разные производственные ресурсы. Это планирование носит временный характер до завершения работы над проектом. Проблема здесь в том, как разместить производственные ресурсы так, чтобы они не мешали друг другу.
3. Разработка производственных процессов при создании операционной системы
Система производственных процессов на предприятии характеризует его производственную структуру. Весь процесс производства слагается из основных, вспомогательных, подсобных и побочных процессов.
Основной производственный процесс весьма сложен и состоит из ряда более простых, частичных процессов или стадий. Стадия состоит из технологических и производственно-вспомогательных операций и представляет законченный этап производственного процесса. Например, стадия сульфирования, стадия ректификации, стадия вулканизации. Понятие «операция» в непрерывных химических процессах сохраняется только как производственно- вспомогательная функция, связанная с обслуживанием аппарата (наблюдение, подача некоторых компонентов, регулировка и т.п.).
Совокупность операций свойственна не только основным, но и вспомогательным процессам, так как и во вспомогательных процессах имеется определенная технология.
Операции классифицируются по назначению:
- технологическая операция сопровождается изменением свойств предмета труда в направлении превращения его в целевой продукт или изделие;
- контрольная операция служит для установления соответствия свойств и характеристик предметов труда, продукции и технологии заданным параметрам;
- операция обслуживания направлена на обеспечение необходимых условий для нормального хода производственного процесса и безопасности людей (чистка, смазка машин, наблюдение за состоянием вентиляционных и отопительных устройств, уборка помещений).
Эффективность и технико-экономические показатели производственного процесса зависят от его организации во времени. Одним из показателей отражающих рациональность производства является продолжительность производственного цикла.
От продолжительности производственного цикла зависит объем незавершенного производства и полуфабрикатов, стоимость которых включается в оборотные средства. В то же время продолжительность цикла влияет на оборачиваемость оборотных средств: чем короче цикл, тем меньше требуется оборотных средств. При увеличении оборачиваемости оборотных средств увеличиваются объем реализуемой продукции и общая сумма прибыли. Соответственно повышается и рентабельность по отношению к сумме основных фондов и оборотных средств, в чем очень заинтересовано предприятие в целом и его работники. Для ряда отраслей химической промышленности производственный цикл занимает много времени. Например, в анилинокрасочном производстве длительность цикла только производственного процесса для ряда продуктов доходит до 30-40 дней. Время, затраченное непосредственно на технологический процесс (изменение состава или конфигурации предмета труда). Рабочий период производства является наиболее важной составной частью времени производства. Определяется суммой календарного времени, начиная от поступления сырья на завод и кончая реализацией готовой продукции.
| № операции | Норма времени, мин | Календарное время, мин |
| Последовательно движение | ||
| Параллельное движение | ||
| Последовательно-параллельное движение | ||
| Синхронизированное движение |
Сокращение времени производства является одной из серьезных задач создания операционной системы, так как сказывается на оборачиваемости оборотных средств, снижении затрат труда, уменьшении складских площадей, потребности в средствах транспорта. Таким образом, сокращение времени производства является одним из существенных показателей уровня эффективности операционной системы.
Длительность производственного цикла характеризует уровень создаваемой операционной системы. При одном и том же задании, при одних и тех же нормах времени на операцию, меняя только путь и вид движения предмета труда во времени, можно управлять продолжительностью процесса производства. Особенно существенное влияние оказывает организация движения на периодические аппаратурные и машинные процессы. Результат зависит от длительности операции, количества единиц продукции и количества одновременно работающих машин, аппаратов на данной операции.
Количество изделий, одновременно передвигающихся от одной операции к другой, называется передаточной партией.
Существует два основных вида движения предмета труда в процессе производства: последовательное и параллельное. Сочетание этих видов движения называется параллельно-последовательным движением.
Разберем эти виды движения предмета труда на примерах.
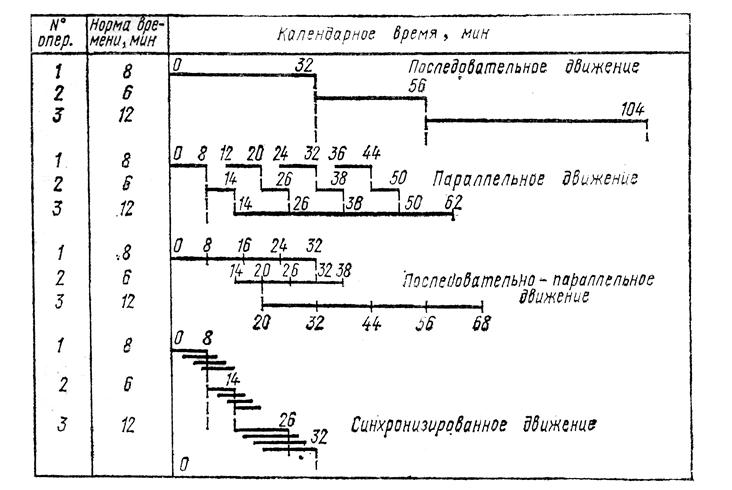
Допусти, что передаточная партия равна 4 штукам, или 4 загрузкам в аппарат, т.е. n = 4. Норма времени 1-й операции t1 = 8 мин; 2-й – t2 = 6 мин и 3-й —t3 = 12 мин.
При последовательном движении межоперационный период сравнительно велик, так как время нахождения между 1-й и 2-й операциями первого изделия (первая загрузка в аппарат) составит (n-1) tl = 3x8 = 24 мин, между 2-й и З-й операциями – 6x3 = 18 мин, после 3-й операции – 36 мин.
Длительность цикла Тц процесса в этом случае является наибольшей и исчисляется по формуле:
Тц = п х  = 32+24+48=104 мин,
= 32+24+48=104 мин,
где : m – количество операций.
При параллельном движении предмет труда немедленно передается с одной операции на другую. Для нашего примера длительность цикла процесса равна 62 мин, вместо 104 мин для последовательного движения. Цикл процесса сокращен на 40%. Отмеченные на графике для параллельного движения паузы (перерывы) в работе на 1-й и 2-й операциях объясняются тем, что продолжительность цикла в основном определяется наиболее продолжительной операцией tmax. Для параллельного вида движения длительность цикла определяется по формуле:
Тц = + (n-l) tmax.
Когда по техническим или экономическим причинам синхронизация всех операций затруднительна, используют параллельно-последовательный вид движения, норма времени которого будет несколько больше, чем при параллельном виде движения, но значительно меньше, чем при последовательном виде движения.
Определив величину сдвига, смещения (С) начала последующей операции по отношению к предыдущей, возможно продолжать работу без пауз и интервалов, т.е. без простоев машин, аппаратов и рабочих.
При параллельно-последовательном виде движения длительность цикла определяется формулой:
Тц = + n tm.
+ n tm.
С2 означает первое смещение (сдвиг) 2-й операции относительно 1-й; соответственно Сз означает смещение 3-й относительно 2-й и т.д.; tm – время обработки единицы изделия (одной загрузки аппарата) на последующей операции.
Если на предшествующей операции обработка единицы изделия потребует меньшего или равного времени по сравнению с последующей, т.е.
tm - 1 < tm, смещение Cm = tm - 1,
когда
tm - l > tm, смещение Cm =n tm-1 - (n-1) tm,
При параллельно-последовательном виде движения увеличивается ожидание между операциями по сравнению с параллельным движением, но оно значительно меньше, чем при последовательном виде движения.
Рассмотрим синхронизированное движение с постоянными ритмом процесса и тактами на отдельных операциях, которое является более эффективным. Из приведенного выше рисунка видно, что при этом виде движения длительность цикла равна 32 мин, т.е. в 2 раза меньше, чем при параллельном виде движения, и более чем в 3 раза короче цикла с последовательным видом движения. Цикл обработки 4 единиц только на 6 мин занимает больше времени, чем цикл обработки 1 единицы (32-26). Для синхронизированного процесса с постоянным ритмом длительность цикла определяется по формуле
Тц = + (n-l) P,
где: Р - величина ритма.
Синхронизация процесса позволяет наладить равномерный выпуск продукции. Равномерный выпуск продукции должен быть не только на отдельной операции, но и на всей стадии, по всему производственному процессу в целом. Повторяемость, охватывающая весь процесс производства продукта или его отдельной стадии, называется ритмом производственного процесса.
Ритм производства рассчитывается из пропорции, которая определяет соотношение между элементами производства:
Е : N = t: Т,
где: Е - количество единиц одноименного оборудования;
N - количество продукции, которое должно быть произведено на данном виде оборудования;
t - время обработки (длительность обработки единицы продукции или одного аппаратооборота);
Т - время работы оборудования в течение года.
Ритм производства определяется отношением (Р = Т / N). Учитывая, что соотношение (t / Е = t) характеризует ритм отдельной операции и называется тактом операции, синхронизация достигается при условии, что ритм процесса (Р) в целом равен или несколько выше ритма (такта) отдельных операций, т.е.
Р ≥ t1, t2, t3, ...., tn
где t1, t2, t3, ...., tn, - длительности тактов 1, 2, 3-й и последующих операций.
Ритм процесса практически определяется по наиболее продолжительной операции. Для каждого изделия или продукта рассчитывается свой частный ритм.
Ритмичность производства требует своевременной и хорошей подготовки производства, четкой организации и нормирования труда, твердой производственной и трудовой дисциплины, оперативного управления производством. Повышение степени ритмичности улучшает все технико- экономические показатели работы предприятия.
– Конец работы –
Эта тема принадлежит разделу:
Назначение курса «Операционный менеджмент»
Сегодня как правило только операций удовлетворяют потребительский спрос клиентов примерно операций направлены на совершенствование... Назначение курса Операционный менеджмент ОМ предназначен для менеджеров... Руководителям знание ОМ необходимы потому что они должны знать то что компании нередко терпят крах вследствие...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Сетевые методы планирования и управления подготовкой производства
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.023 сек.
Новости и инфо для студентов