Рабочие лопатки
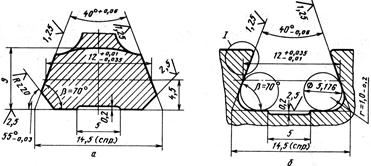
Рис. 2.12. Соединение «ласточкин хвост»
Рис. 2.13. Крепление рабочих лопаток компрессора

Рис. 2.14. Шарнирное крепление лопатки
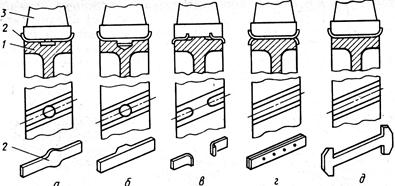

Рис. 2.15. Осевая фиксация рабочих лопаток компрессора

Рис. 2.16. Изготовление ротора по технологии blisk




Рис. 2.17. Лопатки вентилятора






Trent fan blade production. Left: a six-step breakdown of wide-chord fan blade production for the Trent engines using the DB-SPF technique. The fan blades for the Trent engines are manufactured from three sheets of titanium (1). The two outer sheets will form the aerodynamic surfaces of the blade and the thicker root section. The middle, thinner, sheet will form the ‘Warren–Girder’ structure internally, providing the blade stiffness and impact resistance required. Once the pack of three plates has been formed a masking pattern is painted onto the internal faces of the outer plates (2). The plates are then re-stacked, with a small tube attached to the end, welded together around the edge, evacuated and heated above 950 ◦C (3). At this temperature diffusion occurs across the metallic surfaces in intimate contact within the pack and at its edges. Thus, after heat treatment the three plates are now a single unit. The pack is then shaped into its approximate aerofoil morphology (4), before it is inflated (5). To enable inflation the component is re-heated above 900 ◦C and argon gas is injected, at pressure, through the tube. After inflation the aerofoil cross section seen in images 5 and 6 is created. The girder configuration is developed because diffusion bonding is unable to occur across the ‘masked’ regions, and these unbonded areas are expanded during argon injection.
Right: stage 4 being completed. The operators are removing the shaped, diffusion-bonded pack from a furnace at ≈950 ◦C.

GE 90 fan blade. (Museum of Modern Art