рефераты конспекты курсовые дипломные лекции шпоры

Реферат Курсовая Конспект
Дроти для зварювання в захисних газах
Дроти для зварювання в захисних газах - Конспект, раздел Философия, КОНСПЕКТ ЛЕКЦІЙ Технологія зварювання спеціальних сталей плавленням При Виготовленні Конструкцій З Високоміцних Сталей Широко Застосову-Ється Авт...
При виготовленні конструкцій з високоміцних сталей широко застосову-ється автоматичне й механізоване зварювання в захисних газах. У якості захис-ного середовища використовують вуглекислий газ і суміші на основі аргона
При зварюванні у вуглекислому газі застосовують дроти суцільного перетину Св-08Г2С, Св-10ХГ2СМА й Св-08ХН2Г2СМЮ і порошкові дроти
ПП-АН54 і ПП- АН55.
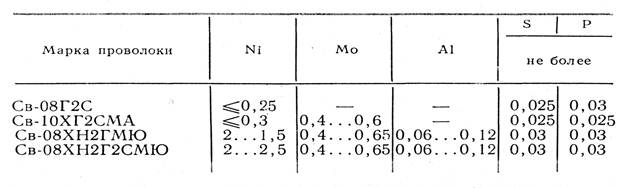
Хімічний склад зварювальних дротів наведений у табл. 6. Дріт
Св-10ХГ2СМА використовують при зварюванні стикових з'єднань товщиною до 30 мм, до яких не пред'являються підвищені вимоги по холодостійкості ме-талу шва.
Таблиця 6. Вміст зварювальних дротів, %
| Марка дроту | С | Si | Мп | Сг |
| Св-08Г2С Св-10ХГ2СМА Св-08ХН2ГМЮ Св-08ХН2Г2СМЮ | 0.05...0.11 0,06...0,12 0.06...О.11 0.06..0,11 | 0,7...0,95 0,6...0,9 0,25...0,55 0.4...07 | 1,5...2,1 1,7...2,1 1...1.4 1,5...1,9 | <0,2 0,8...1,1 0,7...1,1 0,7...1 |
 О.2> 580МПа;
О.2> 580МПа;  в > 680МПа;
в > 680МПа;  5> 18 %; KCU > 25 Дж/см2 при - 60°С. Метал шва, виконаного дротом Св-08ХН2Г2СМЮ, має більш високі значения міцнос-ті й холодостійкості: О.2 > 750 МПа; в > 850 МПа; 5 >15 %; KCU >40 Дж/см2 при - 70° С. При механізованому зварюванні у вуглекислому газі сталей із границею текучості 550...700 МПа найбільш сприятливі механічні властивос-ті металу шва дозволяють одержувати порошкові дроти ПП-АН54 і ПП- АН55. Вони забезпечують досить близький хімічний склад наплавленого металу: <0,1% С; 0,7...1 ,3 % Мn; 0,15.:.0,4 % Sі; 0,4...0,8 % Сг; 1,3...1 ,8 % Nі; 0,3...0,5 % Мо; < 0,03 % S; < 0,03 % Р. Дріт ПП- АН55 призначений для зварювання ста-лей із границею текучості 550...610 МПа, дріт ПП-АН54 забезпечує більш ви-сокий рівень механічних властивостей швів: 0 2 > 630 МПа; в > 750 МПа;
5> 18 %; KCU > 25 Дж/см2 при - 60°С. Метал шва, виконаного дротом Св-08ХН2Г2СМЮ, має більш високі значения міцнос-ті й холодостійкості: О.2 > 750 МПа; в > 850 МПа; 5 >15 %; KCU >40 Дж/см2 при - 70° С. При механізованому зварюванні у вуглекислому газі сталей із границею текучості 550...700 МПа найбільш сприятливі механічні властивос-ті металу шва дозволяють одержувати порошкові дроти ПП-АН54 і ПП- АН55. Вони забезпечують досить близький хімічний склад наплавленого металу: <0,1% С; 0,7...1 ,3 % Мn; 0,15.:.0,4 % Sі; 0,4...0,8 % Сг; 1,3...1 ,8 % Nі; 0,3...0,5 % Мо; < 0,03 % S; < 0,03 % Р. Дріт ПП- АН55 призначений для зварювання ста-лей із границею текучості 550...610 МПа, дріт ПП-АН54 забезпечує більш ви-сокий рівень механічних властивостей швів: 0 2 > 630 МПа; в > 750 МПа;
5 > 19 %; KCU > 60 Дж/см2 при - 60° С.
Зварювання високоміцних сталей з низьколегованими сталями 10Г2С1, 09Г2,14Г2, 10ХСНД, 15ХСНД, а також зі сталлю Ст3 виконують дротом
Св-08Г2С.
В останні роки при зварюванні високоміцних сталей для виготовлення відповідальних виробів, що працюють при низькій температурі, широке засто-сування знаходять захисні суміші на базі аргону.
При зварюванні низьколегованих сталей плавким електродом у чистому аргоні при критичних струмах наступає струминний перенос металу в дузі. При цьому практично відсутнє розбризкування, шви мають гарний зовнішній виг-ляд. Однак через сповільненість металургійних процесів і інших причин при зварюванні із цим газовим захистом шви досить схильні до пороутворенню. Зменшити схильність швів до пороутворенню при зварюванні в інертному газі можна шляхом додавання до нього в невеликих кількостях активних газів. При цьому зберігаються всі переваги зварювання в чистому аргоні. При зварюванні високоміцних сталей залежно від умов і характеру виробництва, оснащення його устаткуванням для зварювання, транспортування, газифікації, зберігання й змішання застосовують наступні суміші газів на базі аргону: 78 % Аг + 22%СО2 і 75 % Аг + 20 % СО2+5%О2.
Процес зварювання електродом, що плавиться, у сумішах газів на основі аргону має ряд особливостей: при досягненні критичного струму перенос металу в дузі переходить у струминний; при збільшенні добавки активного газу до аргону змінюється форма провару: від так званої пилоподібної вона прагне до еліптичного, як при звичайному зварюванні у вуглекислому газі; при зварюванні в сумішах газів на основі аргону через рафінуючу дію суміші шви містять неметалічних включень менше, ніж при зварюванні у вуглекислому газі.
Тому пластичність і особливо ударна в'язкість наплавленого метала при низьких температурах випробувань вище, ніж при зварюванні у вуглекислому газі.
При зварюванні високоміцних сталей у сумішах на базі аргону може бути використаний зварювальний дріт Св-08ХН2ГМЮ. Це дозволяє забезпечити до-сить високі механічні властивості металу шва (табл. 7). Для зварювання куто-вих швів з катетом понад 10 мм можуть бути використані дроти Св-0ХГ2СМА, ПП- АН54, ПП- АН55. Для кутових швів з меншим катетом більш бажаний дріт Св-08Г2С (табл. 8).
Таблиця 8 - Механічні властивості металу кутових швів при зварюванні у захисних газах таврових з'єднань високоміцних сталей
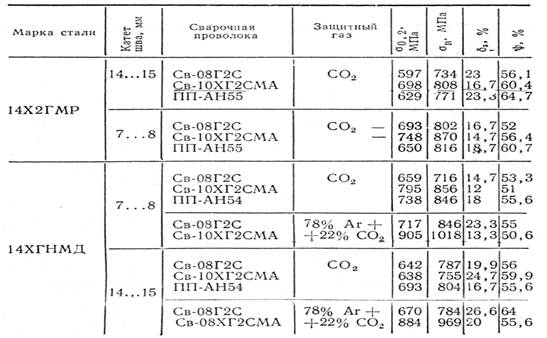
Дріт марки Св-10ХГ2СМА забезпечує міцність металу шва до 680 МПа й ударну в'язкість до 25 Дж/см2 при температурі -60 °С. Метал шва, виконаного дротом марки Св-08ХН2Г2СМЮ, має показники міцності до 850 МПа й KCU до 40 Дж/см2 при температурі -70 °С. Благоприятное сполучення показників механічних властивостей металу швів при зварюванні сталей з міцністю 580 ... 700МПа дозволяють одержувати порошкові дроти із сердечником рутилфлю-оритного типу.
Дроти зазначених марок рекомендуються й для зварювання кутових швів з катетом понад 15 мм. Для кутових швів з меншим катетом у більшості випад-ків використовують дріт марки Св-08Г2С. Цей дріт застосовують також при зварюванні низьковуглецевих бейнітно- мартенситних сталей з низьколегова-ними сталями підвищеної міцності 09Г2, 10Г2С1, 14Г2, 10ХСНД і 15ХСНД.
– Конец работы –
Эта тема принадлежит разделу:
КОНСПЕКТ ЛЕКЦІЙ Технологія зварювання спеціальних сталей плавленням
Кафедра Обладнання та технології зварювального виробництва... КОНСПЕКТ ЛЕКЦІЙ...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Дроти для зварювання в захисних газах
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.016 сек.
Новости и инфо для студентов