Складання - Конспект, раздел Философия, КОНСПЕКТ ЛЕКЦІЙ Технологія зварювання спеціальних сталей плавленням Типи Зварних З'єднань, Їхня Форма Й Розміри Повинні Відповідати Вимо-Гам Гост...
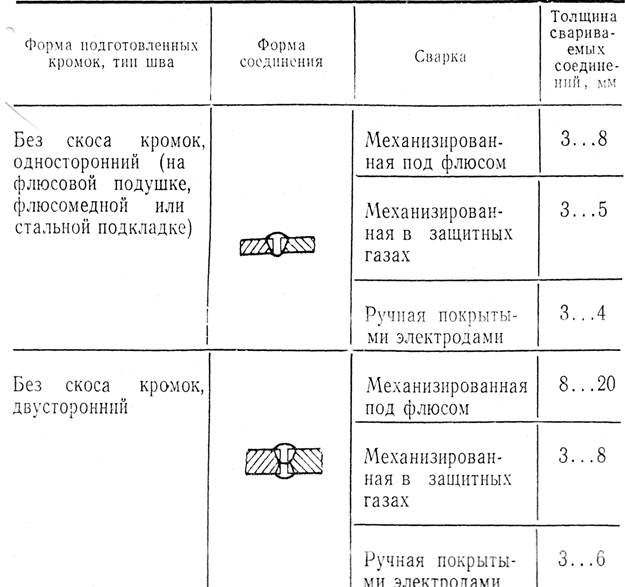
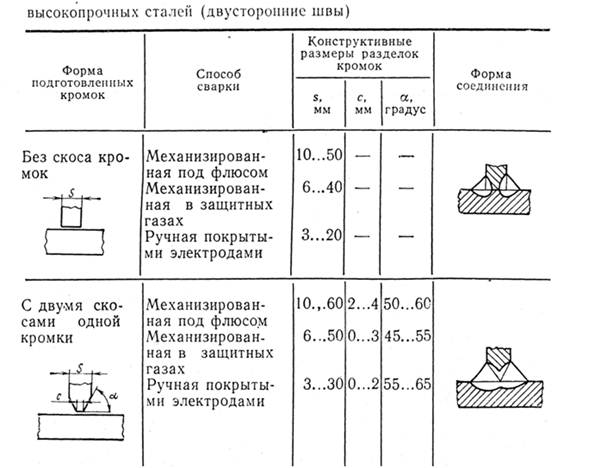
Типи зварних з'єднань, їхня форма й розміри повинні відповідати вимо-гам ГОСТ 5264-80, ГОСТ 8713-79 і ГОСТ 14771-76 (табл. 11).
Місця накладення швів і поверхні стикуємих деталей зачищають до пов-ного видалення іржі, окалини, фарби, масла, вологи й інших забруднень. Зачи-щення проводять на ділянці рівному ширині шва плюс 20 мм у кожну сторону.
При підготовці стикових з'єднань елементів, що відрізняються по товщи-ні, на кромці більш товстого елемента виконують скіс 1:5 для стислих і 1:8 для розтягнутих елементів. Скіс виконують механічним способом або машинним газовим різанням з наступним зачищенням шліфувальною машинкою.
Кутові з'єднання збирають без зазорів. Якщо в з'єднанні при складанні ут-вориться зазор 1...1,5 мм, застосовують різні пристосування, щоб запобігти за-тіканню рідкого металу й шлаків у зазори (флюсові подушки, мідні або флюсо-мідні підкладки, ручну підварку й ін.)
Таблиця11. Основні типи стикових з'єднань высокоміцних сталей
Склад, властивості і особливості легування
Високоміцні низьколеговані конструкційні сталі мають високу міцність, гарну пластичність, достатній опір крихкому руйнуванню і задовільну зварю-ваність. Необхідний комплекс технологічних властивост
Основи зміцнення сталі
Високоміцні низьколеговані сталі, що призначені для зварних конструкт-цій, мають високу міцність, гарну пластичність, достатню опірність крихкому руйнуванню й задовольної зварюваністі.
Щоб
Утворення гарячих тріщин
Основними факторами, що впливають на процес утворення гарячих трі- щин у металі шва, є хімічний склад металу шва, кристалізація, загальна гео-метрія зварного з'єднання й зварювальної ванни, додатко
Холодні тріщини
Холодні тріщини є найнебезпечнішим дефектом зварних з’єднаннь з ви-сокоміцних сталей. Вони утворюються при температурах нижче 300° С у нап-руженому мартенситі. У низьковуглецевих низьколегованих ви
Складання
Типи зварних з'єднань, їхня форма й розміри повинні відповідати вимо-гам ГОСТ 5264-80, ГОСТ 8713-79 і ГОСТ 14771-76 (табл. 11).
Місця накладення швів і поверхні стикуємих деталей зачищають
Технологічні особливості зварювання
Автоматичне, механізоване й ручне зварювання високоміцних сталей виконують на постійному струмі зворотної полярності.
Умови зварювання необхідно вибирати таким чином, щоб попередити по-пад
Технологічні особливості зварювання
Автоматичне, механізоване й ручне зварювання високоміцних сталей виконують на постійному струмі зворотної полярності.
Умови зварювання необхідно вибирати таким чином, щоб попередити по-пад
Ручне дугове зварювання
При зварюванні високоміцних сталей напругу дуги встановлюють у ме-жах 16...30 В в залежності від довжини дуги, типу електрода й джерела струму. Довжину дуги підтримують в інтервалі 0,5...1,2 діамет
Зварювання в захисних газах
Техніка механізованого зварювання у вуглекислому газі стикових і куто-вих швів у нижньому положенні досить подібна з технікою ручного дугового зварювання таких же швів: у нижньому положенні зварюва
Автоматичне зварювання під флюсом
Зварювання під флюсом виконують на постійному струмі зворотної по-лярності. Сила зварювального струму не перевищує 800А, напруга дуги до 40В, швидкість зварювання змінюють у діапазоні 13...30 м/год
Електроди
Ручне зварювання високоміцних низьколегованих сталей виконують еле-ктродами АНП-2, які відповідають типу Е70 і мають фтористо-кальціэве пок-риття. Коефіцієнт наплавлення електродів не менш 9 г / А-
Дроти для зварювання в захисних газах
При виготовленні конструкцій з високоміцних сталей широко застосову-ється автоматичне й механізоване зварювання в захисних газах. У якості захис-ного середовища використовують вуглекислий газ і сум
Флюси й зварювальні дроти
При зварюванні низьколегованих високоміцних сталей широке застосу-вання знаходять низькокремністі окисні флюси АН-17М и АН-43 (ГОСТ 9087-81), хімічний склад яких наведений у табл. 9.
Зберігання й використання зварювальних матеріалів
У зв'язку з негативним впливом водню на утворення тріщин у зварних з'єднаннях високоміцних сталей особливу увагу необхідно приділяти виконан-ню заходів, що обмежують його вміст у наплавленому метал
Хотите получать на электронную почту самые свежие новости?
Подпишитесь на Нашу рассылку
Наша политика приватности обеспечивает 100% безопасность и анонимность Ваших E-Mail







Новости и инфо для студентов