рефераты конспекты курсовые дипломные лекции шпоры

Реферат Курсовая Конспект
Технологічні особливості зварювання
Технологічні особливості зварювання - Конспект, раздел Философия, КОНСПЕКТ ЛЕКЦІЙ Технологія зварювання спеціальних сталей плавленням Автоматичне, Механізоване Й Ручне Зварювання Високоміцних Сталей Виконують На...
Автоматичне, механізоване й ручне зварювання високоміцних сталей виконують на постійному струмі зворотної полярності.
Умови зварювання необхідно вибирати таким чином, щоб попередити по-падання вологи в зону зварювання й надмірно швидке охолодження зварних з'єднань. Досить просто це досягається на промисловому виробництві. Однак значний об’єм зварювальних робіт при виготовленні металоконструкцій з висо-коміцних сталей доводиться виконувати на монтажі як при нормальної, так і при низьких температурах. У цьому випадку доцільно підготувати спеціальні укриття, що дозволяють надійно захищати місця зварювання від опадів і протя-гів. Іноді виготовляють спеціальні тимчасові спорудження, намети. Досвід свід-чить про те, що такі заходи дозволяють істотно підвищити якість зварювальних робіт і скоротити об’єм ремонтно-відновлювальних робіт. При температурі нав-колишнього повітря нижче 0°С необхідний попередній підігрів крмок, що зва-рюються, при 100...120°С для металу товщиною до 30 мм і при 130. .150°С для металу товщиною понад 30 мм.
Протяжні стикові з'єднання металу великої товщини скріплююють (рис. 10) масивними прихватками, що дозволяє розбивати його на рівні ділянки ("блоки").

Рисунок 10 – Виконання прихваток при зварюванні протяжних стикових з'єднань із високоміцних сталей великої товщини
Величину блоків вибирають залежно від товщини металу й довжини сти-ку, застосовуваних способів зварювання, тривалості зварювального процесу й ін. Роботи повинні бути організовані таким чином, щоб повністю закінчити зва-рювання обраної технологічної ділянки протягом зміни або робочого дня. В ок-ремих випадках допускається залишати на кілька годин з'єднання, заварені на 70...75 % розрахункової товщини шва. Не рекомендується починати зварювання з'єднань, які не можуть бути закінчені протягом робочого дня або зміни.
Режим зварювання високоміцних сталей під флюсом, у захисних газах і покритими електродами не повинен виходити за межі рекомендуємих діапазо-нів залежно від товщини металу й температури попереднього підігріву (табл. 15...17 ).
Таблиця 15– Рекомендуемые режимы сварки стыковых соединений без скоса кромок
| Температура подогрева, °С | Qc , кДж/см, при толщине металла, мм (не более) | ||||
Погонну енергію зварювання розраховують по формулі

де QCB - погонна енергія зварювання, кДж/см;
I - зварювальний струм, A; UД - напруга на дузі, В;
VCB - швидкість зварювання, см/с;
 – ефективний КПД.
– ефективний КПД.
Ефективний КПД при розрахунках установлюють відповідно до застосо-вуваних способів зварювання: 0,9 - під флюсом, 0,75 - у вуглекислому газі й 0,65 - покритими електродами.
При обриві дуги необхідно ретельно зачистити кратер від шлаку і тільки після цього знову збуджувати дугу. При зміні електрода й закінченні валика обривати дугу треба після заповнення кратера металом.
Після накладення кожного валика й виконання шва в цілому метал шва й околошовну зону ретельно зачищають від шлаку і бризків металу. Валики ос-таннього шару шва повинні мати плавне сполучення між собою й з поверхнею основного металу.
При двосторонньому зварюванні стикових з'єднань перший шов рекомен-дується накладати з боку, протилежної прихваткам. Якщо за умовами складан-ня й зварювання прихватки необхідно ставити з боку накладення шва, то якісно виконані прихватки не видаляють, а зачищають від шлаку і забруднень, а нея-кісні видаляють. Зварювання необхідно починати й закінчувати на технологіч-них(вивідних) планках, приварених до виробу.
Корінь шва видаляють підрублюванням пневматичним зубилом, фрезеру-ванням або повітряно-дуговою строжкою. Після повітряно-дугової строжки обов’язкове механічне зачищення поверхні до металевого блиску. При воздуш-но- дугової строжки металу товщиною понад 18 мм застосовують попередній підігрів до температури 100° С.
Для запобігання утворення холодних тріщин при зварюванні з’єднань великої товщини й жорсткості необхідно застосовувати попередній підігрів. Як правило, його призначають при зварюванні металу товщиною понад 20 мм. Температура підігріву 60... 100°С. При зварюванні металу товщиною понад 40 мм температура підігріву 100... 150°С. Технологічні ділянки необхідно зварю- вати без перерв, не допускаючи охолодження зварного з'єднання нижче температури попереднього підігріву. У той же час технологічні ділянки залежно від товщини зварювальної сталі, повинні бути досить протяжними, щоб не допускати перегріву зварних з'єднань між окремими проходами вище 200...230°С. При раціональному використанні "авто-підігріву" у випадку багатопроходного зварювання попередній підігрів можна використовувати тільки лише при виконанні перших (кореневих) проходів. Поряд з попереднім досить ефективний післязварювальний підігрів, тобто безпосередньо після закінчення зварювання.
Стійкість зварних з'єднань до утворення холодних тріщин може бути та-кож підвищена застосуванням технології зварювання з "м'якими прошарками". Сутність цього технологічного прийому полягає в тім, що перші шари багато-шарового шва виконують менш міцним і більш пластичним металом у порів-нянні з наступними шарами. В окремих випадках ( жорсткі з'єднання великої товщини) меншміцні пластичні шви в один-два шара накладають у процесі за-повнення оброблення кромок (рис. 11).
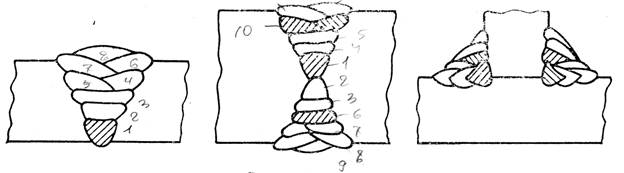
Рисунок 11–- Стикові й таврові з'єднання з "м'якими" (заштриховані шви) прошарками
При автоматичному й механізованому зварюванні під флюсом для вико-нання м'яких шарів можуть бути рекомендовані зварювальні дроти Св-10ГА, Св-08ГС (ГОСТ 2246-70); при зварюванні покритими електродами - електроди УОНІ-13/45 ; при зварюванні у вуглекислому газі - дріт Св-08Г2С. Після за- вершения зварювальних робіт у монтажних умовах зварні з'єднання необхідно вкривати азбестовою тканиною або мішками з піском для забезпечення їхнього уповільненого охолодження.
Поверхня зварних швів повинна бути очищена від шлаку, бризків метала. Зварені з'єднання контролюють відповідно до технічних вимог до зварних кон-струкцій.
– Конец работы –
Эта тема принадлежит разделу:
КОНСПЕКТ ЛЕКЦІЙ Технологія зварювання спеціальних сталей плавленням
Кафедра Обладнання та технології зварювального виробництва... КОНСПЕКТ ЛЕКЦІЙ...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Технологічні особливості зварювання
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.019 сек.
Новости и инфо для студентов