рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Вид работы: Конспекты Лекций
- /
- КОНСПЕКТ ЛЕКЦИЙ По дисциплине ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
Реферат Курсовая Конспект
КОНСПЕКТ ЛЕКЦИЙ По дисциплине ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
КОНСПЕКТ ЛЕКЦИЙ По дисциплине ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ - Конспект Лекций, раздел Философия, Донбасская Государственная Машиностроительная Академия...
ДОНБАССКАЯ ГОСУДАРСТВЕННАЯ МАШИНОСТРОИТЕЛЬНАЯ АКАДЕМИЯ
Кафедра «Технология и оборудование литейного производства»
ГУНЬКО И.И., к.т.н., доц.
КОНСПЕКТ ЛЕКЦИЙ
По дисциплине
«ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ»
ЧАСТЬ 1 - ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ.
Для направления подготовки (специальностей)
6.05.05.02- „Инженерная механика"
БАКАЛАВР
Краматорск, ДГМА, 2012
СОДЕРЖАНИЕ
ЧАСТЬ 1 - 9 триместр
Раздел 1 ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
М 1
1. Тема 1.1 Прессование и прессовые машины
2. Тема 1.2 Встряхивание и встряхивающие машины (Л.Р.2)
3. Тема 1.3 Пескодувный и пескострельный способы уплотнения и машины (Л.Р.3)
4. Тема 1.4 Импульсный способ и импульсные машины
М 1 – кр 1
М 2
5. Тема 1.5 Вакуумнопленочный способ и машины
6. Тема 2.1 Способы уплотнения с использованием специальных смесей (ПСС, ХТС)
7. Тема 2.2. Комплексы подготовки ХТС, ПСС. Комплексы и их основные машины
М 2 – кр 2
ЧАСТЬ 1 - 9 триместр
Раздел 1 ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
М 1
Тема 1.1 Прессование и прессовые машины (4 часа)
АНАЛИЗ РАБОТЫ ПРЕССОВОЙ МАШИНЫ И ПОСТРОЕНИЕ ИНДИКАТОРНОЙ ДИАГРАММЫ ПРЕССОВОГО МЕХАНИЗМА
Сущность процесса уплотнения прессованием
Одним из методов уплотнения литейных форм является прессование. Целью уплотнения является достижение такой плотности, и прочности формовочной смеси, при которой литейная форма не изменяет свои размеры под влиянием статического, динамического и химико-термического воздействия заливаемого в нее металла и обеспечивает получение точной отливки с гладкой поверхностью.
Сущность процесса уплотнения прессования заключается в том, что при достаточно больших нагрузках смесь в замкнутом объеме (опоке) перетекает из полостей более уплотненных в полости менее уплотненные, в результате чего форма равномерно уплотняется, т.к. перетекание заканчивается и уплотнение завершается при достижении в различных полостях формы состояния предельного равновесия. При использовании прессовой машины процесс перетекания смеси продолжается до конца внедрения прессовой колодки в объем наполнительной рамки.
Лабораторная машина МОД 226
. Машина (рисунок 1.1) состоит из прессового цилиндра 1, прессового поршня 2 со столом, устройства 3 для протяжки (извлечения) модели из формы, прессовой колодки 7, закрепленной на поворотной траверсе; к столу машины крепится модельная плита 4, на которую надевается опока 5 и наполнительная рамка 6.
Опока с наполнительной рамкой заполняется формовочной смесью. Над наполнительной рамкой на поворотной траверсе устанавливается прессовая колодка. В прессовый цилиндр подается сжатый воздух под давлением 500-600 кПа (5-6 кгс/см2). Прессовый поршень поднимается вверх, при этом формовочная смесь из наполнительной рамки прессовой колодки перемещается в опоку. После снятия давления прессовый поршень вместе со столом и опокой опускается вниз. Затем с помощью съемного механизма 3 готовая полуформа поднимается вверх. Происходит протяжка модели.
На прессовых машинах подобного типа изготавливают полуформы высотой не более 200 мм, т.к. плотность по высоте опоки не равномерна, наибольшая плотность - под прессовой колодкой, а наименьшая - у плоскости разъема формы.
 |
Рисунок 1.1.- Схема формовочной машины
Основы расчета прессового механизма
Основным фактором уплотняющего воздействия на форму при прессовании является удельное давление прессования P. Исследования, проведенные… где ср - средняя плотность литейной формы, кгс/см3 P - удельное давление прессования кгс/см2,Лекция 2- Построение и анализ индикаторной диаграммы прессового цилиндра
СМ ЛАБ.РАБ. №1
ИССЛЕДОВАНИЕ ВОЗМОЖНОСТИ ИСПОЛЬЗОВАНИЯ НОВОЙ ОСНАСТКИ
ДЛЯ ДВУХСТОРОННЕГО ПРЕССОВАНИЯ
Актуальность проблемы
Стальное и чугунное литье в песчано-глинистые формы является в Украине наиболее распространенным способом литья. Это связано с простотой и… Целью работыявляется определение влияния двухстороннего прессования на… Объект исследования – новая оснастка для выполнения нижнего прессованияТеоретическая часть
Рассмотрим известную теорию поведения смеси при прессовании. На первой стадии прессования под воздействием внешней силы происходит структурное уплотнение дисперсного слоя в результате смещения частиц относительно друг друга и заполнения ими пустот в объеме слоя. На второй стадии прессования после укладки частиц, уплотнение слоя происходит в результате деформации частиц. При повышении нагрузки в точках контакта частиц возникают деформации, распространяющиеся по всему объему формы. Напряжения вначале не превышают предела упругости, а с увеличением усилия, достигают предел текучести. При этом имеет место относительное скольжение частиц друг по другу и по стенке опоки. В этом случае часть энергии прессования расходуется на преодоление внутреннего и внешнего трения. На этой стадии прессования упругопластическая деформация частиц определяет основные энергетические затраты процесса [2]. Следовательно, на второй стадии прессования образуется прочная пористая оболочка. В результате плотность смеси можно определить по известной формуле [4]:
 , (1)
, (1)
где  - предельная плотность сплошного тела, кг/м3;
- предельная плотность сплошного тела, кг/м3;
 - коэффициент прессования;
- коэффициент прессования;
 - коэффициент потери сжимаемости;
- коэффициент потери сжимаемости;
 - начальное значение коэффициента прессования;
- начальное значение коэффициента прессования;
P – давление на смесь, кг/см2.
ИЗМЕНЕНИЕ ОСНАСТКИ
.. 1- основная модельная плита; 2 – модельная …Тема 1.2 Встряхивание и встряхивающие машины (4 часа)
Сущность динамического уплотнения. Классификация встряхивающих цилиндров, их рабочий процесс.
АНАЛИЗ РАБОТЫ ВСТРЯХИВАЮЩЕЙ МАШИНЫ
И ПОСТРОЕНИЕ ИНДИКАТОРНОЙ ДИАГРАММЫ
ВСТРЯХИВАЮЩЕГО МЕХАНИЗМА
Сущность уплотнения встряхиванием
Уплотнение форм встряхиванием происходит под действием сил инерции смеси. Поднимаясь на некоторую высоту (0,05…0,08)м, стол встряхивающей машины вместе с опокой, наполненной смесью, падает, ударяется о корпус цилиндра. При этом кинетическая энергия, сообщенная смеси, переходит в работу уплотнения.
Таким образом, уплотнение идет за счет сил инерции: нижний слой смеси тормозится модельной плитой, а последующие слои продолжают двигаться по инерции, уплотняя друг друга. Кроме того, происходит перетекание слоев из мест более напряженных в места менее напряженные (рыхлые, недоуплотненные)
После некоторого числа (20…60) ударов наступает стабилизация уплотнения, т.е. для каждого варианта, связанного с изменением габаритов опоки, модельной плиты, модели, можно найти и задать такой режим работы (оптимальное число ударов при данной высоте встряхивания), при котором качество уплотнения будет высоким, а расход энергии минимальным.
Лабораторная прессово-встряхивающая формовочная машина
Основные узлы (рисунок 1.2.1): прессовый цилиндр 1, прессовый поршень 2, встряхивающий поршень со столом 3, устройство 4 для извлечения модели из формы, прессовая колодка 8. К столу машины крепится модельная плита 5 с опокой 6 и устанавливается наполнительная рамка 7.
Работа машины
Затем под встряхивающий поршень подается сжатый воздух по каналам «а» и «б», выбирается вредное пространство V0 и встряхивающий поршень начинает… Затем открывается выхлоп «в», поршень падает вниз, закрывается выхлопное… После многократного срабатывания встряхивающего цилиндра, работа его прекращается. Поворачивается траверса с прессовой…Критический анализ конструкций встряхивающе - прессовых формовочных машин
Исторически встряхивающие формовочные машины появились с индустриализацией промышленности в начале 20 века. Известно, что [1] при уплотнении… Верхние слои смеси в опоке при встряхивании уплотняются недостаточно и требуют… Схемы наиболее распространенных моделей прессово–ударных и встряхивающе–прессовых формовочных машин представлены на…Усовершенствование встряхивающих машин
В описанных формовочных агрегатах основными уплотняющими механизмами по-прежнему остаются встряхивающие и прессовые цилиндры, которые должны быть… - встряхивающие механизмы должны быть с амортизацией ударов и использовать во… - прессовые цилиндры должны быть не пневматическими, а гидравлическими.Влияния технологических факторов на конструктивные параметры встряхивающе - прессовых формовочных машин
Критерием оптимальности проектирования встряхивающе - прессовой формовочной машины может являться необходимая производительность машины, прочность… Основой встряхивающе-прессовой машины является механизм для уплотнения… Для построения индикаторных диаграмм прессового и встряхивающего цилиндров необходимо знать конструктивные размеры…Трехпозиционная встряхивающе - прессовая машина
Объектом исследования является трехпозиционная встряхивающе - прессовая машина, представленная на рис.3. Основными механизмами машины являются:… толкатель, многоплунжерная головка, рольганг, подъемный механизм, приводной…Тема 1.3 Пескодувный и пескострельный способы уплотнения и машины (4 часа)
АНАЛИЗ РАБОТЫ СТЕРЖНЕВОЙ МАШИНЫ И ОПРЕДЕЛЕНИЕ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ ПЕСКОСТРЕЛЬНОГО МЕХАНИЗМА
Сущность пескодувного и пескострельного способов уплотнения
При уплотнении смеси пескодувным способом стержневая смесь транспортируется воздухом в стержневой ящик и, заполняя его, уплотняется. Освободившийся воздух удаляется через вентили.
По принципу работы стержневые машины делятся на
- пескодувные, когда стержни изготавливаются при интенсивном смешивании воздуха со смесью,
- пескострельные, когда смесь, предварительно засыпанная в гильзу, выбрасывается в стержневой ящик мгновенно при максимальном давлении воздуха.
Для пескодувно - пескострельного способа уплотнения имеет значение способ вентиляции воздуха через стержневой ящик. Различаются разные типы вентиляции:
- верхняя вентиляция (когда вентиль располагаются по разъему и в верхней части ящика),
- нижняя вентиляция (когда вентили находятся внизу стержневого ящика).
Для равномерного уплотнения совмещается верхняя и нижняя вентиляция.
Тема 1.3 Пескодувный и пескострельный способы уплотнения и машины (4 часа)
Лабораторная пескострельная стержневая машина
 |
Устройство пескострельной стержневой машины показано на схеме (риунок 3.1). Рабочий процесс изготовления стержней на пескодувно-пескострельных машинах состоит в перемещении действием сжатого воздуха стержневой смеси из рабочего резервуара машины в стержневой ящик, в уплотнении этой смеси в ящике и формировании в нем стержня.
1 – прижимной стол; 2 – стержневой ящик; 3 – пескострельная головка с насадкой; 4 – траверса, в которой находится пескострельная головка с клапаном дутья; 5 – шибер; 6 – лоток; 7 – колонна, в которой находиться ресивер; 8 – станина с воздухораспределителем; 9 – пневмоприжимы
Рисунок 1.3.1 Схема общего вида пескострельной машины
Процесс осуществляется следующим образом, (рисунок 3.2). Из бункера 8, размещенного над машиной, стержневая смесь предварительно подается питателем в пескодувный резервуар 3 (в гильзу). Питатель 7 установлен на траверсе на специальной опоре-ресивере и снабжен вибратором, при включении которого смесь поступает в рабочую полость пескодувного резервуара 4. После этого шибер 6, приводимый в движение пневмоцилиндром, перекрывает верхнее впускное отверстие рабочего резервуара, герметизируя его. Рабочий стол машины с установленным на нем стержневым ящиком 2, поднимаясь, прижимает ящик к надувной плите 9. Открывается клапан дутья 5. Сжатый воздух из ресивера устремляется в рабочий резервуар 4 через вертикальные11 н горизонтальные 10 прорези в стенках гильзы 3, вставленной в резервуар (корпус) 4, и воздействует на находящуюся в нем смесь.
Давление в потоках фильтрующегося сквозь смесь воздуха, в разных местах внутри резервуара неодинаково, что приводит к возникновению нестационарного силового поля, обуславливающего истечение смеси из резервуара в ящик через одно или несколько выпускных отверстий в насадке 9 (надувной плите). Истечение начинается в тот момент, когда напряжения в слоях смеси, расположенных у выходного отверстия, становятся больше сил сцепления между частицами.
Процесс формирования стержня можно представить состоящим из двух этапов:
I) заполнение стержневого ящика с предварительным уплотнением смеси за счет кинетической энергии струи и перепада давлений,
2) уплотнение смеси за счет выдавливания прессующего кома из насадки в стержневой ящик, которое происходит под действием разности давления воздуха в рабочем резервуаре и ящике.
На первом этапе пескодувный резервуар по существу играет роль питателя. Смесь поступает в стержневой ящик в виде рыхлой, почти неуплотненной смеси. На втором этапе происходит выдавливание дополнительной порции смеси из выходного отверстия резервуара в предварительно заполненный стержневой ящик. Смесь, поступающая в ящик, принимает форму кома, прессующего как нижележащие, так и боковые слои. Если в резервуаре имеется несколько выходных отверстий, то из каждого выдавливается отдельный прессующий ком, причем, комья, выходящие из близко расположенных отверстий, могут сливаться.
Выбор и расчет основных параметров см. ЛАБ.РАБ. №3
Тема 1.4 Импульсный способ и импульсные машины (6 часа)
АНАЛИЗ РАБОТЫ И ВЫБОР КОНСТРУКТИВНЫХ ПАРАМЕТРОВ ИМПУЛЬСНОЙ ГОЛОВКИ
Сущность импульсного способа уплотнения форм
Импульсный способ уплотнения форм – прогрессивный способ формообразования, обеспечивающий высокую степень и равномерное уплотнение, стабильно повторяющееся по высоте и площади формы.
Импульсный способ формовки основан на кратковременном воздействии (0,01с) воздушной среды на засыпанную в опоку смесь посредством впуска в замкнутую полость над смесью небольшого объема сжатого воздуха, заключенного в ресивере импульсной головки при давлении 5-10 МПа и фильтрации этого воздуха сквозь смесь.
Схема импульсной головки представлена на рисунке 7. На рисунке 8 представлно сечение импульсной головки высокого давления по ресиверу
Работа импульсной головки высокого давления
Общий вид импульсной головки с четырьмя ресиверами дан на рисунке 4.1, схема ресивера представлена на рисунке 4.2. Импульсная головка высокого… Прежде чем импульсная головка начнет уплотнять смесь в форме, необходимо… - собрать оснастку (модельную плиту соединить с опокой и наполнительной рамкой),Работа головки низкого давления
Головка низкого давления (рис.1.4.3) работает следующим образом. В полости а и б подается сжатый воздух. Наступает момент, когда давление в середине диафрагменного клапана (полость б) станет выше чем в полости а (т.к. клапан 3 прижат к седлу 2), тогда перекрыватель 4 выравнивается и объединяются полости а и б. Давление выравнивается резко, что приводит к отслоению диафрагмы от корпуса и открытию выпускных отверстий. Воздух резко устремляется в форму, фильтруется сквозь смесь, увлекая ее в сторону выпускных вент в модельной оснастке. Это приводит к уплотнению смеси в форме. Кроме того, уплотнение происходит за счет сил инерции, когда первый слой смеси, достигший модельной плиты, тормозится, а последующие продолжают двигаться по инерции, уплотняя друг друга. Уплотнение формы можно достичь низким давлением 0,4-0,5 Мпа.
ПОСТРОЕНИЕ ГОЛОВКИ ОПТИМАЛЬНОЙ КОНСТРУКЦИИ см. ЛАБ.РАБ.№4
Импульсные машины высокого давления
5-10 Мпа и низкого - 0,5-1,0 МПа. Краматорскими предприятиями был внесен существенный вклад в дело дальнейшего развития импульсной технологии. Так, в 80-90-е годы Краматорским научно-исследовательским институтом НИИПТМАШ,…Импульсные машины низкого давления
НПО ДОНМЕТ - ИМПУЛЬС (г. Краматорск) перешел от использования воздуха высокого давления (6,0-10,0 МПа) на сетевое давление (0,5-0,6 МПа), для чего была разработана принципиально новая конструкция… Таблица 1.5.1 – Базовые модели для малых опок гаммы импульсных блок линий низкого давления Размер опок, мм …Сводная таблица импульсных машин
. Таблица 1.6. Общие виды машин представлены
 а) Импульсная однопозиционная машина для мелких флор
а) Импульсная однопозиционная машина для мелких флор
|
б) Импульсная двухпозиционная машина для крупных форм | |||
 в)Импульсная машина низкого давления для мелких форм
в)Импульсная машина низкого давления для мелких форм
|
 г) Импульсная карусельная установка
г) Импульсная карусельная установка
|

Все модели машин имеют следующие основные узлы:
- рабочий стол, объединенный вместе с подъемным цилиндром,
- станину, на которой установлены рабочий стол, колонны, траверса,
- транспортеры,
- основной уплотняющий механизм – импульсную головку высокого или низкого давления.
М 2
Тема 1.5 Вакуумнопленочный способ и машины (6 часа)
1.5.1 Принципиальная схема вакуумно-плёночной формовки
Сущность процесса вакуумной формовки заключается в использовании синтетических полимерных пленок и вакуума для получения литейных форм.
Сущность способа и последовательность операций, выполняемых для его реализации, иллюстрируются схемой на рис. 1.1. Модельная плита 1 с закрепленной на ней моделью 2 монтируется на вакуумируемой камере 3, полость которой соединена сквозными каналами с поверхностью плиты и модели (рис. 1.1, а). Синтетическую пленку 4 толщиной 0,05—0,10 мм и площадью поверхности, равной площади модельной плиты в плане, в течение нескольких секунд нагревают электрическим нагревателем 5 до перевода пленки в пластическое состояние (рис. 1.1,б). Пленку накладывают сверху на модель (рис. 1.1, в), а полость камеры 3 подключают к вакуумному насосу, При этом пленка плотно облегает поверхность модельной плиты и модели, точно воспроизведя ее контур.
На модельную плиту устанавливают опоку 6, которая через вытяжную камеру соединена трубопроводом 7 с отверстием с коллектором 8 отсасывающего устройства (рис. 1.1, г). В опоку засыпают сухой мелкозернистый песок (кварцевый, цирконовый и т.д.) с высокой объемной массой без связующего и предварительно уплотняют песок легкой вибрацией (рис. 1.1, д).
Далее отформовывают литниковую чашу, удаляют избыток песка из полуформы, накладывают на ее поверхность синтетическую пленку (без предварительного ее нагревания) и уплотняют формовочный материал подключением опоки к вакуумному насосу (рис. 1.1,е).
Как только полуформа в результате вакуумирования приобретает необходимую прочность, ее снимают с модельной плиты. При этом последнюю отключают от вакуумной системы, что позволяет легко отделить от нее готовую полуформу с синтетической пленкой на ее рабочей поверхности (рис. 1.1, ж).
Вторую полуформу изготовляют аналогично, а затем собирают из них форму. После сборки формы можно выполнять заливку. В процессе сборки формы, заливки металла и затвердевания отливки опоки подключены к вакуумному насосу (рис. 1.1, з). Как только температура отливки достигает значения, необходимого для сохранения ее прочности, насос отключают, а песок, удаляемый из опок, через охладительное и пылеулавливающее устройство поступает в бункер (рис. 1.1,и)[1].
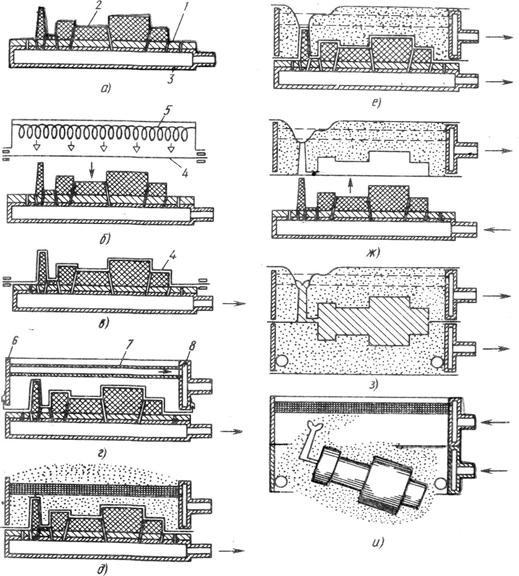
Рисунок 1.1 - Последовательность операций при вакуумной формовке
Оборудование для нанесения герметизирующего покрытия
В первых устройствах, работающих по принципу вакуумирования форм, герметизирующее покрытие (синтетическую пленку) устанавливали на оснастку вручную,… Один из механизмов (Япония) состоит из подъемной траверсы 10 (рис. 1.2) для…Тема 6.1. Способы уплотнения с использованием специальных смесей (ПСС, ХТС)
Влияние технологических факторов формовочных смесей на конструктивные параметры смесеприготовительных лопастных смесителей
Для приготовления холоднотвердеющих смесей наиболее широко применяют лопастные смесители, обеспечивающие достаточно высокое качество перемешивания… Конструкция смесителей состоит из следующих основных частей: основания,… а–вид смесителя лопастного с аэрационной камерой предварительного перемешивания …Критический анализ конструкций лопастных смесителей для приготовления холоднотвердеющих смесей
Для приготовления холоднотвердеющих смесей наиболее широко применяют шнековые смесители, обеспечивающие достаточно высокое качество перемешивания… Конструкция смесителей состоит из следующих основных частей: основания,… Смесительная камера представляет собой желоб, в котором находится шнек, т. е. вал с лопастями, расположенными по…Общие технологические проблемы для различных типов смесей ХТС
Далее рассмотрим ряд общих технологических вопросов, которые возникают при использовании различных типов холоднотвердеющих смесей. 1 Порядок ввода компонентов. Эффективность перемешивания и свойства смесей… При обратном порядке ввода скорость отвердения оказывается более высокой, так как гомогенизация маловязкой жидкости в…Усовершенствование лопастного смесителя
Объект исследования
Исследования проводились в следующей последовательности: 1 Разработка алгоритмической модели объекта исследования - лопастного… 2 Ключевым фактором технологии является прочность смеси на разрыв, значит, необходимо найти ее взаимосвязь с…Смеситель с сектором для исключения возможности образования застоя смеси в камере
Наиболее близким аналогом данного устройства, является смеситель непрерывного действия для приготовления холоднотвердеющих смесей, у которого корпус… В данной части работы поставлена задача усовершенствования смесителя путем… Поставленная задача решена так: в смесителе (рис.10) порог перед выходным отверстием выполняется не сплошным, а…Смесители с предварительной камерой перемешивания сыпучих материалов
1-смесительная камера; 2- пескопровод; 3- разгрузочный патрубок; 4,5- сопла; 6- аэрорешетка; 7- разгрузочное отверстие;Смеситель с аэрационным перемешиванием
3 Пат. 27197 Україна, МПК B22С 5/00. Змішувач для приготування холоднотвердіючих сумішей з аераційною камерою…Новая конструкция дозатора
Для дальнейшего совершенствования конструкции смесителя необходимо создать дозаторы для жидких компонентов, которые изменяли бы дозы активатора и… Выбираем известную конструкцию простейшего поршневого насоса [12]. Он содержит… Для того, чтобы данный насос изменял объем поршневой камеры, вводим следующие изменения (рис. 23). Видоизмененный…Комплекс со смесителями ХТС
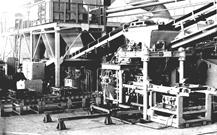
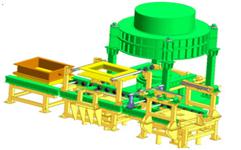
Смесеприготовительный комплекс представляет собой бункерную эстакаду с системой подачи и контроля компонентов смеси. Общий вид комплекса представлен… Комплекс оснащен двумя смесителями непрерывного действия 2, которые…ПЕРЕЧЕНЬ РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Список основной литературы
1 Горский А.И. Расчеты машин и механизмов автоматических линий. М.: Машиностроение, 1980.- 300с. 2 Немировский Э.Г. Автоматические линии литейного производства. Киев-Донецк;… 3 Аксёнов П.Н., Орлов Г.М., Благонравов Б.Н. Машины литейного производства./Атлас конструкций. М.: Машиностроение,…Список статей студентов конструкторской группы кафедры ТОЛП
1 Ровенский С.Г.(ОЛП04-1)Комплекс сухой механической регенерации формовочных песков / И.И.Гунько // Студентський В1стн1к ДДМА, дек.2009
2 Пономарев А.Н.(ОЛП04-1)Исследование использования кремнийорганических покрытий для защиты металлических элементов установок ЭГОЛ от коррозии / И.И. Гунько// Студентський В1стн1к ДДМА, дек.2009
3 Писарев А.В. .(ОЛП04-1).Дробеметная очистка отливок с колесами с магнитными лопастями / И.И. Гунько, С.В.Порохня //Студентський В1стн1к ДДМА, дек.2009
4 Волошинова И.П.(ОЛП04-1).Разработка комплекса с камерой предварительного перемешивания для приготовления песчано-глинистых смесей./ И.И. Гунько, С.В.Порохня //Студентський В1стн1к ДДМА, дек.2009
5 Маркова О.В..(ОЛП04-1).Особенности выбора смесеприготовительного оборудования для холоднотвердеющих смесей./ И.И. Гунько, С.В.Порохня //Студентський В1стн1к ДДМА, дек. 2009
6 Чернышов М.Н..(ОЛП04-1).Комплекс ультразвуковой регенерации отработанных формовочных смесей. / И.И. Гунько, С.В.Порохня //Студентський В1стн1к ДДМА, дек. 2009
7 Логвинов А.А. (ОЛП04-1). Бескатковый смеситель./ И.И. Гунько, С.В.Порохня //Студентський В1стн1к ДДМА, дек.2009
8 Тышечко А.И.(ОЛП 05-1).Разработка методики автоматизированного проектирования лопастных смесителей / И.И.Гунько // Студентський В1стн1к ДДМА, 2010
9 Марценюк Е.В.(ОЛП 05-1).Влияние двухстороннего прессования на степень уплотнения литейной формы. / И.И.Гунько // Студентський В1стн1к ДДМА, 2010
10 Жуков О.А. (ОЛП 05-1).Зачистная головка для реализации шлифования с осевыми колебаниями. / И.И.Гунько // Студентський В1стн1к ДДМА, 2010
11 Краснокутский С.Н. Дробеметная очистка отливок колесами с электромагнитным валом. / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2010
12 Лущик О.В. (ОЛП05-1).Разработка гидромонитора длч качественной очистки литья. / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2010
13 Никулина Е.Ю.(ОЛП 05-1) Использование 3-D-принтера в линии вакуумной формовки для получения металлических моделей. / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2010
14Платонов А.С. (ОЛП 05-1). Использование пескоструйного аппарата для очистки литья во время его выбивки./ И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2010
15 Тихонова Е.И.(ОЛП 05-1).Разработка устройства по проверке влажности песчано-глинистых смесей. / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2010
16Панов И.А.. (ОЛП 06-1).Исследование влияния технических параметров установки электрогидроочистки на очистку литья и разрушение смеси качественной очистки литья. / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2011
16Подберезная В.Ю. (ОЛП 06-1).Исследование зависимости направления воздушного потока на равномерность уплотнения формы. / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2011
17 Довженко К.А. (ОЛП 06-1).Исследование влияния рабочего давления и высоты формы на плотность смеси при импульсном процессе уплотнения с целью усовершенствования импульсных головок. / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2011
18Самарская О.Д.(ОЛП 06-1).Исследование влияния технических параметров обрубного механизма на удаление литниково-питающей системы отливок. / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2011
19Гриненко А.А. (ОЛП 06-1).Исследование влияния технологических факторов фурановых смесей на технические характеристики агрегата для регенерации фурановых смесей / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2011
20Дедух А.А. (ОЛП 06-1).Усовершенствование импульсной формовочной машины с нижней допрессовкой формы / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2011
21Семенова А.С. (ОЛП 06-1).Исследование влияния технических параметров дробестрельного аппарата на очистку литья / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2011
22Пантюшенко А.Ю.. (ОЛП 06-1).Исследование бескаткового смесителя песчано-глинистых смесей с предварительным перемешиванием / И.И.Гунько, С.В.Порохня // Студентський В1стн1к ДДМА, 2011
9.3 Список патентов-2009/2010 конструкторской группы кафедры ТОЛП
1 Пат. 7485 Україна, МПК 7 B01F 7/04. Змішувач безпереревної дії для приготування холоднотвердїючих сумішей / І.І.Гунько, А.В.Дудченко (Україна). - u№ 20041210832; Заявл.27.12.2004; Бюл. №6 від 15.06.2005
2 Пат. 17709 Україна, МПК B01F 15/04. Дозатор для приготування холоднотвердіючих сумішей. / І.І.Гунько, С.В.Порохня, А.С.Жирков. - u№ 2006 03273; Заявл. 27.03.2006; Бюл.№10, від 16.10.2006
3 Пат. 27197 Україна, МПК B22С 5/00. Змішувач для приготування холоднотвердіючих сумішей з аераційною камерою попередього змішування / І.І.Гунько, С.В.Порохня, А.В.Яковлев., А.С.Дмитренко. - u№ 2007 05105; Заявл. 10.05.2007; Опубл. 25.10.2007
4 Пат УКРАИНЫ – U 2009 03 378. Патент на «Корисну модель». Пристрій для контролю міцності пісчано-глинистої суміші на стиснення в процесі ії приготування/ И.И. Гунько, С.В.Порохня, И.П.Волошинова //Бюл. № ,2009,Опубл.02.04.09
5 Пат УКРАИНЫ – U 2009 088 82. Патент на «Корисну модель». Дробемете ний апарат з магнітними лопастями/ И.И. Гунько, С.В.Порохня, А.Н.Писарев //Бюл.№ ,2009,Опубл.25.06.09
6 Пат УКРАИНЫ – U 2009 033 72. Патент на «Корисну модель».Конічна дробарка дрібного дроблення/ И.И. Гунько, С.В.Порохня, С.Г.Ровенский //Бюл. ,2009,Опубл.08.04.09
7 Пат УКРАИНЫ на «Корисну модель» – UА 55 899 U,Дробеметный аппарат с электромагнитным валом / И.И.Гунько., С.В. Порохня, С.Н. . Краснокутский //Бюл.324,,2010
8 Пат УКРАИНЫ на «Корисну модель» – UА 2009 033 U МПК 2011,01,В22Д 2900Оснастка для двухстороннего прессования / И.И.Гунько, С.В. Порохня, Е.В.Марценюк; Опубл. // Бюл. ,2010, Опубл.11.10
9 Пат УКРАИНЫ на «Корисну модель» – UА 2009 033 U МПК 2011,01,В22Д 2900. Гидромонитор пульсирующего действия/ И.И.Гунько., С.В. Порохня, О.В. . Лущик.Опубл. = Бюл. ,2010, Опубл.11.10
10 Пат УКРАИНЫ на «Корисну модель» – UА 55 902 U, МПК (2009), F16S/00 Зачистная головка для реализации шлифования с осевыми колебаниями //И.И.Гунько., С.В. Порохня, О.А. ЖуковБюл. 22,2010 ,
11 Пат УКРАИНЫ на «Корисну модель» – UА 47 209 U, МПК (2009),В22Д 29/01. Дробеметный аппарат магнитными лопатками И.И.Гунько., С.В. Порохня, А.В.ПисаревБюл. 2,2010
– Конец работы –
Используемые теги: Конспект, лекций, дисциплине, Оборудование, литейных, цехов0.091
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: КОНСПЕКТ ЛЕКЦИЙ По дисциплине ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.166 сек.
Новости и инфо для студентов