Виды нагревательных устройств в кузнечно-штамповочном производстве
Подвод тепла к металлу делится на:
1. Подвод из вне. Нагрев обеспечивается лучеиспусканием кладки, конвекцией печных газов и теплопроводностью самого металла. Это происходит в камерных печах с пламенным нагревом, методическим - с зонным нагревом, крупнокамерных с выдвижным подом, шахтных, кольцевых. Тепло получают при сгорании природного газа или мазута. В камерных электрических печах сопротивления (в том числе в карусельных с секционным нагревом) тепло обеспечивают электрические нагреватели. КПД камерных печей 0,25; методических 0,25.
2. Генерацию тепла непосредственно в самой заготовки, т.н. электрический нагрев - тепло генерируется либо пропусканием тока (контактный нагрев), либо возбуждением в заготовке вихревых токов (индукционный нагрев, рис.34).
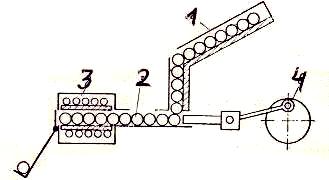
Рис. 34. Индукционный нагреватель: 1-загрузочное устройство, 2-заготовки, 3-индуктор, 4-кривошипный толкатель
Индуктор должен обеспечивать сквозной прогрев заготовки, минимальное значение частоты тока fmin = (5,8·106 / D2заг)·Fц .
Для крупных сечений более 150 мм, f = 50Гц, а для меньших f = 500÷8000Гц.
На величину угара влияет расположение индуктора (если горизонтально, угар < 0,5%).
Ускоренный нагрев в индукторе достигается за счет переменного шага витков (в начале плотно, затем редко).
Возможен нагрев круглых, квадратных и полосовых прутков.
Электроконтактный нагрев. Преимущественно применяется для нагрева заготовок постоянного круглого сечения (под штамповку), Ø 75мм и менее. Скорость нагрева зависит от величины тока и сопротивления заготовки. Для нагрева используют силовой трансформатор: ≈50Гц. Первичная обмотка секционирована для регулирования тока, вторичная обмотка - одновитковая. Напряжение на зажимах заготовки U=2…12В; I=200кА.
Недостаток: Q = 0,24·I2·R∙t; Неравномерное распределение температур по сечению и длине заготовки, однако - высокая скорость нагрева (табл.15).
Таблица 15
Время нагрева заготовок
| Dзаг , мм | τ, с |
Если сравнивать с индукционным нагревом, то контактный более универсальный (табл.16).
Таблица16
Показатели способов электронагрева
| Способ нагрева | Эффективность | КПД | Минимальный расход электроэнергии кВт·ч/т | |
| Затраты на единицу | ||||
| На установку | Энергия на нагрев | |||
| Индукционный | 0,4÷0,65 | |||
| Контактный | 0,45 | 0,8 | 0,6÷0,7 |
Особое место в электронагреве занимает электроместный нагрев в солевых ваннах.