Этапы проектирования и освоения литейной технологии
I. Анализ чертежа литой детали.
Назначение отливки, технические требования, учитываемые при изготовлении и эксплуатации детали. Обеспечение технологичности конструкции отливки, уточнение марки сплава, выбор способа литья, корректировка чертежа детали.
II. Разработка чертежа отливки.
Разработка специального чертежа отливки, на котором изображают литую деталь, с учетом припусков, напусков, уклонов и технологических указаний. Чертеж отливки строится на основании полученных значений допусков, точности размеров и формы, степени короблении, припуска на механическую обработку и расчетных размеров модели, стержня с учетом линейной усадки и знаковых частей.
III. Разработка технологического процесса (ТП)
Технолог выдает технические указания на проектирование и изготовление:
a) Основной литейной оснастки (модель, стержень, литейная форма).
b) Вспомогательной литейной оснастки (опока, подмодельная плита, шаблон, стержневой каркас).
c) Расчет литниково-питающей системы.
d) Назначение режимов и выбор оборудования пооперационно.
e) Выбор средств контроля и испытаний.
Сказанной выше можно изобразить в виде структурной схемы (рис.43)
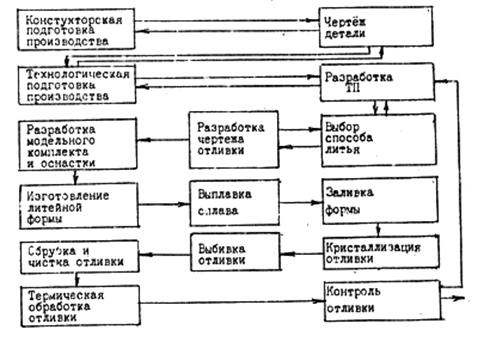
Рис.43. Структурная схема производства отливок
Начало разработки ТП
Выбор положения отливки в форме заливки с учетом факторов:
1. Кратчайшего пути прохождения металла.
2. Возможности направленного удаления воздуха и газов из формы.
3. Минимального количества стержней.
4. Расположения в одной полуформе поверхности отливки, которая является механической базой.
Предпочтительные разъемы – горизонтальные (с расположенными в одной нижней части полуформы). Поверхности цилиндрической формы должны располагаться вертикально, (чашеобразной формы – днищем верх).
Поверхность разъема должна обеспечивать удобство уплотнения формы и ее сборки.