Характеристика основних систем трудового навчання.
У дидактиці трудового і виробничого навчання розрізняють предметну, операційну, операційно-предметну, моторно-тренувальну (система ЦІП), операційно-комплексну, проблемно-аналітичну системи та їх різновиди (предметно-операційну, операційно-поточну, конструкторсько-технологічну та ін.). Кожній системі навчання притаманні свої виробничі, педагогічні, психологічні та фізіологічні особливості формування навичок і вмінь в учнів в окремі періоди навчання. Розглянемо детальніше найважливіші з них.
Предметна система виробничого навчання Вона виникла в період ремісничого виробництва і відповідала рівню розвитку його техніки, будувалась за видами продукції, яка вироблялась. Учень виготовляв у процесі навчання ті ж вироби, які виготовляв робітник-інструктор. Ця система відображала індивідуальну форму виробничого навчання.
Найвідомішою з предметних є шведська система, яку розробив Отто Саломон. Вона передбачала виготовлення колекції предметів Ї 88, предмети при цьому чітко визначені і учні оволодівали прийомами і операціями виготовлення цих конкретних виробів. Була розповсюджена в період розвитку ремісництва, а також на ранніх стадіях промислового виробництва, коли техніка та технології не були уніфікованими. (Приклад: зброяр – коваль, але не міг виготовити чавунок або інший виріб).
Програмою навчання був перелік виробів. Зміст навчання залежав від умов, що склалися, а часом і від традицій виробництва, характерних для тієї чи іншої місцевості. Термін навчання був доволі тривалий. У зв’язку з цим предметна система навчання приводила до технічної та технологічної обмеженості спеціаліста. Перевага її у тому, що опановуючи вміння та навички стосовно виготовлення обмеженого кола предметів, учень досягав високої майстерності.
Надалі формування професійної майстерності учнів проводилось вже у ремісничих училищах за тією ж предметною системою, але на певній групі найхарактерніших виробів. При цьому навчання починалось із виготовлення простих виробів і завершувалось виготовленням складніших. Перероблена таким чином предметна система навчання відкривала шлях для раннього залучення учнів до продуктивної праці, з першого дня занять знайомила їх з технологічним процесом виготовлення виробів. Крім того, ця система створювала у них певний інтерес, тому що вони бачили результати своєї праці. Однак ця система навчання не передбачала опанування операцій у послідовності, яка відповідає ускладненню цих операцій.
Застосовуючи предметну систему виробничого навчання дуже важко на практиці відібрати вироби зростаючої складності, щоб учні оволоділи необхідними навичками та вміннями у короткі терміни, і створити довершену та педагогічно обґрунтовану систему вправ. Адже учень практично виконував технологічні операції триваліший час (стільки, скільки необхідно для виготовлення виробу), а не стільки, щоб набути необхідних навичок та вмінь. Інші ж операції він виконував не у встановленій послідовності, оскільки переключався на виконання наступних операцій, і тому не закріплював набуті раніше навички.
Таким чином, з одних операцій учні закріпляли набуті навички та вміння, а з інших елементів трудового процесу отримували неповні навички та вміння. Переходячи від виконання одного завдання до іншого, вони також одні елементи трудового процесу опановували ґрунтовно, оскільки раніше їх вивчали, а інші Ї поверхово. Застосування предметної системи виробничого навчання не надавало можливості раціонально вибудовувати технологічні процеси та опановувати різноманітні пристрої.
Головним недоліком предметної системи виробничого навчання було те, що спеціальні вправи з відпрацювання прийомів і операцій не проводились, тому учні опановували помилкові дії і їх доводилось перенавчати. Навички та вміння, яких вони набували, не були гнучкими.
В даний час за такою (вдосконаленою) системою проводиться підготовка висококваліфікованих робітників кожного індивідуально.
У трудовому навчанні вона застосовується і дотепер у тих випадках, коли необхідно навчити школярів виготовляти чітко визначені за номенклатурою, але широко розповсюджені на практиці вироби (дерев’яний козуб, гербарій тощо).
Операційна система виробничого навчання. Вона виникла в період мануфактурного виробництва як наслідок розвитку машинної техніки. Зміна змісту та характеру праці робітників викликала необхідність озброєння їх в першу чергу прийомами праці, які найчастіше використовуються під час обробки найрозповсюдженіших виробів. В основі цієї системи навчання лежало послідовне засвоєння учнями окремих операцій, які ускладнюються. Учні спочатку виконували операції з виготовлення будь-якого виробу, у них формувались початкові навички та вміння, а потім вони вже самостійно виготовляли найпростіші вироби. З переходом до цієї системи процес навчання прискорився, учні стали готуватись до виконання всіх робіт з професії, яку вони вивчали, а не лише до виготовлення окремих виробів. Користь від заміни предметної системи навчання операційної була очевидною. Адже, чим глибшим є поділ технічного процесу на операції, тим простішим є їх виконання, тим вищою є продуктивність праці.
Російський інженер Д.К. Совєткін разом з В.П. Марковим, працюючи у Московському вищому технічному училищі, здійснили у 1868 році науковий аналіз змісту праці робітників ряду професій (токар, слюсар, столяр) та зробив поелементне розчленування змісту праці на складові частини Ї трудові прийоми, котрі входять до складу трудової діяльності при виготовленні виробів. При цьому ці складові частини розглядались з точки зору їх важливості та складності вивчення, що дало можливість відібрати трудові прийоми та розробити систему вправ у певній послідовності. Тепер вже в процесі навчання виготовлявся не закінчений виріб, а лише його частина, тобто здійснювалось послідовне вивчення трудових прийомів та операцій, з яких складається будь-яка робота. Тобто, ця система передбачала 2 фази навчання: оволодіння основними операціями в процесі виготовлення навчальних об’єктів (тренування); використання отриманих навичок під час виготовлення товарної продукції. Для першої фази навчання добирались спеціальні навчальні об’єкти, під час виготовлення кожного з яких передбачалось почергове виконання чітко визначених технологічних операцій. Їх послідовність встановлювалась в залежності від складності виробу та існуючих у виробництві переходів від операції до операції. Під час другої фази навчання прийоми і навички виконання робіт вдосконалювались безпосередньо в процесі засвоєння вмінь та навичок.
Розроблені Д.К. Совєткіним навчальні програми виробничого навчання з операційної системи привернули увагу діячів профтехосвіти у Європі, а після Філадельфійської всесвітньої виставки у 1876 р. також і у США. В країнах Європи та у США операційна система в дещо удосконаленому вигляді стала використовуватися під назвою „російської” системи виробничого навчання і започаткувала наукову розробку інших систем навчання. Головна її перевага Ї послідовне озброєння учнів навичками та вміннями виконання основних елементів трудового процесу, які входять в коло професійної діяльності професії, якої набувають, на першому етапі у навчальних майстернях, а на другому Ї в цехах промислового підприємства. Недоліком цієї системи є те, що процес навчання розглядався як просте поєднання окремих операцій.
Ізольоване навчання окремим операціям не сприяло формуванню міцних та стійких навичок і вмінь, тому що учні забували їх під час переходу до виготовлення виробів, тобто існував часовий та змістовий розрив між тими операціями, які мають виконуватись під час виготовлення товарної продукції. До того ж, вони не бачили результатів своєї праці у готовому виробі, бо в процесі навчання створювались значні перерви між вивченими елементами трудового процесу та подальшим їх використанням, що значно знижувало інтерес до навчання. Крім того, оволодіння окремими трудовими прийомами протягом тривалого часу ускладнювало забезпеченість заготовками та зберіганням незавершеної продукції. Виробничий цикл із виготовлення виробів затягувався. Сьогодні у початковому вигляді не використовується..
У трудовому навчанні використовувати доцільно тоді, коли потрібно підвищити рівень підготовки школярів у заданій сфері діяльності. Наприклад, перед виконанням виробничих робіт на замовлення підприємств або перед допуском до керування складною технікою (токарно-гвинторізний верстат, автомобіль, трактор тощо).
Операційно-поточна система трудового навчання. Поточна система Ї сама передова з усіх сучасних форм організації виробництва Ї викликала до життя і свою систему виробничого навчання Ї операційно-поточну. За цією системою навчання працюючий виконує одну операцію та передає оброблену ним деталь за постійним маршрутом на наступне робоче місце; деталь проходить стільки робочих місць, на скільки операцій розчленовано технологічний процес. Учень взнає не лише прийоми виконання операцій, але й місце кожної з них у технологічному процесі. Така система виробничого навчання дозволяє учневі оволодіти сучасними способами виконання операцій та перейти до багатоверстатної роботи у високомеханізованому виробництві.
На жаль, операційно-поточній системі виробничого навчання притаманні основні недоліки її попередниці Ї операційної системи.
Операційно-предметна система. В період бурхливого розвитку промисловості, залізничного транспорту, зростання торгівлі в Росії створились умови, котрі викликали необхідність створення системи професійної освіти, яка б дозволила задовольнити потреби у спеціалістах різноманітної кваліфікації та рівня підготовки. Зусиллями буржуазної інтелігенції створювалась нова концепція професійно-технічної освіти з наголосом на прогресивні педагогічні ідеї того часу. Враховуючи вимоги економічного розвитку країни та спираючись на запропоновані підходи царський уряд у 1888 році прийняв закон „Основні положення про промислові училища”, який визначив діяльність професійно-технічних навчальних закладів до жовтня 1917 року. Це дозволило організувати спеціальні дослідження в галузі дидактики та методики професійної освіти, без розробки котрих ці навчальні заклади не мали б змоги ефективно здійснювати свою роботу.
Значний внесок у розробку загальних питань професійної освіти, змісту і методики виробничого навчання зробив інженер-педагог С.А. Володимирський, який закінчив Московське вище технічне училище і тривалий період працював у Росії та США в училищах, які готували робітничі кадри. Йому належить думка про цілісну систему підготовки робітників будь-якої кваліфікації. Провідне місце у цій системі він відводив загальнотехнічній та технологічній підготовці на базі загальноосвітньої. При цьому основними дисциплінами виступали механіка і технологія, вивчення яких ґрунтувалось на фізиці та кресленні. Увесь процес навчання ремеслам стосовно машинобудування він пропонував будувати у відповідності до практичного розвитку технології машинобудування. Для цього він в кінці ХІХ початку ХХ століття розробив операційно-предметну систему виробничого навчання, яка мала у собі все найкраще операційної системи. Вона передбачала формування навичок на основі виготовлення типових для певної професії виробів, попередньо опанувавши низку початкових операцій. У своїх роботах він також виклав загальні принципи навчання спеціальності слюсаря та впровадив їх у роботу технічних училищ.
Запропонована С.А. Володимирським система мала два періоди навчання: 1) операційний (за часом біля 25 %) і 2) предметний (приблизно 75%). В процесі навчання учні засвоювали виготовлення 33 виробів, об’єднаних в 4 групи (якщо зменшується, то за рахунок всіх груп). На першому періоді не вимагається точність виконання операцій, а в кінці Ї складні виробничі об’єкти. Опанування трудових прийомів та операцій здійснюється в процесі виготовлення комплексу виробничо значимих об’єктів. Під час навчання за цією системою учень бачив реальні, практично значимі результати своєї праці і, природньо, ще старанніше та ретельніше навчався.
Недоліки: ізольованість оволодіння окремими операціями, часовий розрив між процесом формування та процесом закріплення вмінь і навичок; формування будь-яких вмінь та навичок в процесі виготовлення лише одного виду виробів за чітко заданою технологією приводить до того, що подібну роботу учні не можуть виконувати, якщо виникає необхідність виготовити інший виріб. У виробничому навчанні використовується обмежено.
В той же час майстер технічної школи балтійського кораблебудівельного заводу П.І. Устинов запропонував аналогічну систему навчання, суть якої полягала у наступному: учні попередньо вивчали основні трудові прийоми і операції слюсарної, ковальської та складально-монтажної справи, а згодом переходили до виготовлення інструментів, деталей машин, верстатів та корабельних механізмів. Вказані роботи також проводились у порядку зростаючої складності. Однак і цій системі навчання були притаманні недоліки, тому що процес виготовлення виробів практично здійснювався за шаблоном, і при будь-якій незначній зміні у технологічному процесі учні відчували труднощі під час виконання роботи. Це пояснювалось тим, що учні не вправлялись у виконанні окремих навичок , тому й не могли виконувати операції на належному рівні.
У трудовому навчанні вона використовується значно ширше, тому що в неї інша мета Ї засвоєння початкових навичок в межах політехнічної підготовки Ї особливо у І-ІV та V-ІХ класах. Під час виготовлення конкретних суспільно значимих виробів учні основної школи оволодівають вміннями і навичками виконання основних найросповсюдженіших операцій ручної та механізованої праці. Приклади видів об’єктів праці, під час виготовлення котрих учні зможуть навчитися виконувати ці операції, наведені у програмах з кожної теми.
Моторно-тренувальна система (система ЦІП).
у період індустріалізації країни (20-ті роки ХХ ст.) особливо гостро стало питання підготовки робітничих кадрів на основі наукової організації праці. Необхідно було підіймати країну на нову справу. Неоціненний внесок у вирішення цього завдання зробив Олексій Капітонович Гастєв Ї революціонер, поет, суспільний діяч, один із основоположників вітчизняної кібернетики, визначний вчений у галузі раціоналізації та наукової організації праці. Він вважав, що здійснювати це можна через культурну, добре організовану працю. Конкретним технологічним рішенням цього завдання слугувала розроблена О. К. Гастєвим методика, яка носила назву ципівської (ЦІП Ї Центральний інститут праці). Вона ґрунтувалась на трьох принципах: раціональності, масовості, швидкоплинності. Методика ЦІП передбачала розчленування кожного виду трудової діяльності на елементарні операції, прийоми та рухи з наступним їх відпрацюванням до автоматизму, з використанням аналізу рухових навичок, письмових інструкцій і тренажерів. Навчання відбувається в процесі багаторазових тренувань спочатку на точність, потім на швидкість. При цьому використовувались спеціальні апарати та вправи, які імітували справжні трудові процеси. Навантаження зростали поступово і навчання завершувалось виконанням чітко визначеної виробничої роботи. Перевага цієї системи виробничого навчання полягала у наступному Ї будучи заснованою на глибокому вивченні змісту робіт з кожної професії і на науковому аналізі побудови трудових процесів, вона створювала в учнів міцні автоматизовані навички під час виконання елементів трудових процесів.
Бачення у ципівській методиці лише вузької професіоналізації з підготовки робітників є не зовсім правильним, хоча й важливим. О.К. Гастєв дивився на справу підготовки робітників набагато ширше. Створена ним система мала на меті формування зразків культури праці, що передбачало нове мислення, інше ставлення до нового у виробництві та виробничих відносинах, інше виховання людини, культурне (шанобливе) ставлення до результатів своєї праці. До цього широкого поняття О.К. Гастєв йшов через технології, засновані на останніх досягненнях фізіології, психології, архітектоніки, філософії та соціології праці. Він намагався на молекулярному рівні зрозуміти трудовий акт людини, знайти первинні зерна, з яких зростає могутнє дерево людської праці. І, ґрунтуючись на розумовій діяльності, сконструювати працю майбутнього.
Ключове поняття системи ЦІП Ї установка. Перш за все це загальна фізіологічна готовність організму до виконання того чи іншого виробничого завдання. Ця готовність виробляється в процесі тренування як „біологічна установка” людського організму, яка допомагає йому пристосуватися (приноровитися) до машини. Використання системи спеціальних вправ дозволяє виробити певний рижим роботи серця, легень, кров’яного тиску, всієї сфери обміну, стан нервової системи та ін. Установка Ї це також і психологічне налаштування людини на роботу. Для того, щоб максимально точно „установити” людину на роботу та усунути помилки, інструктор ЦІП використовував спеціальні імітаційно-інженерні механізми. О.К. Гастєв вважав, що машина не просто вчить, а й виховує людину, формує її, розвиває на біологічному рівні її раціональні начала, увагу, реакцію, точність. Так формується професійна майстерність, яка є шляхом до внутрішньої свободи. Він писав, що „робітничі маси своїм прагненням до високої кваліфікації повідомляють собі настрій, який не буде вимагати системи підглядання та слідкування”. Сьогодні це звучить досить актуально і концепція О.К. Гастєва є набагато багатішою наших уявлень про працю. Хоча в ті роки його ідеї видавались дуже однозначними та вузькими.
Отримані наукові результати ЦІПу дозволили створити сотні методик та надали можливість перейти до масової підготовки робітничих кадрів на базі створеного при інституті акціонерного товариства „Установка” на госпдоговірній основі. За роки першої п’ятирічки в СРСР було підготовлено півтора мільйони робітників за 200 професіями. Рівень кваліфікації випускників ЦІПу був дуже високим. Про це говорить те, що в роки безробіття в черзі на біржі праці вони складали лише 3%. Саме з випускників ЦІПу в країні почалось масове ударництво без показухи та формалізму, в яке воно переросло згодом. Схоже, що О.К. Гастєву вдалося вирішити своє завдання: зробити працю самореалізацією, радістю, не вимотуючою, не важкою Ї а саме культурною працею. Все це не дозволило реалізувати його систему до кінця Ї інститут був закритий, а сам він був репресований. Адже ідейна установка його творчості була діаметрально протилежна сталінській системі. Він не захотів бути виконавцем з функцією ґвинтика або механізму всередині великої машини. І тепер нам необхідно почути та реалізувати його ідеї у контексті сьогодення. Це дозволить гуманізувати суспільство і, відповідно, виробництво, школу, думки та підняти продуктивність праці і культуру робітника на вищий щабель. Для цього слід впровадити у виробництво наукові центри, дослідницькі інститути та лабораторії, котрі б займалися розробкою нових методів підготовки робітників, наукової організації праці, професійного відбору на робітничі професії тощо, що забезпечить формування творчих культурних робітників.
Основними недоліками цієї системи вважали: регламентація діяльності вчителя та учня, що стримує їх ініціативу; учень відірваний від реальних виробничих об’єктів праці, все це зменшувало інтерес до навчального процесу і привело до недостатньої ефективності виробничого навчання.
У трудовому навчанні може використовуватись для відпрацювання окремих дій під час формування складних навичок ручної праці із застосуванням пристосувань (обпилювання, стругання, поздовжнє пиляння тощо), також використовується при підготовці робітників, де потрібно виконувати автоматично дії з управління машин.
Операційно-комплексна система виробничого навчання. Передові педагоги прагнули розробити таку систему виробничого навчання, яка б відповідала розвитку техніки і раціоналізації організації виробництва. В середині 30-х років у мережі шкіл ФЗУ була створена операційно-комплексна система виробничого навчання, в основу якої було покладено почергове оволодіння учнями основними прийомами виконання операцій та комплексних робіт, що поступово ускладнюються.
Перша комплексна робота виконувалась вже після вивчення трьох-чотирьох операцій. Потім учні опановували складніші і важчі операції, котрі закріплялись під час виконання наступних комплексних робіт, які включали вивчені раніше операції. Таким чином учні поступово оволодівали всіма прийомами і способами виконання робіт у тих поєднаннях, які можуть трапитися робітнику на виробництві. Учні оволодівали виробничими операціями у концентричній послідовності.
Теперішні програми навчання токарів, слюсарів, столярів та ін. розроблені на основі операційно-комплексної системи виробничого навчання. Комплекс операцій Ї це сукупність необхідних для виконання завдання операцій, які використовуються в процесі виробничого навчання. Як відомо, під час навчання токаря перший комплекс трудових операцій включає обробку зовнішніх циліндричних поверхонь, підрізання торців та виступів, виточування канавок і відрізання. Другий комплекс поряд з перерахованими включає свердління, розсвердлювання, зенкерування, розточування, розгортання циліндричних отворів тощо.
Добираючи навчальні роботи з метою навчання дуже важливо досягти, щоб одні й ті ж операції комплексу повторювались у технологічних процесах обробки різноманітних виробів.
Комплекс або декілька комплексів операцій, які використовуються для ведення відокремленої частини технологічного процесу, складає вид роботи (наприклад, слюсарна робота), яка виконується у виробничих умовах. Вид роботи характеризується однорідністю трудових дій. Виконання певних видів робіт в процесі навчання в той же час характеризує якість оволодіння загальнотрудовими навичками та вміннями.
Однак операційно-комплексну систему виробничого навчання, не дивлячись на деякі її переваги, не можна рахувати досконалою та універсальною. Вона багато в чому відображає вже пройдений етап розвитку техніки, тому що розрахована на навчання робітників переважно ручним та машинно-ручним професіям безпосередньо в навчальних умовах. У підготовчий період виникають труднощі із залучення учнів до виробництва корисної продукції.
Система недостатньо сприяє розвитку таких важливих компонентів трудової діяльності, як планування і організація праці, облік та контроль роботи; гальмує у деяких випадках розвиток і вдосконалення трудових прийомів, тому що у вправах (під час виконання ряду технологічних операцій) вони у чистому вигляді не трапляються. Наприклад, при виконанні токарних робіт ніколи не зустрічається лише одне свердління, з ним майже завжди пов’язані центрування, обточування, підрізання торців та інші операції.
Ця система не сприяє економії часу, який витрачається зачасти на монотонні вправи в окремих, ізольованих одна від одної операціях, та застосовується в умовах, коли операції, що вивчаються та їх комплекси органічно не пов’язані між собою, в зв’язку з чим у навчальній роботі не забезпечується необхідна повторюваність трудових прийомів та операцій. Система віддаляє на невизначений термін безпосереднє залучення учнів до продуктивної праці в умовах підприємства. Навчання поводиться у навчальних майстернях, як правило, не за технологією заводу, на застарілому обладнанні, яке не забезпечує ні потрібної швидкості, ні достатньої точності обробки, а продукція, яка виготовляється, зачасти є примітивною та обмеженою.
Операційно-комплексна система навчання не враховує також послідовного та глибокого опанування учнями інтелектуальних і сенсорних функцій, формування котрих є невід’ємною частиною більшості нових професій.
В сучасних умовах основне значення для формування загальнотрудових навичок та вмінь має виконання типових для певного профілю підготовки робіт, і тому важливо якомога раніше перейти від операції до трудових процесів. А для цього необхідно, щоб система трудового чи виробничого навчання будувалась на ретельному аналізі трудових процесів.
Слід встановити такий порядок, при якому вчителі чи майстри самостійно здійснювали б вибір тієї чи іншої системи навчання для машинно-ручних робіт в залежності від періоду виробничого навчання: підготовчого, оволодіння загальнотрудовими вміннями або контрольно-заключного.
Зараз за операційно-комлексною системою здійснюється трудове профільне чи початкове професійне навчання учнів старших класів за певними профілями (слюсар, столяр, токар, швачка тощо).
Проблемно-аналітична система виробничого навчання. Автоматизація виробництва призводить до виникнення нових професій, праця котрих набуває більш вираженого інтелектуального характеру. До числа таких професій належить професія налагоджувальника, у якій розумова діяльність переважає фізичну. Загальновизнано, що керування складним обладнанням, а тим більше його налаштування вимагають особливо кваліфікованої праці. Звідси і витікає необхідність у нових системах навчання. Нажаль, цю необхідність усвідомили ще далеко не всі.
Сучасне виробництво вимагає іншого підходу до систем виробничого навчання. Значна частина робітників зайнята тепер спостереженням за ходом технологічного процесу, регулюванням роботи агрегатів, машин та приладів, ремонтом обладнання. Це – налагоджувальники, регулювальники, оператори, ремонтні робітники відповідних спеціальностей, кількість та значення яких зростає все більше в міру впровадження нових технологій виробництва. Такий робітник найчастіше обслуговує групу робочих місць або виробничу ділянку. Його праця має універсальний характер і вимагає не лише великого практичного досвіду, значної кількості ручних навичок, але й серйозних технічних знань. Робітник з обслуговування апаратурних процесів повинен вміти налагоджувати апаратуру на певний режим, керувати прихованими від безпосереднього спостереження процесами, які проходять у апаратах та установках.
Спостерігаючи за роботою апаратів та установок, які він обслуговує, робітник подумки уявляє собі умови, за яких проходить технологічний процес, і має бути готовим швидко визначити та усунути відхилення від оптимальних режимів. Зрозуміло, що такому робітнику необхідно вміти аналізувати технологічний процес, володіти глибокими загальнотехнічними та спеціальними знаннями. У професійній діяльності цих робітників на перший план висуваються не виконавські функції, а інтелектуальна праця.
Таким чином, від робітника механізованої праці вимагається гарне знання суті технологічних процесів, будови машин і механізмів, які він обслуговує, оволодіння найраціональнішими способами керування ними та налагодження на певний режим роботи.
Ще більші вимоги висуваються до робітника автоматизованого виробництва. Такий робітник повинен знати будову та принцип дії цілої системи машин і механізмів, верстатів і пристосувань, вміти „диригувати” технологічним процесом, розумітись на питаннях автоматичного регулювання, гідравліки та пневматики, у теорії роботи металорізальних верстатів і електронного обладнання, мати уявлення про статистичні методи управління якістю виготовлення виробів. Праця налагоджувальника вимагає вміння вільно оперувати технічними знаннями, використовувати їх у виробничій діяльності, швидко орієнтуватися у будь-якій ситуації, оцінювати її самостійно, виявляти причини, які викликають відхилення від нормального ходу процесу та знижують якість виробів.
Робітник, зайнятий настільки складною інтелектуальною діяльністю, повинен бути озброєний знаннями, вміннями та досвідом виробництва, котрі дозволили б йому успішно виконувати професійні обов’язки. У діяльності робітників багатьох сучасних професій і спеціальностей провідне місце займають функції розрахунку, а також функції спостереження і контролю, аналізу та усвідомлення технологічних процесів, оцінка обстановки і вибір рішень про зміну режиму протікання фізико-хімічних і механічних процесів чи роботи обладнання. Зрозуміло, що в основу навчання новим перспективним професіям має бути покладена нова система виробничого чи трудового навчання. Ця система повинна враховувати особливості роботи на сучасному підприємстві, спиратись на аналіз функцій, які визначають зміст професійної діяльності робітника, забезпечувати системність і послідовність виконання завдань зростаючої складності.
У цій системі виробничого навчання повинен відображатись досягнутий рівень науково-технічного прогресу та прийнятий на виробництві характер поділу праці. Процес навчання має бути пристосований до конкретних вимог виробництва, до умов дійсності. Насамкінець, система повинна також бути на рівні виховних і освітніх вимог, яким відповідає розроблена автором дидактично найдоцільніша проблемно-аналітична система виробничого навчання. На думку С.Я.Батишева, саме за цією системою повинні навчатися налагоджувальники агрегатних верстатів і автоматичних ліній тощо.
Сформулюємо деякі вимоги цієї системи та розкриємо основні її положення. Шляхом аналізу процесів праці, які вивчаються, увесь програмний матеріал поділяється на окремі навчальні проблеми, які мають, по можливості, самостійне значення: визначаються елементи, з яких складається процес праці з цієї проблеми, та з’ясовуються функції розумової діяльності учнів, які є необхідними під час виконання робіт з регулювання технологічних процесів і обладнання.
Проблеми, які вивчаються, є невід’ємними частинами дійсно існуючих технологічних процесів. Оволодіння навичками і вміннями виконання виробничих робіт здійснюється з кожної проблеми окремо у певній послідовності, яка враховує реальний технологічний процес і характер участі в ньому робітника відповідної спеціальності.
Кожна проблема є самостійною будівлею і складається в свою чергу з декількох структурних частин Ї ситуацій. Вивчення проблем проводиться не ізольовано, не розрізнено, а у взаємодії з іншими проблемами: спочатку відбувається загальне знайомство з технологічним процесом в цілому, проводиться розчленування його на проблеми, розкривається структура проблем та зв’язок між ними. Згодом вивчається кожна проблема окремо, наводиться її загальна характеристика, визначаються роль та місце у технологічному процесі, розкриваються її структурні частини Ї ситуації, визначається об’єм матеріалу, який вивчається. Деякі проблеми можуть бути вивчені на уроках за спеціальною технологією як шляхом лабораторно-практичних занять, так і з допомогою вправ з вирішення задач практичного значення. Після опанування всіх проблем переходять до вивчення технологічного процесу в цілому, але вже детальніше та на вищій науковій основі. У такій логічній послідовності протікає і діяльність учнів, які приймають участь в конкретному трудовому процесі. Аналіз цієї діяльності показує, що розрахунково-аналітичні і практичні виконавські трудові функції, взаємодіючи, протікають в єдиному потоці.
Проблемно-аналітична система передбачає три послідовних періоди виробничого навчання: вивчення окремих ситуацій та вправляння з їх виконання; вивчення проблеми в цілому і також вправляння з її виконання; вивчення всього технологічного процесу та самостійне виконання завдання з його проведення, регулювання та контролю. В міру проходження цих трьох періодів виробничого навчання поступово розширюється коло як інтелектуальних, так і фізичних трудових дій учнів. У кожному періоді навчання розрізняють два етапи навчання. Першим є етап вирішення інтелектуальних завдань, другим Ї етап самостійної роботи учнів під керівництвом інструктора, коли в них до кінця формуються та закріплюються виробничі навички і вміння.
Під час вивчення кожної виробничої проблеми важливе значення має планування діяльності учнів за кожною стадією. Учні повинні засвоїти різні варіанти та послідовність виконання роботи. Для цього необхідно, щоб вони чітко уявляли собі умови протікання технологічного процесу та його закономірності, вільно орієнтувалися в реальних виробничих умовах і шляхом спостережень проводили збір різноманітної інформації.
Спочатку планування послідовності виконання завдання проводиться під керівництвом інструктора. Лише після того як учень навчився „дивитися вперед”, ця робота виконується ним самостійно. Дуже важливо питанням планування приділяти таку ж увагу, як і будь-якій іншій діяльності учнів.
Вчитель повинен добиватися активного ставлення учня до проблеми, що вивчається. Спочатку навчання відбувається в рамках однієї проблеми. Воно починається з аналізу найпростіших ситуацій та орієнтується на систему понять і логічних зв’язків між ними з обов’язковою установкою на використання отриманих знань на практиці. Вивчення кожної ситуації спрямоване на знаходження учнем нових, раніше невідомих йому засобів і методів вирішення висунутого перед ним завдання та на формулювання нових узагальнень. Учень спостерігає певні технологічні явища, з’ясовує їх закономірності, можливі відхилення від нормального протікання процесів роботи, усвідомлює зібрані факти та обґрунтовує вирішення заданої ситуації.
Процес вивчення ситуації включає планування, спостереження, виділення ознак, диференціацію, систематизацію і узагальнення фактичного матеріалу та інші прийоми інтелектуальної діяльності, оволодіння котрими свідчить про досягнення певного рівня розвитку учнями та про його готовність вивчати складніші питання.
Порядок вивчення змісту окремих ситуацій та їх поєднань відповідає порядку протікання технологічного процесу, але може мінятися під впливом тих чи інших змін в організації виробництва. Завданням вивчення ситуацій у їх поєднанні є формування навичок і вмінь. Це вивчення планується на короткі відрізки часу і не проводиться до того часу, допоки учні, вирішуючи різноманітні завдання зростаючої складності та новизни, повністю не оволодіють як елементами проблеми, так і проблемою в цілому.
Слід врахувати, що незалежно від конкретного змісту проблем, які вивчаються, хід їх вирішення практично незмінний: спочатку послідовний аналіз ситуацій, а потім пошук найраціональнішіх засобів та прийомів їх практичного вирішення у заданих конкретних умовах.
Важливо, щоб учні навчились не стільки функціям технологічного планування (хоча це й є важливим боком професійного навчання), скільки вирішенню розумових завдань комплексного характеру.
Вивчення кожної нової ситуації та оволодіння нею проводиться на базі вже вивчених та опанованих ситуацій. В цих умовах нові навички стають рухливішими, органічно поєднуються з системою засвоєних раніше навичок, що дозволяє швидше переключитися з однієї ситуації на іншу. Починаючи із вивчення та опанування окремих ситуацій, учні поступово оволодівають проблемою частинами (за групами ситуацій в їх поєднаннях), і так до того часу, поки вся проблема не буде вивчена та опанована в закінченому вигляді.
Варіювання конкретних ситуацій, котре враховує їх повторюваність, створює умови для міцнішого оволодіння професією. Різноманітність форм діяльності привчає учнів виділяти у кожній ситуації найхарактерніші для неї специфічні особливості, прикмети, які відрізняють її від інших ситуацій, фіксувати ці прикмети та запам’ятовувати їх, достатньо чітко уявляти собі результат, який шукається.
У кожній проблемі, як і у будь-якому трудовому процесі, можна виділити ситуації, які повторюються, які є найподібнішими і найхарактернішими для оволодіння цією професією. Такі типові ситуації можуть вивчатися відокремлено, або в лабораторних умовах, або під час виконання учнями самостійних навчальних завдань.
В міру вивчення окремих частин технологічного процесу в учнів поступово накопичуються знання та виробничі вміння; відповідно до ситуації вони швидко подумки відтворюють потрібні дії та виконують їх. Діапазон їх дії починає поступово охоплювати не лише проблему, але й увесь технологічний процес в цілому. Вони опановують трудові процеси загальнопрофесійного характеру спочатку на одному якомусь виді обладнання (верстаті), потім на групі їх, склад котрих поступово зростає. У відповідності до цього поступово розширюються і трудові навички учнів.
Результати експериментів показують, що в учнів розвивається швидка реакція на ситуації, які виникають, а їх дії все більше носять активний пошуковий характер. Розглянемо це на кривій вправ із утворення навички в розумовій дії, пов’язаній з роботою, що виконується (див. мал. 2.6.1). Ламана лінія ОП, яка показує утворення навички, складається з горизонтальних відрізків (площадок) та похилих відрізків (стрибків). Площадки ОА, БВ та ГД досить великі. З цього видно, що утворення елементу навички в розумовій дії спочатку відбувається повільно. Елемент навички в ці періоди утворюється, так би мовити, приховано: в учнів виробляються відповідні нервові зв’язки, в результаті чого в кінці кінців виникають стрибки в розвитку елементів навички, які відображають відрізки АБ, ВГ, ДЕ і т.д., котрі показують, що учні вже здатні виконати відповідні дії.
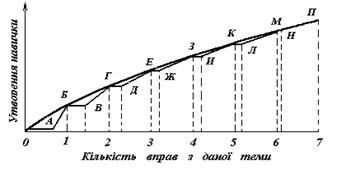
Мал. 2.6.1. Процес формування навички (за С.Я.Батишевим)
У міру збільшення кількості вправ ламана лінія помітно змінює свої обриси: площадки ЕЖ, ЗИ, КЛ та МН стають все менші і менші. Це вказує, що елементи навички опановуються вже легше та швидше. Прихований період оволодіння елементом навички все швидше змінюється стрибком догори. Дія удосконалюється, і, починаючи із третьої вправи, вона виконується вже більше чи менше успішно.
Варто зазначити, що ситуації, які складають ту чи іншу проблему, мають різний ступінь складності, і труднощі їх опанування багато в чому визначаються методикою проведення вправ. Складність тієї чи іншої виробничої ситуації залежить від сутності технологічних процесів, від безперервно змінних умов їх протікання, від стану обладнання, а також від особливостей інтелектуального усвідомлення цієї ситуації.
У міру просування від однієї проблеми до іншої учні збагачуються досвідом проведення аналізів, багато складностей відпадає, характер аналітичної роботи всі більше змінює свій зміст, а до кінця навчання набуває цілком виражений синтетичний характер, який відрізняється більшою стійкістю. Так, від проблеми до проблеми учнів закріплюють і вдосконалюють набуті раніше знання, навички та вміння з виконання всіх видів робіт, котрі входять до кола обов’язків робітників цієї професії. Вдосконаленню навичок сприяє також і самоконтроль, котрий набуває все більшого значення і до третього періоду навчання перетворюється у коректування розумових дій, що виконуються. Розвиток навички самоконтролю забезпечує своєчасне і точне регулювання робочого процесу та стереопізацію дій під час усунення типових неполадок.
Глибший поетапний аналіз учнями проблеми, яка вивчається, та виконання спеціальної системи вправ дозволяють їм маневрувати в пошуках найраціональніших рішень, виявляти гнучкість розуму і знаходити вирішення проблеми в цілому. Протягом всього навчального процесу в учнів підтримується незгасаючий інтерес до набуття нових знань, навичок та вмінь.
З кожної теми навчальної програми, розчленованої на проблеми, необхідно розробити методично доцільну систему вправ зростаючої складності, котра вкаже найкоротший шлях для набуття знань, вмінь та навичок. Завдання для вправ слід добирати так, щоб учні мали можливість прослідковувати зв’язки і взаємодії між окремими ситуаціями та встановлювати причинно-наслідкові відносини між ними. Оскільки ступінь усвідомлення ситуацій в учнів зростає від проблеми до проблеми, а спільність та подібність ситуацій сприяють переносу розумових навичок, то швидкість вирішення завдань ситуацій, які вивчаються, поступово зростає; тому час вивчення наступних ситуацій помітно скорочується. Учні вільніше варіюють ситуаціями, які вони вивчають і які стають більш керованими.
На конкретних видах праці учні вчаться вирішувати проблемні завдання та виконувати певні трудові процеси. Ці завдання носять розрахунково-аналітичний характер та відображають дійсний зміст виробничого навчання. Така система вправ не лише полегшує учням вирішення типових виробничих завдань, але й розвиває їх мисленнєву діяльність, сприяє свідомому, творчому підходу учнів до роботи, глибокому заглибленню в суть технологічних процесів.
Однак не можна втішати себе думкою, ніби навчання за цією системою протікає зовсім гладенько. Лише те, що в кожній ситуації є новизна для учнів, створює низку складнощів. Перша з них полягає у тому, що, як правило, нелегко запам’ятати послідовність виконання необхідних дій та розвинути у себе вміння відрізняти головні ситуації від ситуацій, які мають другорядне, підпорядковане значення. Друга складність полягає у невмінні переносити навички в діях за вже завченими ситуаціями на нові ситуації Ї з нових, які лише вивчаються, проблем. І, нарешті, третя складність має своє вираження у невмінні здійснювати самоконтроль в процесі трудової діяльності і самостійно регулювати технологічний процес. Але, постійно тренуючись та виконуючи певні вправи, ці складнощі можна повністю подолати.
У трудовому навчанні за такою системою проводяться заняття з профільного чи професійного навчання технологічного напряму в старших класах при вивченні тракторної і автосправи, підготовці налагоджувальників верстатів, слюсарів-ремонтників тощо.
Крім того, в трудовому навчанні використовували також конструкторсько-технологічну і предметно-операційну системи. Зараз в загальноосвітніх навчальних закладах використовується проектно-технологічна система, зміст якої буде розглянуто далі.