Загальні відомості
На відміну від теорії різання, яка вивчає зношування з точки зору економічної стійкості інструменту, технологія машинобудування розглядає його з позицій точності механічної обробки, оскільки знос різального інструменту під час обробки на налагоджених верстатах за методом автоматичного отримання розмірів призводить до виникнення змінної систематичної похибки обробки (див. роботу № 9). Цей знос в технології машинобудування називається розмірним зносом різального інструменту. Він визначається відстанню віддалення вершини різця від обробленої поверхні в напрямку, нормальному до осі деталі в перерізі І-І (рис. 2.1.), оскільки під час чистової обробки заготовок зношування різця відбувається по задній поверхні, що викликає віддалення вершини різця від центра обертання заготовки на величину радіального зносу і відповідне збільшення діаметра вала (або зменшення діаметра отвору).
Дослідженнями встановлено, що розмірний знос ріжучих інструмен-тів має в часі перебіг, який відповідає рис. 2.2.
Відповідно до загальних закономірностей зношування при терті ковзання в початковий період роботи інструмента, що називається періодом припрацьовування, знос відбувається найбільш інтенсивно (рис. 2.2, ділянка І). Протягом цього часу має місце пристосування різального інструмента до умов різання, що супроводжується викришуванням окремих нерівностей поверхні та згладжуванням штрихів - слідів заточування різальних граней. В цей період шорсткість обробленої поверхні зазвичай зменшується. Початковий (припрацьовувальний) знос UI та його тривалість LI (тривалість припрацьовування) залежать від якості заточування інструмента та його доводки, матеріалу різальної частини і режимів різання. Досить часто тривалість початкового періоду, вказана як довжина шляху різання, знаходиться в межах 0,5 ... 2,0км (перша цифра відноситься до якісно доведених поверхонь, друга - до заточених звичайним чином).
Другий період зношування (рис. 2.2, ділянка ІІ), який характеризує нормальний знос інструмента, прямо пропорційний шляху різання. Інтенсивність цього періоду оцінюють за відносним (питомим) зносом (мкм/км):
 U0=UII/LII , (2.1)
U0=UII/LII , (2.1)
де UII - розмірний знос на ділянці нормального зношування, мкм;
LII - шлях різання, який відповідає нормальному зносу, км.
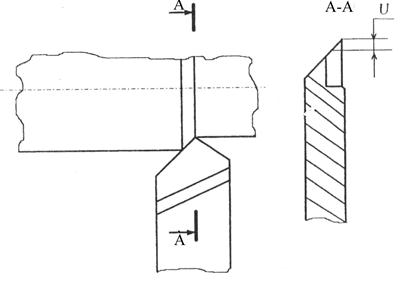
Рисунок 2.1 - Розмірний знос різців
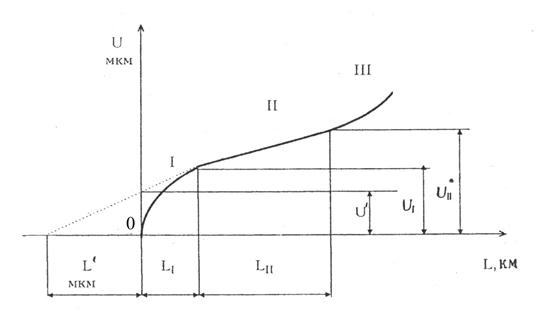
Рисунок 2.2 - Залежність розмірного зносу інструмента U від часу t (шляху L) різання
Довжина LII шляху різання за період нормального зносу при обробці сталі твердосплавними різцями Т15К6 може сягати 50 км.
Третій період зношування (ділянка ІІІ) відповідає найбільш інтен-сивному, який називають ще катастрофічним, зносу, що супроводжується значним викришуванням та поломками інструменту, чого не слід допускати при нормальній його експлуатації.