РТК на базі машини лиття під тиском
Широко застосовується, оскільки воно замовлено однотипністю конструкції МЛТ, а також можливістю їх поєднання із засобами автоматизації.
До складу ОТО входить: роздаткова електропіч, установка для охолодження відливок, МЛТ, прес для обробки ливарної системи.
Технологічний процес:
1.Змащення прес-форми і прес поршня МЛТ
2.Рухома і нерухома половини прес-форми з’єднуються і скріплюються механізмом заперття
3.З видаткової печі заливається доза розплавленого металу.
4. Прес поршень витісняє рідкий метал у форму
5. Прес форма розкривається і спеціальними штирями виштовхується відливка
6. Відливка надалі переноситься в установку для охолодження.
7. Відливка переноситься на оброблюваний прес для відділення ливарної системи.
 8. Після відправки відливки в тару або на конвеєр, вона очищується від залишків згорілого змащувального матеріалу струменем стисненого повітря.
8. Після відправки відливки в тару або на конвеєр, вона очищується від залишків згорілого змащувального матеріалу струменем стисненого повітря.
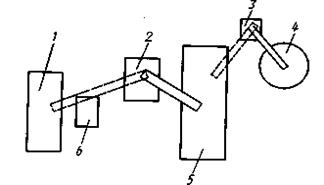
Рис.18.3 РТК лиття під тиском
1- оброблювальний прес
2- маніпулятор для знімання відливок
3- маніпулятор-заливальник з автоматичним дозатором металу
4- видаткова піч
5- МЛТ
6- Ванна для охолодження відливок
Для обслуговування таких МЛТ потрібен персонал, який неперервно контролює відливки і форми. Рідкий метал захоплюється механічною ливарною ложкою і підводиться до завантажувального отвору камери пресування, потім ложка повертається і рідкий метал стікає в камеру пресування.
Вимоги контролю:
1 Контроль якості очистки прес-форми від залишків змащувального матеріалу;
2 Стабільності складу розплавленого металу і температури;
3 Контроль відливок (візуального або за допомогою систем технічного зору, що оцінюють форму і габаритні розміри деталі)
4 Надійне виштовхування відливок і прес-форми
5 Захист порохонь відливок, які не будуть підлягати обробці.
У ливарному виробництві для очистки відливок від ливникових елементів використовують барабани, які можуть включені РТК, пісково- або дробоструйні маніпулятори.
3. Дуже часто в ливарних цехах декілька користувачів обслуговуються одним транспортуючим засобом, при цьому в більшості випадків рівномірної подачі робочих позицій забезпечити не вдається, так як матеріали, що використовуються подаються періодично – порціями. Витрата матеріалів також міняється в залежності від темпу роботи ливарного обладнання.
На протязі зміни в деякі моменти можливий розхід матеріалів вищий ніж їх поступлення, що призводить до збоїв в роботі. Крім того, нерівномірна подача матеріалів обумовлює необхідність збільшення потужності транспортних засобів, щоб компенсуючи простой обладнання, забезпечити передачу необхідної кількості об’єктів транспортування за менший час.
В ливарних цехах масового і крупносерійного виробництва процес одержання відливок, виготовлення форм, їх зборки, заливки і вибивання організовується по принципу неперервного потоку і здійснення технологічний операцій в незмінній послідовності.
Обладнання і робочі місця розміщуються в порядку операцій з розділенням на позиції, з’єднані транспортними засобами.
Переміщення ливарних форм в автоматичних лініях забезпечується крановим обладнанням, візками чи роликовими конвеєрами. Найбільш використовуються горизонтально-замкнуті ливарні конвеєри з неперервним рухом. Вони являють собою ряд візків, які неперервно рухаються по рейках з допомогою тягового замкнутого ланцюга (зі швидкістю 2..10 м/с).
Форми можна збирати на самому конвеєрі чи поряд на роликових конвеєрах.
Заливка форм рідким металом виконується на візках, що рухаються з ковшів. Залиті форми проходять через охолоджувальний кожух і попадають на дільницю вибивки. Тут форми знімаються з конвеєра і вибиваються на спеціальній решітці. Відпрацьована суміш передається в центральне відділення, після чого переробляється і передається в бункери над формовочними машинами. Для автоматичних ліній,. з жорстким зв’язком, коли транспортний засіб діє в неперервному режимі, простій одної позиції викликає зупинку всієї лінії. Гнучкі лінії складаються з окремих ланок, які можуть функцію вати незалежно одна від одної, що забезпечується не тільки наявністю накопичувачів біля кожного агрегату і резервних позицій у вузьких місцях технологічного процесу, але і гнучкими транспортними засобами, до яких відносяться транспортні роботи.
Лекція №19