Нагрівальні печі.
Працюють за рахунок спалювання палива (вугілля, газ, мазут) або електричних тенів, вмонтованих у стінки печі.
За характером розподілу температури в робочому просторі бувають: якщо t=const – це камерні печі; при t=const – змінний від місця навантаження до місця видачі – методичні печі.
а) камерна піч
Рис.19.2 Камерна піч
Переваги: універсальна, використовується в серійному виробництві
б) індукційна піч.
Рис. 19.3 індукційна піч
Переваги: - більша швидкість нагрівання;
- можливість регулювання температури;
- зручність автоматизації навантажувально- розвантажувальних робіт.
- :піч розрахована на деталі рівного розміру – низька універсальність і висока вартість.
Використовується у масовому або крупносерійному виробництві.
2. РТК термообробки
Термообробка – нагрівання сплавів до певних температур, витримка при цих температурах і подальше охолодження з різною швидкістю, змінюється структура сплаву і його властивості.
Основні операції ТО:
1) Загартовування – нагрівання до певної температури – охолодження в печі.
Переваги: знімає внутрішню напруженість;
Твердість
Пластичність
2) Нормалізація - швидке охолодження у воді чи мастилі
Переваги: твердість і міцність
3) Відпуск - повільне охолодження (нижче, ніж при загартуванні)
Переваги: в’язкість і пластичність.
Змінюючи режим термообробки можна одержати різні фізико – хімічні властивості сплавів.
Нагрівання – це зміна механічного властивостей металів і сплавів, а саме підвищує пластичність і зменшує опір деформування передається обробці металів тисненням.
Обробка металів тисненням основана на здатності металів деформуватися під дією зовнішньої сили ( штампування, кування )
РТК термообробки забезпечує виконання всього комплексу основних і допоміжних операцій, необхідних для реалізації окремого чи декількох процесів(загартовування, відпуску чи нормалізації)
|
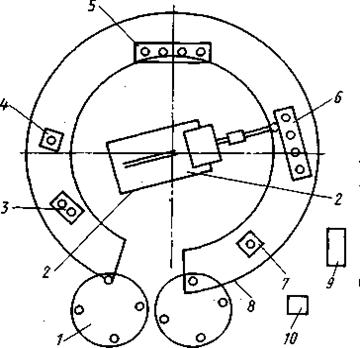
Рис. 19.4 РТК для ізотермічного загартовування ріжучого інструменту.
Підвісні касети з інструментом встановлюються в спеціальне місце 12-місного пристрою 1 подачі інструмента. По команді від системи управління ПР здійснюється поворот пристрою, що забезпечує орієнтовану подачу касети з інструментом до ЗП ПР 2. ПР захоплює касету і переміщує її з позиції на позицію згідно з циклом термообробки за програмою. В процесі роботи РТК здійснюються такі технологічні операції. В електропечі-ванні 3 інструмент на першій позиції підігрівають над дзеркалом ванни до 400-500 0 С на протязі 3-6 хв для видалення вологиі масла ; потім, на другій позиції, на протязі 3-6 хв прогрівають в розчині солі до 800 0 С. підігрітий інструмент передається ПР у другу електропіч-ванну 4 того ж типу, де він нагрівається на протязі 2,5-3 хв до температури загартовування (1200-1250 0 С). потім на першій позиції електропечі-ванни 5 на протязі 2,5-3 хв касета охолоджується до 600 0 С, а на другій, третій і четвертій позиціях (по 10-15хв на кожній) здійснюється відпуск при тій же температурі.
Після кожної позиції на електропечі 5 касета передається ПР на відповідну позицію спеціального стелажу 6, де охолоджується до40-60 0 С. з четвертої позиції касета подається в мийну машину 7. по команді від ПР вмикається насос, і водяний содовий розчин температурою 80-100 0 С змиває з інструмента солі, що залишилися після термообробки. З мийки 7 касета встановлюється в підставку 8, аналогічну по конструкції пристрою 1, і поворотним пристроєм підставки виводиться із зони дії ПР для візуального огляду касети і передачі її на стіл 10. Тут касета звільняється від обробленого інструменту і заповнюється інструментом, що направляється на термообробку. Управління РТК здійснюється від єдиної системи управління 9.
Лекція №20