Термомеханічна обробка (ТМО) сталі
Термомеханічна обробка є методом обробки сталі, який забезпечує більш високі механічні властивості у порівнянні з характеристиками, що отримують при звичайному гартуванні і наступному відпусканні.
Сутність термомеханічної обробки полягає у сполученні пластичної деформації сталі в аустенітному стані та її гартуванні. Формування структури загартованої сталі при термомеханічній обробці відбувається в умовах підвищеної щільності дислокацій, обумовлених пластичною деформацією. Розрізняють два основні способи термомеханічної обробки: високотемпературну та низькотемпературну.
При високотемпературній термомеханічній обробці (ВТМО) (рис.7.5, а) сталь деформують при температурах, що перевищуе точку Ас3, при якій сталь перебуває в аустенітному стані. Ступінь деформації становить 20…30%. Після деформування проводять відразу гартування (швидке охолодження) для запобігання розвитку процесу рекристалізації.
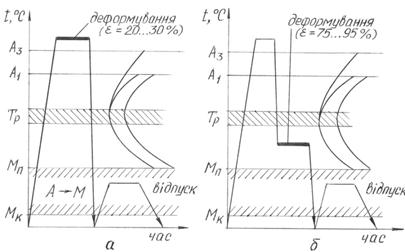
Рис.7.5. Графіки ВТМО (а) та НТМО (б)
При низькотемпературній термомеханічній обробці (НТМО) (рис.7.5, б) сталь деформують у температурному інтервалі існування переохолодженого аустеніту в області його відносної стійкості (400…600 оС), при цьому температура, при якій здійснюється деформування, має бути вище точки Мп, але нижче температури рекристалізації. Ступінь деформації звичайно становить 75…95%. Гартування здійснюють швидким охолодженням відразу після деформування. Після гартування при ВТМО і НТМО проводять низькотемпературне відпускання з температурою нагрівання 100…300 оС.
Механічні властивості після термомеханічної обробки машинобудівних сталей наведені в табл..7.1.
Таблиця 7.1
Механічні властивості сталі після термічної
та термомеханічної обробки
| Вид обробки | sВ, МПа | sТ, МПа | d, % | y, % |
| НТМО | 2400…2900 | 2000…2400 | 5…8 | 15…30 |
| ВТМО | 2100…2700 | 1900…2200 | 7…9 | 25…40 |
| ТО |
НТМО забезпечує більш високий рівень зміцнення сталі ніж ВТМО, але цей спосіб обробки потребує більш високих ступенів деформації, що в умовах відносно низьких температур, при яких відбувається процес деформування, можливо здійснити при умові наявності потужного устаткування для деформування. Тому в умовах машинобудівних підприємств здійснення НТМО пов’язано зі значними труднощами. НТМО неможливо реалізувати для вуглецевих і легованих сталей, які не мають області вторинної стабільності аустеніту.