рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Вагоноремонтные предприятия и их маркетинговая деятельность
Реферат Курсовая Конспект
Вагоноремонтные предприятия и их маркетинговая деятельность
Вагоноремонтные предприятия и их маркетинговая деятельность - раздел Философия, 2824 Министерство Транспорта Российской Федерации Ф...
2824 Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
САМАРСКИЙ ГОСУДАРСТВЕННЫЙ Университет ПУТЕЙ СООБЩЕНИЯ
Кафедра «ВАГОНЫ»
М Е Т О Д И Ч Е С К И Е У К А З А Н И Я
вагоноремонтных предприятий и их маркетинговая деятельность» для студентов дневной и заочной форм обучения специальности 190302 – ВагоныСоставители: Анна Юрьевна Половинкина
Мария Александровна Спирюгова
Рецензенты: первый заместитель начальника
службы вагонного хозяйстваКуйбышевской
дирекции инфраструктуры подразделения
Куйбышевской ж. д. – филиала ОАО «РЖД» Г.П.Волошко;
к.т.н., доцент кафедры «Локомотивы» СамГУПС А. Ю. Балакин
Редактор:
Компьютерная верстка:
Подписано в печать __.__.__ . Формат 60x90 1/16.
Усл.печ. л. Тираж ___ экз. Заказ № __.

© Самарский государственный университет путей сообщения, 2011
Введение
Одной из составных частей инфраструктуры железных дорог являются здания железнодорожного транспорта. Габариты, форма и объемно – планировочные решения зданий определяются их функциональным назначением и требованиями железной дороги, смежных сооружений и устройств.
Проектирование зданий невозможно без знания их отраслевой специфики.
Организация и технология проектирования определяют правила и технологию учета системных требований транспорта к его объектам.
Система проектирования объектов железнодорожного транспорта имеет свои традиции, понятийную и терминологическую базу и во многом отличается от таковых в области промышленного и гражданского строительства. Кроме того, в современных условиях понятие о технологии проектирования неразрывно связано с представлениями о новых информационных технологиях, базирующихся на использовании комплексных программных средств.
Как объект проектирования комплекс зданий представляет собой сложную систему, обеспечивающую выполнение функционально – технологических, архитектурных и других функций, причем в соответствии с требованиями сложной системы еще более высокого уровня – внешней среды.
Следует отметить несколько стратегически важных проблем, которые ждут своего адекватного решения при проектировании зданий:
1) функциональное проектирование объекта, роль которого по мере роста масштаба и сложности объекта проектирования нелинейно возрастает;
2) проблема, связанная с энергосберегающими проектными решениями при комплексном рассмотрении задачи: параметры внешней среды – строительная оболочка здания; параметры внутренней среды – системы отопления, вентиляции, кондиционирования;
3) проблема экологической чистоты проектных решений, которая по мере нарастающего загрязнения окружающей среды становится все более и более острой;
4) проблема минимизации ресурсов, затрачиваемых на создание и эксплуатацию строительной оболочки здания;
5) проблемы, связанные с уровнем градостроительных и архитектурных решений, с влиянием проектных решений на социальные и инвестиционные аспекты.
Термины «вагонное депо» и «вагоноремонтный завод» в силу их единого функционального назначения можно для дальнейшего изложения представить единым термином «вагоноремонтное предприятие» – ВРП.
Основной функцией вагоноремонтного предприятия является периодическое восстановление конструктивных параметров всех типов находящихся в эксплуатации вагонов, которые в процессе эксплуатации изменяют свои технические характеристики вследствие участия в перевозочном процессе, а также, по мере совершенствования конструкций вновь выпускаемых вагонов, требуют определенной модернизации.
Таким образом, объектом производства для ВРП являются эксплуатирующиеся на сети железных дорог вагоны, и поэтому для экономически целесообразного функционирования будущего ВРП предметом предварительных исследований и анализа для его проектирования должны быть численность и структура вагонного парка сети железных дорог, вагонопотоки на сети, преобладающий тип вагонов в вагонопотоках, пункты массовой погрузки и выгрузки грузов, динамика потребности вагонов в ремонте, перспектива развития железнодорожного сообщения в экономических регионах страны
Из сказанного следует, что создание нового ВРП предполагает два важных самостоятельных этапа:
1) исследование и разработка технических требований на проектирование вагонного депо или ВРЗ;
2) непосредственно проектирование вагонного депо или ВРЗ с учетом разработанных технических требований.
Исследованиями и разработкой технических требований, как правило, занимаются отраслевые научно-исследовательские организации (ВНИИЖТ, кафедры транспортных вузов, проектно-конструкторские подразделения системы РЖД), а разработкой проектов на строительство – отраслевые проектные организации,имеющие юридическое право на проектные работы и несущие юридическую ответственность за качество проекта.
Содержание курсовой работы
Целью курсовой работы является анализ организации производства существующих вагоноремонтных предприятий и разработка проекта нового строительства или реконструкции существующего вагонного депо с применением передовых технологий ремонта вагонов и их узлов и с использованием средств диагностики и высокопроизводительного оборудования.
Работа должна содержать:
— титульный лист;
— задание;
— оглавление;
— введение;
— основные разделы:
1 Назначение, производственная структура и программа участка
2 Режим работы и фонды рабочего времени
3 Выбор метода ремонта вагонов или узлов на участке
4 Расчет параметров производственного процесса
5 Технологический процесс ремонта вагонов или их узлов на участке
6 Выбор основного технологического оборудования
7 Расчет численности основных производственных рабочих
8 Расчет линейных параметров производственного участка
9 Определение линейных параметров участков и отделений главного производственного корпуса депо
10 Экономическая часть проекта (экспертиза проекта).
— заключение;
— библиографический список;
— графическую часть: план и поперечный разрез главного производственного корпуса вагонного депо по ремонту пассажирских или грузовых вагонов, пассажирской технической станции, промывочно-пропарочной станции и т. д.
Методические указания к выполнению работы
Общие требования
В зависимости от характеристики и масштабов производства применяют два метода проектирования: 1) по укрупненным показателям; 2) по технологическим процессам.Требования по выполнению разделов
В курсовой работе при проектировании депо выполняется расчет по укрупненным технико-экономическим показателям основных участков:
1) вагоносборочного;
2) тележечного;
3) колесно-роликового.
Расчет выполняется для каждого участка по разделам, где должно быть отражено следующее:
Раздел 1 Назначение, производственная структура и программа участка
Назначение участка характеризуется номенклатурой выпускаемых им изделий и перечнем выполняемых на нем работ.
Структура участка отражает организацию производства, принятую технологию выполнения работ и должна соответствовать регламенту технической оснащенности предприятия.
Программа вагоносборочных участков принимается по заданной годовой программе ремонта вагонов в депо.
Программа других участков и отделений депо определяется исходя из программы вагоносборочного участка и программы ремонта и изготовления деталей и узлов для технического обслуживания вагонов.
Программа ремонта и изготовления деталей и узлов для технического обслуживания вагонов принимается по процентному соотношению к программе ремонта соответствующих деталей и узлов. При выполнении курсовой работы соотношения можно получить по индивидуальному заданию.
Раздел 2 Режим работы и фонды рабочего времени
При проектировании участков вагонных депо рекомендуется принимать двухсменный режим работы, прерывную пятидневную рабочую неделю с двумя выходными днями и продолжительностью рабочей смены 8 ч.
Для работающих во вредных или тяжелых условиях в соответствии с законодательством продолжительность смены принимается на 1 ч меньше.
Для выполнения заданной программы ремонта вагонов и более полного использования технологического оборудования часто используют следующие графики работы с продолжительностью рабочей смены 12ч:
1) при двухсменном графике – 2 дня рабочих и 2 дня выходных;
2) при трехсменном – Д - дневная смена с 700 до 1900, Н - ночная смена с 1900 до 700 и 48 часов выходных.
Фонды рабочего времени работы участков, оборудования и рабочих определяются по следующим формулам:
а) годовой фонд времени явочного рабочего с нормальной продолжительностью рабочего дня в часах
Fяв = (Дк – dнр)tсм – dскtск (1)
где Дк – число календарных дней в году;
dнр – число нерабочих дней;
tсм – продолжительность рабочей смены с учетом обеденного перерыва, например: при обеденном перерыве 48 минут tсм = 11,2 ч;
dск – количество дней в году с сокращенным на 1 ч рабочим днем;
tск – величина сокращения времени рабочего дня;
б) годовой фонд времени работы участка в часах
Fуч = Fяв. mсм, (2)
где mсм – сменность работы участка;
в) действительный годовой фонд времени работы оборудования в часах
 (3)
(3)
где  – коэффициент, учитывающий потери времени на ремонт оборудования,
– коэффициент, учитывающий потери времени на ремонт оборудования,
= 4%.
Расчет производится на ЭВМ по программе «RITM D».
Раздел 3 Выбор метода ремонта вагонов или узлов на участке
Существуют два метода ремонта вагонов и их узлов и деталей - стационарный и поточный.
В этой части работы, на основании имеющейся по этому вопросу литературы, следует более подробно охарактеризовать оба метода ремонта на заданном участке и выбрать наиболее прогрессивный.
Важным показателем производственной деятельности депо является съем отремонтированных вагонов с одного квадратного метра общей площади депо, а также площади вагоносборочного производственного участка.
Съем отремонтированных вагонов с единицы общей площади депо при стационарном методе ремонта колеблется в пределах 0,1 - 1, а при поточном - 0,3 - 1,5.
Аналогичная картина наблюдается и при анализе показателя съема отремонтированных вагонов с единицы площади вагоносборочного участка. Здесь большинство депо со стационарным методом имеют этот показатель, не превышающий величины 1,5, при поточном методе он выше у 70% депо и в отдельных случаях достигает 4,0, что является, безусловно, хорошим экономическим показателем.
Таким образом, при поточном методе производственная площадь депо используется лучше.
Большое значение для быстрого и качественного ремонта вагонов имеет оснащение депо современными высокопроизводительными ремонтными механизмами. Кроме того, наличие в депо достаточного количества ремонтных механизмов позволяет значительно повысить уровень производства, а, следовательно, и улучшить условия труда, что в современных условиях является чрезвычайно важным обстоятельством.
Исследования этой проблемы показали, что механизация и автоматизация ремонта вагонов на поточно-конвейерной линии имеют свои особенности, по сравнению со стационарным методом ремонта.
В последние годы поточные механизированные линии широко внедряются не только в сборочных, но и в тележечных, колесных, роликовых участках и отделениях ремонтно-комплектовочного участка.
Практика показала целесообразность и эффективность поточного метода ремонта вагонов, их узлов и деталей, так как он позволяет лучше использовать основные производственные фонды и повышать качество ремонта.
Среди депо, использующих поточный метод, следует отметить Брянск и Люблино Московской ж. д., Тосно Октябрьской ж. д..
Раздел 4 Расчет параметров производственного процесса
Рекомендуется следующий порядок расчета параметров поточных линий.
Сначала принимается число поточных линий на участке и число изделий (вагонов, тележек и т.д.) в одной транспортной партии (на одной позиции), затем определяется ритм поточных линий в минутах:
 , (4)
, (4)
где: Fпл = Fуч – годовой фонд времени работы поточной линии, ч;
 – количество поточных линий;
– количество поточных линий;
 – число изделий в одной транспортной партии;
– число изделий в одной транспортной партии;
ηпл – коэффициент, учитывающий потери рабочего времени на обслуживание рабочих мест и ремонт оборудования, ηпл = 0,85 ÷ 0,95;
Nгод – годовая программа ремонта в вагонах, узлах или изделиях.
Полученная величина ритма должна быть реальной. Следует сравнить полученную величину с величинами ритма, достигшими рационального уровня в передовых вагонных депо, осуществляющих ремонт или изготовление однотипных изделий поточным методом. Кроме того, величина ритма должна быть взаимосвязана с продолжительностью рабочей смены таким образом, чтобы продолжительность смены была величиной кратной ритму.
Если полученная величина ритма не удовлетворяет этим условиям в пределах допустимых величин коэффициента ηпл, то изменяется принятое число поточных линий или число изделий в одной транспортной партии (возможно изменить то и другое) и расчет величины ритма повторяется.
Определяется максимально допустимое число позиций на поточных линиях:

 , (5)
, (5)
где Tпр – норма нахождения изделия в стадии ремонта, ч.,
принимается по нормам [5,16] или по фактическим данным вагонных депо.
Окончательно число позиций принимается из условий рационального распределения работ и оборудования на поточной линии, однако оно не должно быть больше рассчитанной по формуле величины.
Далее определяются остальные параметры поточных линий по следующим формулам:
а) цикл поточной линии в минутах:
 ; (6)
; (6)
б) такт поточной линии в минутах:
 ; (7)
; (7)
в) темп поточной линии, изделий/час:
τ =  ; (8)
; (8)
г) фронт работы поточной линии в изделиях:
Фпл = .. (9)
Фронт работы участка в изделиях рассчитывается по формуле:
Фуч = 
 . (10)
. (10)
Для проверки выполненных расчетов используется формула:
 . (11)
. (11)
Основными параметрами конвейерной поточной линии являются: длина рабочей части конвейера, потребное тяговое усилие, расстояние между объектами, скорость движения конвейера.
Длина рабочей части конвейера рассчитывается исходя из линейных размеров позиций и их количества, а также межпозиционных промежутков и шага конвейера:
 , (12)
, (12)
где  – количество позиций на одной поточной линии;
– количество позиций на одной поточной линии;
 .– шаг конвейера или расстояние между осями двух ремонтируемых объектов, м;
.– шаг конвейера или расстояние между осями двух ремонтируемых объектов, м;
 – длина объекта, м;
– длина объекта, м;
 – длина промежутка между двумя смежными позициями, принимается = 3 м.
– длина промежутка между двумя смежными позициями, принимается = 3 м.
Потребное тяговое усилие конвейера определяется по формуле:
 , (13)
, (13)
где  .– тяговое усилие в кг на каждую тонну тары объекта (вагона, тележки);
.– тяговое усилие в кг на каждую тонну тары объекта (вагона, тележки);
принимается равным 30-35 кг на тонну;
 .– тара объекта, т;
.– тара объекта, т;
 – количество одновременно перемещаемых объектов.
– количество одновременно перемещаемых объектов.
Скорость движения конвейера можно найти из выражения:
 , (14)
, (14)
где  – темп работы поточной линии, изделий/час.
– темп работы поточной линии, изделий/час.
Расчет производится на ЭВМ по программе «RITM D».
Раздел 5 Технологический процесс ремонта вагонов или их узлов на участке
Как известно, развитие отраслей народного хозяйства, в том числе и железнодорожного транспорта, осуществляется путем внедрения ресурсосберегающих технологий и средств технологического оснащения производства [2]. Выбираемая технология должна в наибольшей степени отвечать потребностям конкретного предприятия, а на стадии проектирования технологических процессов необходимо количественно оценить затраты трудовых, материальных, энергетических, финансовых и других ресурсов.
К основным целям технологических процессов на вагоноремонтных предприятиях относятся:
1) общее повышение эффективности работы предприятия;
2) повышение качества ремонта и технического обслуживания вагонов;
3) снижение трудоемкости и себестоимости ремонта;
4) сокращение длительности технологического цикла.
Для технологических систем вагоноремонтных предприятий внешними воздействиями могут быть:
1) изменения производственной программы;
2) состояние вагонов и их узлов, поступающих в ремонт;
3) новые технологии и средства технологического оснащения;
4) изменения правил ремонта и технического обслуживания;
5) состояние технологического оборудования.
Технологический процесс следует рассматривать как систему, состоящую из двух уровней – технологическая операция и технологический переход.
Применение ЭВМ для решения задач технологического проектирования и разработка оптимизационных методов проектирования получают в настоящее время более интенсивное развитие. Результаты исследований показали эффективность оптимизационного подхода к решению технологических задач ремонтной базы.
Для решения задачи оптимизации ремонтных процессов необходимо:
1) выбрать критерий оптимизации;
2) разработать математическую модель оптимизируемой системы;
3) разработать методы и алгоритмы решения поставленной задачи.
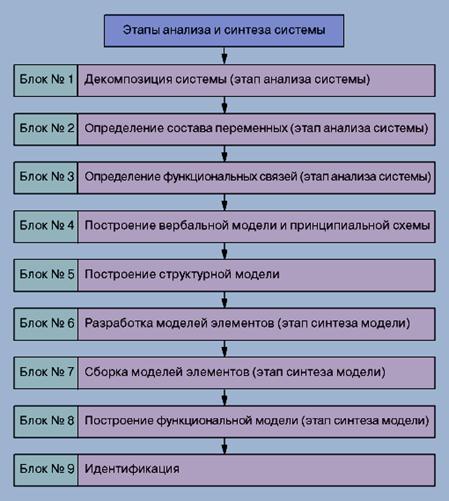
Общая схема формирования математической модели технологического процесса ремонта вагона или его узла приведена на рисунке 2.
Для сокращения сроков внедрения в вагоноремонтное производство новых технических средств и технологий, повышения качества ремонта и технического обслуживания вагонов необходимо существенно повысить производительность труда технологов и качество технологической документации, определяющей параметры всех операций, выполняемых на производственных участках. Решить эту задачу можно за счет автоматизации проектирования новых и корректировки действующих технологических процессов на основе использования ПЭВМ.
Методика построения моделей технологических процессов ремонта и технического обслуживания вагонов может служить основой и использоваться для разработки информационного, математического и методического обеспечения разрабатываемой системы автоматизированного проектирования технологических процессов вагоноремонтного производства (САПР ТПВ), которая является подсистемой АСУВ, внедряемой на сети дорог согласно программе информатизации железнодорожного транспорта России.
Исходными данными для проектирования технологических процессов являются:
1) чертежи деталей и общие виды ремонтируемых изделий;
2) дефекты или степень износа и повреждения их в эксплуатации;
3) технические условия и правила на ремонт вагонов, их узлов и деталей;
4) типовые технологические процессы;
5) выбранное оборудование и технологическая оснастка;
6) передовые методы ремонта деталей и узлов вагонов.
Выходными данными проектируемых технологических процессов являются технологические карты, определяющие последовательность, трудоемкость и время обработки деталей (или сборки узлов вагонов) по операциям и переходам.
|
| Рисунок 2 – Общая схема формирования математической модели системы |
В данном разделе необходимо:
1) отразить общие требования при поступлении в ремонт объекта согласно действующей нормативно-технической документации;
2) описать последовательность выполнения технологических операций на каждой позиции поточной линии с указанием технологической оснастки;
3) отразить параметры выходного контроля отремонтированного объекта.
Раздел 6 Выбор основного технологического оборудования
С целью повышения производительности труда, качества ремонта вагонов и культуры вагоноремонтного производства, а также снижения себестоимости ремонта выпускаемой продукции при проектировании участка особое внимание должно быть уделено комплексной механизации и автоматизации технологических процессов.
Перечень основного технологического оборудования выбирается из регламента технической оснащенности депо [13,18] и сводится в таблицу, например:
Таблица 1 – Перечень основного технологического оборудования
| №№ п/п | Наименование оборудования | Количество | Тип, ГОСТ, номер проекта |
| 2 | 3 | 4 | |
| 1 | Кран мостовой | 1 | ГОСТ 24378, Q = 10 тс |
Регламент [13,18] разработан с учетом достигнутого уровня технической оснащенности предприятий вагонного хозяйства и при его внедрении необходимо учитывать местные условия, а также усовершенствование технологической оснастки.
Уровень механизации ремонтных работ и вагонных депо определяется эффективностью применения механизмов, приспособлений и оборудования.
Раздел 7 Расчет численности основных производственных рабочих
Численность основных производственных рабочих участка определяют по явочному и списочному составу.
Явочная потребность в основных производственных рабочих определяется по формуле:
Rяв =  , (15)
, (15)
где Nгод – годовая программа изделий;
Ни – трудоемкость ремонта одного изделия, чел-ч. Трудоемкость принимается по типовым технически обоснованным нормам времени на ремонт или изготовление вагонных деталей и узлов [5,16], или по фактическим данным вагонных депо;
кн – коэффициент, учитывающий замещения рабочих, кн = 1,1…1,2.
Списочная потребность определяется по формуле:
Rсп = Rяв aсп , (16)
где асп – коэффициент приведения явочной численности рабочих к списочной, учитывающий невыходы на работу по уважительным причинам, асп = 1,09÷1,11.
Расчет производится на ЭВМ по программе «RITM D».
Рассчитанная численность исполнителей участка распределяется по профессиям и сводится в таблицу, например:
Таблица 2 –Численность основных производственных рабочих
| №№ п/п | Наименование профессии | Количество явочных рабочих (в 2 смены), Rяв , чел. | Количество списочных рабочих (в 2 смены), Rсп , чел. |
| 1 | 2 | 3 | 4 |
| 1 | Слесарь по ремонту подвижного состава: – ходовых частей – рамы, кузова | 4 6 | 4 7 |
Раздел 8 Расчет линейных параметров производственного участка
Для большинства участков и отделений депо основные размеры (длина, ширина и высота) являются унифицированными и принимаются по нормам технологического проектирования [5 ,16].
Основные размеры вагоносборочного участка зависят от объема и организации производства, поэтому их рассчитывают отдельно для каждого конкретного случая.
Длина вагоносборочного участка в метрах при поточном методе ремонта вагонов определяется по формуле:
Lуч = Lсб + Lм, (17)
где Lсб – длина ремонтно-сборочного отделения, м;
Lм – длина малярного отделения, м.
 , (18)
, (18)
где l1= l2 – расстояние от выступающих частей торцевых стен до начала
ремонтной позиции, l1= l2= 5м;
lв – расчетная длина вагона по осям сцепления (принимается для каждого
типа вагона по рабочим чертежам), м;
l'n – длина интервала между двумя соседними вагонами, расположенными на
одной позиции, l'n = 2м;
l''n – длина интервала между соседними позициями, l''n = 3м;
lтр – ширина поперечного транспортного проезда, который служит
шлюз– тамбуром, разделяющим вагоносборочный участок и малярное
отделение, lтр = 6м;
lт – расстояние между позициями для выкатки или подкатки тележки, м; принимается для грузовых 4-осных lт = 5 м, 8-осных lт = 8м, для пассажирских lт = 7 м.
Длина малярного отделения рассчитывается по формуле:
Lм = 2l3 + lвnв + l4(nв – 1), (19)
где l3 - расстояние от крайнего вагона до торцевой стены малярного отделения,
l3 = 4 м;
nв – количество вагонов, находящихся в малярном отделении на одной линии;
l4 – расстояние между вагонами (принимается с учетом производства
механической окраски стен вагона), l4 = 4 м.
Ширина вагоносборочного участка рассчитывается по формуле:
Вуч = 2в1 + (nn – l)в2 , (20)
где в1 – расстояние от оси крайнего пути до продольной стены здания, l3 =5 м;
nn – количество путей на участке;
в2 – расстояние между осями смежных путей; принимается в2 =7 м для
трехпутного и в2 = 8 м для двухпутного участка.
Длина участка должна быть кратной шести.
Расстояние между колоннами принимают 6 или 12 м.
Высота вагоносборочного участка от пола принимается равной: до верха подкранового рельса – 8,15 м, до низа конструкции перекрытия – 10,8 м.
Высота тележечного участка от пола до низа конструкции перекрытия принимается равной 8,4 м.
Высота колесотокарного, демонтажного и монтажного отделений колесно-роликового участка принимается равной 6 м, а ремонтного и комплектовочного отделений – 4.8 м.
Для укрупненных расчетов производственных площадей других участков и отделений рекомендуется руководствоваться нормами технологического проектирования депо для ремонта грузовых и пассажирских вагонов [5,16].
Раздел 9 Определение линейных параметров участков и отделений
главного производственного корпуса депо
Площади участков и отделений главного производственного корпуса депо принимаются по рекомендациям норм технологического проектирования [5,16] и с учетом поступления нового оборудования.
Все значения линейных параметров сводятся в таблицу 3.
Например, для вагонного депо по ремонту цистерн таблица 3 будет такая:
Таблица 3 – Линейные параметры участков и отделений главного производственного корпуса депо по ремонту цистерн
| №№ п/п | Наименование участка | Длина, м | Ширина, м | Площадь, м2 |
| 1 | 2 | 3 | 4 | 5 |
| 1 | Вагоносборочный участок | 72 | 24 | 1728 |
| 2 | Тележечный участок | 48 | 18 | 864 |
| 3 | Колесно-роликовый участок | 54 | 18 | 972 |
| 4 | Малярное отделение | 24 | 24 | 576 |
| 5 | Краскоприготовительное отделение с кладовой | 12 | 8 | 96 |
| 6 | Кладовая запасных частей | 12 | 8 | 96 |
| 7 | Инструментальное отделение | 12 | 8 | 96 |
| 8 | Механическое отделение | 18 | 12 | 216 |
| 9 | Кузнечное отделение | 18 | 6 | 108 |
| 10 | Электросварочное отделение | 18 | 6 | 108 |
| 11 | Контрольный пункт автотормозов | 12 | 18 | 216 |
| 12 | Отделение ремонта сливных приборов и предохранительно-впускных клапанов | 18 | 6 | 108 |
| 13 | Отделение ремонта автосцепного устройства | 18 | 18 | 324 |
| 14 | Отделение ремонта деповского оборудования | 12 | 18 | 216 |
| 15 | Служебно-бытовые помещения | 10 | 12 | 120 |
Для вагонного депо по ремонту пассажирских вагонов таблица 3 будет иная:
Таблица 3 – Линейные параметры участков и отделений главного производственного корпуса депо по ремонту пассажирских вагонов
| №№ п/п | Наименование участка | Длина, м | Ширина, м | Площадь, м2 |
| 1 | 2 | 3 | 4 | 5 |
| 1 | Вагоносборочный участок | 138 | 18 | 2484 |
| 2 | Малярный участок | 60 | 18 | 1080 |
| 3 4 | Тележечный участок с отделением ремонта гидрогасителей | 54 6 | 18 18 | 972 108 |
| 5 | Колесно-роликовый участок | 54 | 18 | 972 |
| 6 | Участок по ремонту холодильного оборудования | 18 | 18 | 324 |
| 7 | Участок по ремонту электрооборудования | 18 | 18 | 324 |
Продолжение таблицы 3
| 1 | 2 | 3 | 4 | 5 |
| 8 | Инструментальное отделение | 12 | 18 | 216 |
| 9 | Контрольный пункт автотормозов | 24 | 18 | 432 |
| 10 | Отделение по ремонту автосцепного оборудования | 18 | 18 | 324 |
| 11 | Кузнечное отделение | 6 | 18 | 108 |
| 12 | Электросварочное отделение | 6 | 18 | 108 |
| 13 | Комната мастеров | 6 | 18 | 108 |
| 14 | Диспетчерская | 6 | 18 | 108 |
| 15 | Отделение по ремонту полимерных изделий | 12 | 18 | 216 |
| 16 | Отделение санитарно-технического оборудования | 12 | 18 | 216 |
| 17 | Отделение ремонта устройств отопления, и водоснабжения и кипятильников | 30 | 18 | 540 |
| 18 | Вентиляционное отделение | 12 | 18 | 216 |
| 19 | Кладовая запчастей | 30 | 18 | 540 |
| 20 | Механическое отделение | 12 | 18 | 216 |
| 21 | Краскозаготовительное отделение с лабораторией | 24 | 18 | 432 |
| 22 | Участок ремонта технологического оборудования | 24 | 18 | 432 |
| 23 | Служебно-бытовые помещения | 60 | 18 | 1080 |
Раздел 10 Экономическая часть проекта
Раздел состоит из таблицы основных технико-экономических показателей проектируемого депо. В таблицу включаются показатели работы трех основных производственных участков: вагоносборочного, тележечного и колесно-роликового.
Таблица 4 – Технико-экономические показатели основных производственных участков
| №№ п/п | Наименование показателей | Единица измерения | Значение показателя | Примечание |
| 1 | 2 | 3 | 4 | 5 |
| Вагоносборочный участок | ||||
| 1 | Годовой выпуск продукции | вагон | ||
| 2 | Производственная площадь | м2 | ||
| 3 | Количество поточных линий | шт. | ||
| 4 | Фронт работы участка | вагон | ||
| 5 | Численность работающих Rяв/ Rсп | чел. | ||
| 6 | Трудоемкость ремонта одного вагона | чел ч ч
|
Продолжение таблицы 4
| 1 | 2 | 3 | 4 | 5 |
| 7 | Годовой выпуск вагонов: – на одного работающего – с 1 м2 производственной площади – с одной позиции ПКЛ | ваг/чел ваг/м2 ваг/поз | ||
| Тележечный участок (показатели 1 – 7) | ||||
| Колесно-роликовый участок ( показатели 1 – 7 ) |
Требования к оформлению работы
Пример заполнения титульного листа пояснительной записки показан в приложении 1. Оглавление включает наименование всех разделов и подразделов с указанием… Введение должно кратко характеризовать современное состояние технической проблемы, которой посвящена работа,…Библиографический список
2. Комплексная программа реорганизации и развития отечественного локомотиво- и вагоностроения, организации ремонта и эксплуатации пассажирского и… 3. Руководство по деповскому ремонту грузовых вагонов колеи 1520 мм. ЦВ/587,… 4. Руководство по капитальному ремонту грузовых вагонов колеи 1520 мм.Приложение 1
МИНИСТЕРСТВО ТРАНСПОРТА РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО
ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
САМАРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ
(СамГУПС)
Кафедра «Вагоны»
К У Р С О В А Я Р А Б О Т А
по дисциплине «Проектирование ВРП и их маркетинговая деятельность»
В – 7777. 001. КР. ПЗ.
Выполнил: студент 6 курса
Заочного факультета
Иванов.А. А.
Шифр 07 – В – 7777
Проверила: доц. Спирюгова М. А.
Самара – 2010г
Приложение 2
Оглавление
Введение……………………………………………………………………..…………………...
1 Расчет основных производственных участков депо по укрупненным
технико-экономическим показателям …………………..………….………………...…….
1.1 Вагоносборочный производственный участок ………………………………..…………..
1.2 Тележечный производственный участок…………………..……………………….………
1.3 Колесно-роликовый производственный участок…………………………………………..
1.4 Линейные параметры участков и отделений главного производственного
корпуса депо ……………………………………………………..………………………..…
2 Экономическая часть проекта…………………………………………..…………………….
Заключение……………………………………………………….…..…………………….…….
Библиографический список…………………………………………………………………….
Приложение 3
Таблица 1 – Примерный перечень основного технологического оборудования вагоносборочного участка депо по ремонту грузовых вагонов
| № п/п | Наименование оборудования | Тип, марка, № проекта | Кол-во |
| Кран мостовой | ГОСТ 24378-80Е, Q=10 т | ||
| Ставлюги | ГОСТ 24387-80Е, Q=30 т | ||
| Тяговый конвейер для перемещения вагонов | пр. 10.00.СБ ПКТБ ЦТВР | ||
| Тяговый конвейер для перемещения тележек | пр. 214.СБ. ПКБ ЦВ | ||
| Поворотный круг | пр. 324.00 СБ. ПКБ ЦВ | ||
| Ремонтные площадки | пр. Т1294.01.М. ПКБ ЦВ | ||
| Стенд для демонтажа-монтажа пятников | пр. УДМП-02 | ||
| Установка для нагрева заклепок | УНЗ-1М | ||
| Устройство для клепки пятников | пр. Т1306.М. ПКБ ЦВ | ||
| Установка для демонтажа-монтажа поглощающего аппарата | пр. Т289.М. ПКБ ЦВ | ||
| Установка ацетиленокислородной сварки | УАС-6 | ||
| Газосварочный комплект | КГС-2-75 | ||
| Установка для испытания автотормозов на вагоне | «СИТОВ-1» НТЦ «ТОРМО» | ||
| Двухпроводная электросварочная линия со стационарными постами подключения | ВКСМ-1000 | - | |
| Воздухопроводная линия с колонками подключения | - | ||
| Электрокар (электропогрузчик) | ЭП-006-2 (ЭП-103) | ||
| Информационное обеспечение | АРМ в составе АСУ ВЧД | ||
| и далее в соответствии с принятым технологическим процессом | |||
| Примечание:Наименование оборудования, тип, марка, № проекта могут изменяться при модернизации, усовершенствованию последнего или поступлении нового оборудования |
Таблица 2 – Примерный перечень основного технологического оборудования
тележечного участка депо по ремонту грузовых вагонов
| №№ п/п | Наименование оборудования | Тип, марка, № проекта | Кол-во |
| Кран мостовой | ГОСТ 243278, Q=5т | ||
| Кран-балка | ГОСТ 243278, Q=2т | ||
| Стенд для раздвижки, кантования элементов и сборки рам тележек | СРТ 1706.00.СБ | ||
| Технологический комплекс для мойки тележек грузовых вагонов | МТ-40 пр. «ИРТРАНС» | ||
| Дефектоскоп феррозондовый | ДФ -201.1 | ||
| Намагничивающее устройство | МСН-10 | ||
| Установка автоматизированного измерения геометрических параметров тележек | «СПРУТ-М» пр. «АГРОЭЛ» | ||
| Установка для контроля толщины подпятника надрессорной балки | пр. БВ-9270 | ||
| Дефектоскоп для контроля надрессорной балки и боковой рамы | ВД-12НФ | ||
| Стенд для разборки-испытания-сборки триангелей | пр.Т1085М ПКБ ЦВ | ||
| Установка для нагрева заклепок | УНЗ-1М пр. УЭМЗ | ||
| Установка клепки фрикционных планок | УКФП-01.00.ПС ННТ «Энергосервис» | ||
| Автоматизированная линия измерения и сортировки пружин | «АЛИСП» пр. «АГРОЭЛ» | ||
| Стенд для контроля геометрических параметров фрикционных клиньев | «КЛИН» пр. «АГРОЭЛ» | ||
| Универсальный пост для наплавки наружного бурта подпятника надрессорной балки с вращателем | ПДГО 5010 УЗ.1. пр.255.СБ ООО «Транспортная сварка» | ||
| Универсальный пост для наплавки опорной поверхности и внутреннего бурта подпятника и наклонных плоскостей надрессорной балки с кантователем | ПДГО 5010 УЗ.1, пр. Т1308.06М. ООО «Транспортная сварка» |
Продолжение таблицы 2
| Универсальный пост для наплавки пазов буксовых проемов с кантователем | ПДГО 5010 УЗ.1, пр.Т1285М. ООО «Транспортная сварка» | |||
| Станок для обработки подпятника надрессорной балки | мод. ФБ-1 ООО «Транспортная сварка» | |||
| Станок для обработки наклонных плоскостей надрессорной балки | мод. ФБ-2 ООО «Транспортная сварка» | |||
| Станок специальный фрезерный для обработки пазов буксовых проемов | мод. ФБ-3 ООО «Транспортная сварка» | |||
| Станок для обработки наклонных поверхностей надрессорных балок | мод. Ф0005М ФРЕСТ | |||
| Станок для обработки подпятников надрессорных балок | мод. Ф0008М ФРЕСТ | |||
| Станок для обработки буксового проема боковой рамы | мод. Ф0131М ФРЕСТ | |||
| Информационное обеспечение | АРМ в составе АСУ ВЧД | |||
| и далее в соответствии с принятым технологическим процессом | ||||
| Примечание:Наименование оборудования, тип, марка, № проекта могут изменяться при модернизации, усовершенствованию последнего или поступлении нового оборудования | ||||
Таблица 3 – Примерный перечень основного технологического оборудования
колесно-роликового участка по ремонту грузовых вагонов
| №№ п/п | Наименование оборудования | Тип, марка, № проекта | Кол-во |
| Кран-балка | ГОСТ 24378, Q=2 т | ||
| Колесотокарные станки | РТ -905.Ф1 | ||
| Поворотное устройство | пр. Т624 ПКБ ЦВ | ||
| Установка дробеструйной очистки приободной зоны колеса | ДРОК-03 ЗАО «ОЦВ» | ||
| Автоматизированный комплекс для мойки колесных пар | пр. «ИРТРАНС» | ||
| Автоматизированный комплекс для мойки подшипников | пр. «ИРТРАНС» | ||
| Автоматизированный комплекс для мойки корпусов букс и деталей буксового узла | пр. «ИРТРАНС» | ||
| Транспортер корпусов и деталей букс | пр. Т1308.17.М. ПКБ ЦВ | ||
| Желоб для транспортировки подшипников | пр. Т634.М. ПКБ ЦВ |
Продолжение таблицы 3
| Стенд контроля внутреннего диаметра роликовых букс | КРБ-02 пр. ПКБ ЦВ | ||
| Дефектоскоп для стопорных планок | МД-12 ПШ | ||
| Установка диагностирования подшипников | «УДП-ИНФОТЕКС» пр. ЗАО «НПЦ-Инфотэкс» | ||
| Дефектоскоп для гребней колесных пар | УДС 2-32 | ||
| Дефектоскоп для дисков и поверхностей катания колес | ВД-12-НФ или ВД-113 | ||
| Дефектоскоп для шейки оси колесной пары | МД-12 ПШ | ||
| Дефектоскоп для предподступичной и подступичной частей оси колесных пар | УД 2-102 | ||
| Дефектоскоп для средней части оси колесных пар | МД-13ПР | ||
| Комплекс для диагностирования подшипников и буксовых узлов с регистрацией параметров – выходной контроль | МСД-02 | ||
| Стенд для дефектации полиамидных сепараторов подшипников | пр. КС-221А | ||
| Измерительный прибор для внутренних колец | мод. 4155 | ||
| Измерительный прибор для контроля и сортировки роликов | мод. 4152 | ||
| Автоматизированная бесконтактная установка для измерения параметров колесных пар | «ПРОФИЛЬ» пр. ООО ««АГРОЭЛ» | ||
| Установка для подбора сепараторов | пр. БВ-9271 | ||
| Стенд для демонтажа буксового узла | пр. Т1308.09.М. ПКБ ЦВ | ||
| Стенд для монтажа буксового узла | пр. Т1308.14.М. ПКБ ЦВ | ||
| Установка для демонтажа внутренних и лабиринтных колец | УДБ-2 | ||
| Установка для монтажа внутренних и лабиринтных колец | ГД-503 | ||
| Автомат зачистки торцов роликов | АЗТ-4 | ||
| Автомат зачистки цилиндрической поверхности роликов | АЗЦ-3 | ||
| Измерительный прибор для контроля блоков подшипников с паспортизацией данных | мод. 4156 | ||
| Станок для шлифовки наружных и внутренних колец подшипников | ВП 250-0-0 |
Продолжение таблицы 3
| Прибор для контроля плотности посадки внутренних колец | мод. ПС-219.1 ООО «Микроакустика» | ||
| Сварочный полуавтомат для наплавки корпусов букс | ПДГО-501-3, ВДУ-601 | ||
| Фрезерный станок для механической обработки корпусов букс | мод. ФТ.02.600 «РИТЦ» | ||
| Информационное обеспечение | АРМ «Колесо» в составе АСУ ВЧД | ||
| и далее в соответствии с принятым технологическим процессом | |||
| Примечание:Наименование оборудования, тип, марка, № проекта могут изменяться при модернизации, усовершенствованию последнего или поступлении нового оборудования |
Таблица 4 – Примерный перечень основного технологического оборудования вагоносборочного участка депо по ремонту пассажирских вагонов
| № пп | Наименование оборудования | Тип, марка, № проекта | Кол-во |
| Кран мостовой | ГОСТ 24387, Q=12,5т | ||
| Электродомкраты стационарные | ГОСТ 24387,ТЭД-30 | ||
| Тяговый конвейер для перемещения вагонов | пр.10.00.ПКБ ЦВ | ||
| Тяговой конвейер для перемещения тележек | пр. 214.00.ПКБ ЦВ | ||
| Двухпроводная электросварочная линия со стационарными постами подключения | ВКСМ-1000 | ||
| Установка ацетиленокислородной сварки | УАС-6 | ||
| Приспособление для демонтажа и монтажа поглощающих аппаратов | пр. 427 ПКБ ЦВ | ||
| Слесарная площадка (пар) | пр.Т425.00.ПКБ ЦВ | ||
| Тележка для снятия и постановки вагонных генераторов | пр.Т409 ПКБ ЦВ | ||
| Установка для наплавки тарелей | пр. ВНИИЖТ | ||
| Установка опробования тормозов | |||
| Механизированная окрасочная установка | |||
| Терморадиационная сушильная установка | |||
| Электрокара | ЭП-006-2 | ||
| Электропогрузчик | ЭП 103 |
Продолжение таблицы 4
| Информационное обеспечение | АРМ в составе АСУ ВЧД | ||
| и далее в соответствии с принятым технологическим процессом | |||
| Примечание:Наименование оборудования, тип, марка, № проекта могут изменяться при модернизации, усовершенствованию последнего или поступлении нового оборудования |
Таблица 5 – Примерный перечень основного технологического оборудования тележечного участка депо по ремонту пассажирских вагонов
| № пп | Наименование оборудования | Тип, ГОСТ, основные характеристики | Кол-во |
| Кран мостовой | ГОСТ 24378, Q=10 тс | ||
| Моечная машина | ММД-4. Пр. «ИРТРАНС» | ||
| Пресс для разборки-сборки центрального рессорного подвешивания | пр.Т522.02.ПКБ ЦВ | ||
| Гайковерты | ГГШ-91 | ||
| Кантователь рамы тележки | пр.522.08. ПКБ ЦВ | ||
| Кантователь надрессорной балки тележки | пр.522.09. ПКБ ЦВ | ||
| Выпрямитель сварочный | ВДУ- 506 | ||
| Газосварочный комплекс | КГС-2-76 | ||
| Стенд для испытания деталей люлечного подвешивания в сборе | |||
| Стенд для испытания траверс на растяжение | |||
| Дефектоскоп вихретоковый | ВД-15 НФ | ||
| Дефектоскоп магнитопорошковый | МД-12 ПЭ | ||
| Стол для клеймения деталей | |||
| Информационное обеспечение | АРМ в составе АСУ ВЧД |
Таблица 6 – Примерный перечень основного технологического оборудования
колесно-роликового участка депо по ремонту пассажирских вагонов
| № п/п | Наименование оборудования | Тип, ГОСТ, основные характеристики | Кол-во |
| Кран-балка | ГОСТ 24328-80, Q=3т, | ||
| Колесотокарные станки | мод. «UBB-112 | ||
| далее см. таблицу 3 и в соответствии с принятым технологическим процессом, за исключением оборудования по ремонту корпуса буксы грузового вагона |
Приложение 4
Объемная планировка промышленных зданий
В основу разработки компоновочного плана закладываются расчетные линейные размеры (длина, ширина и высота) цеха, участка и поточных линий, величина… При размещении цехов, участков и отделений вагоноремонтного предприятия… 1) обеспечить минимальный путь движения ремонтируемых объектов в цех и внутри его;Приложение 5
Схемы изображения строительных элементов

Рисунок 1 – Схематический план одноэтажного здания

Рисунок 2 – Размещение колонн в различных узлах сетки разбивочных осей
(узлы к рисунку 1)

Рисунок 3 – Варианты привязки крайних колонн к продольной разбивочной оси
в разрезе
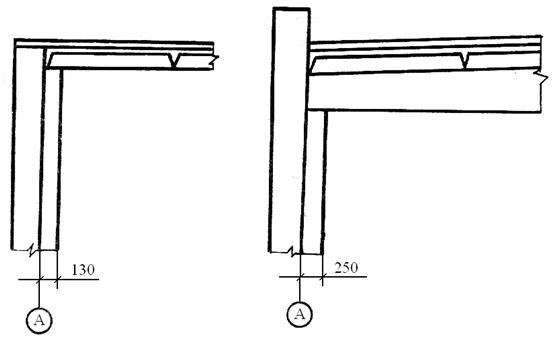
Рисунок 4 – Варианты привязки несущих стен к разбивочным осям

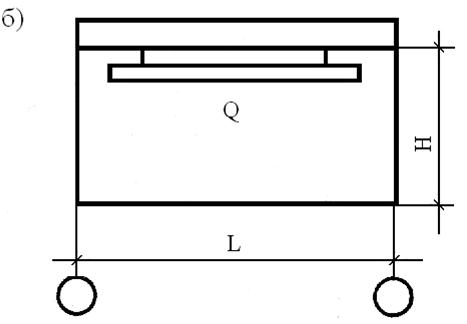
Рисунок 5 – Схемы одноэтажных зданий: а) с мостовыми кранами б) без мостовых кранов
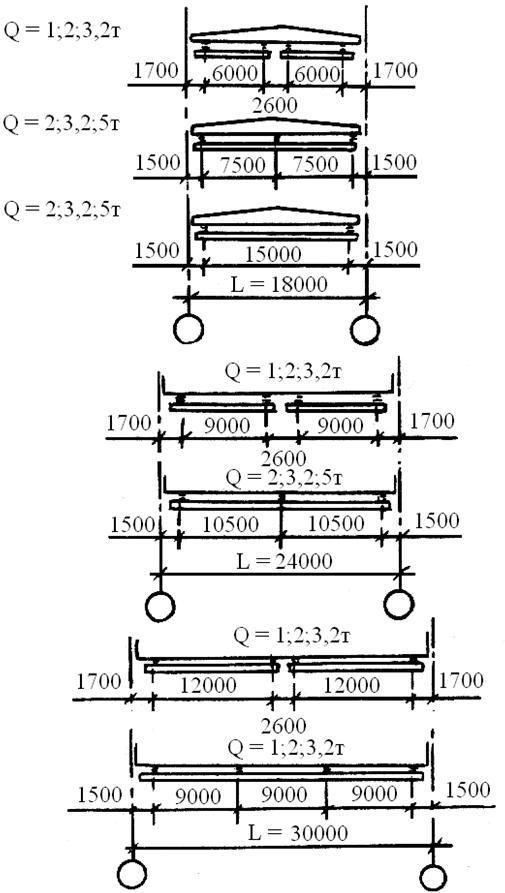
Рисунок 6 – Схемы расположения подвесных кранов при пролетах 18, 24 и 30м
 |
Рисунок 7 – Расположение раздвижных ворот и входных дверей:
а) железнодорожные ворота б) автомобильные ворота

Рисунок 8 – Фундаменты сборных железобетонных колонн
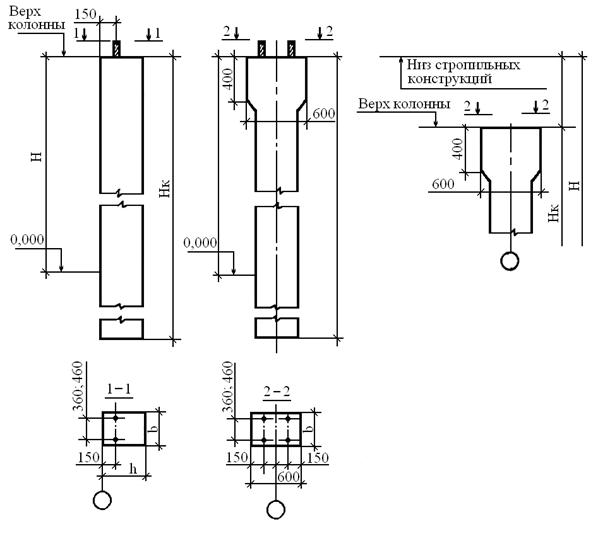
Рисунок 9 – Конструкции колонн для зданий без мостовых кранов
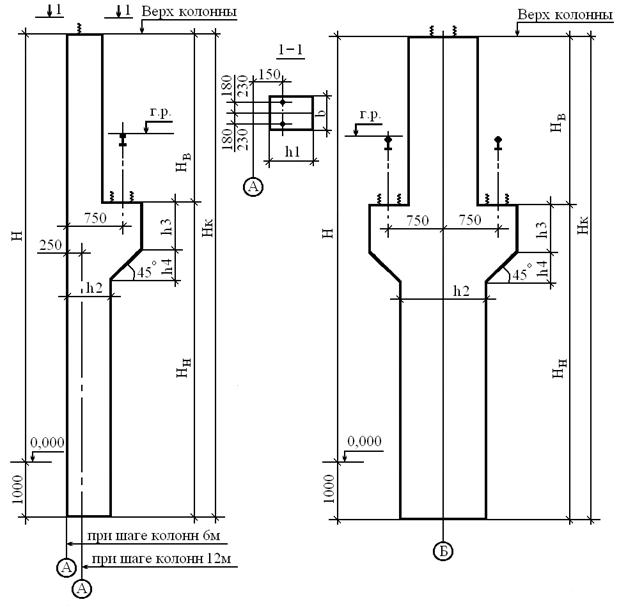
Рисунок 10 – Конструкции колонн прямоугольного сечения для зданий с мостовыми кранами
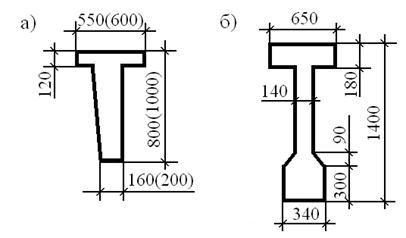
Рисунок 11 – Сечения подкрановых балок: а) пролетом 6м (размеры в скобках при
Q = 30т); б) пролетом 12м
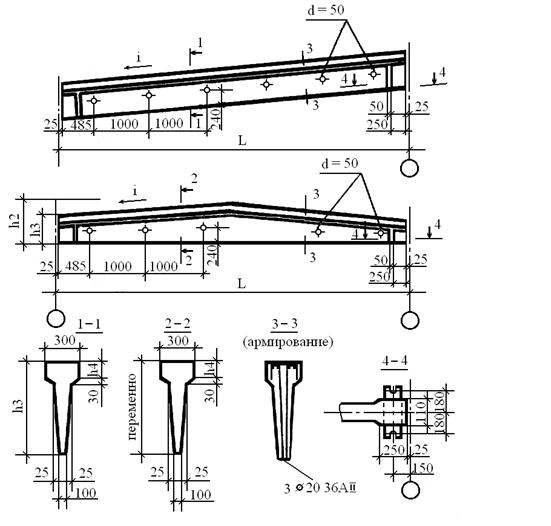
Рисунок 12 – Конструкции балок скатных покрытий пролетом 6 и 9 м

Рисунок 13 – Конструкции балок скатных покрытий пролетом 12 и 18м
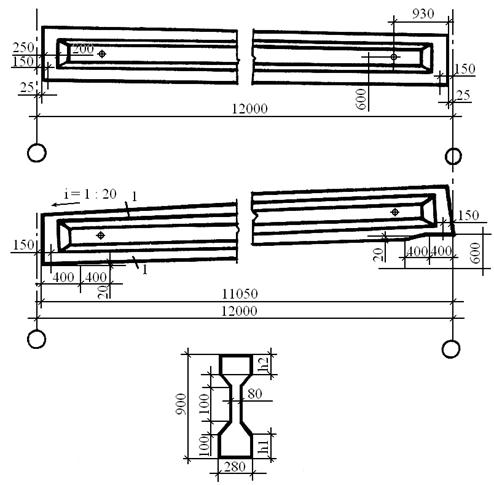
Рисунок 14 – Конструкции балок плоских и малоуклонных покрытий пролетом 12 м
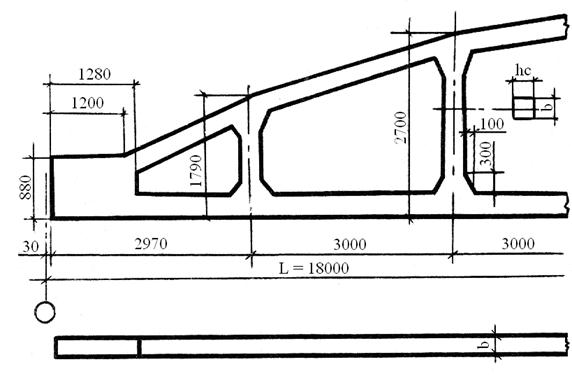
Рисунок 15 – Конструкция стропильной безраскосой фермы пролетом 18 м
для скатных покрытий

Рисунок 16 – Конструкция стропильной безраскосной фермы пролетом 18 м для
малоуклонных покрытий
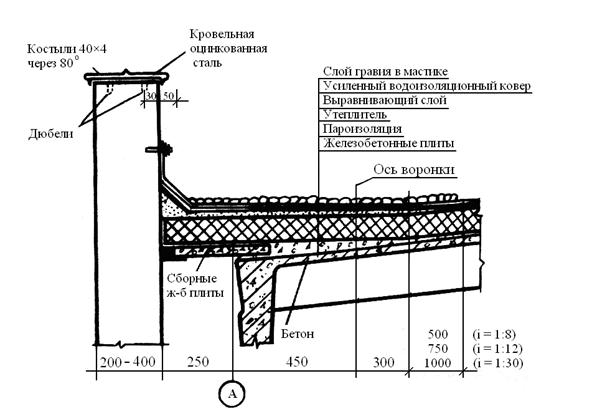
Рисунок 17 – Детали покрытий пристенной кровли у панельной стены
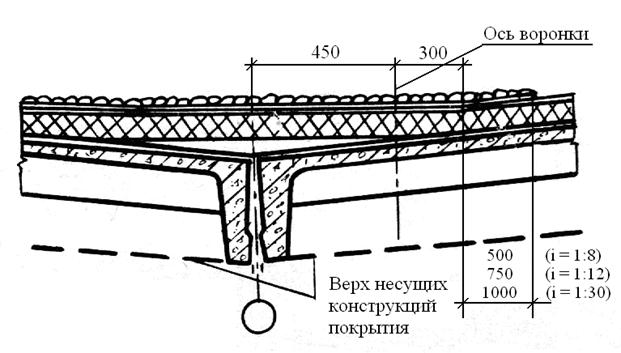
Рисунок 18 – Детали покрытий продольной кровли

Рисунок 19 – Детали покрытий кровли в глухом примыкании покрытия к продольной
стене повышенного пролета
Рисунок 20 – Конструкция светоаэрационных фонарей
Приложение 6
Примеры выполнения графической части проекта
См. далее отдельным файлом
– Конец работы –
Используемые теги: Вагоноремонтные, пред, ятия, Маркетинговая, деятельность0.084
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Вагоноремонтные предприятия и их маркетинговая деятельность
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.168 сек.
Новости и инфо для студентов