рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Мета роботи
Реферат Курсовая Конспект
Мета роботи
Мета роботи - раздел Философия, Класифікація металорізального обладнання та система позначень металорізальних верстатів Вивчити Основні Класи Металорізального Обладнання Та Систему Позначень Метало...
Вивчити основні класи металорізального обладнання та систему позначень металорізальних верстатів.
1.2 Теоретичні відомості
Основним завданням машинобудівного заводу є дешеве і якісне виготовлення виробів різного призначення: автомобілів, пакувального обладнання, сільськогосподарських машин, металорізальних верстатів, тепловозів, вагонів, машин легкої промисловості та ін. Більшість деталей машин виготовляється з металевих заготовок, які повинні бути певної форми, заданих розмірів, потрібної міцності та інших заданих якостей: точності, шорсткості, маси, габаритів. Виробництво деталей складається, звичайно, з декількох послідовних металургійних та механічних процесів, котрі деколи доповнюються хімічними процесами.
Більшість деталей машин отримує свою остаточну форму і розміри обробкою заготовок різноманітними різальними інструментами на металорізальних верстатах в механічних цехах машинобудівних заводів.
Виготовлені на верстатах деталі збираються в окремі вузли, з яких складаються машини.
Металорізальні верстати, поряд з пресами та молотами - це той вид обладнання, який лежить в основі виробництва усіх сучасних машин, приладів, інструментів.
Вартість механічної обробки деталей на металорізальних верстатах досить велика. Наприклад, в машинобудуванні вона складає 3О...40 % вартості готової деталі. Тому кожний процент підвищення продуктивності верстатів, внаслідок чого знижується собівартість деталей, має велике народногосподарське значення. Крім того, кількість металорізальних верстатів, їх технічний рівень і стан значною мірою характеризують виробничу потужність держави.
Щоразу збільшується випуск верстатів з числовим програмним керуванням (ЧПК), автоматів і напівавтоматів, спеціальних і спеціалізованих верстатів, важких і унікальних верстатів, прецизійного обладнання. Передбачено підвищення продуктивності металорізальних верстатів, їх надійності та точності.
1.2.1 Класифікація металообробного обладнання.
Металорізальним верстатом називається машина, яка призначена для обробки заготовок певної форми відповідно до креслення деталі зняттям стружки. Обробка здійснюється переважно різанням лезовим або абразивним інструментом. Металорізальні верстати класифікуються за різними ознаками.
За ступенем універсальності металорізальні верстати діляться на такі групи:
1) універсальніабо загального призначення, на яких виконують різноманітні операції обробки деталей широкої номенклатури в індивідуальному та дрібносерійному виробництвах, а також використовують при ремонтних роботах; верстати для особливо широкого діапазону робіт називають широко універсальними ;
2) спеціалізованіверстати призначені для обробки однотипних деталей порівняно вузької номенклатури. Прикладом можуть бути токарні верстати для обробки колінчастих валів або шліфувальні верстати для обробки кілець кулькових вальниць. Спеціалізовані верстати відрізняються високим ступенем автоматизації і їх використовують у великосерійному виробництві при великих партіях, що вимагають нечастого переналагодження;
3) спеціальніверстати використовують для продуктивної обробки деталей одного типорозміру або декількох майже однакових деталей в умовах масового виробництва. Це - верстати з високим ступенем автоматизації.
За ступенем автоматизації верстати діляться на автомати і напівавтомати.
Автоматомназивають такий верстат, на якому після налагодження усі рухи, що необхідні для виконання циклу обробки, в тому числі завантаження заготовок і розвантаження оброблених деталей, автоматизовані. Робітник повинен лише поповнювати запас заготовок в магазині (бункері) або вставляти пруток, періодично контролювати розміри оброблених деталей.
Цикл роботи напівавтоматавиконується також автоматично, за винятком завантаження-розвантаження, які виконує робітник; він же здійснює пуск напівавтомата після завантаження наступної заготовки.
З метою комплексної автоматизації у великосерійному і масовому виробництві створюють автоматичні лініїта комплекси, що об'єднують різні автомати, а для дрібносерійного виробництва — гнучкі виробничі модулі та системи.
Автоматизація дрібносерійного виробництва деталей досягається застосуванням верстатів з програмним керуванням.
За ступенем точності верстати діляться на класи:
Н — нормальної точності;
П — підвищеної точності;
В — високої точності;
А — особливо високої точності (прецизійні);
С — надвисокої точності (майстер-верстати).
Верстати класів А, В, С експлуатуються у спеціальних термоконстантних приміщеннях, в яких автоматично підтримується стала температура та вологість повітря.
За масою верстати діляться на:
легкі - до 1 т,
середні - до 10т,
великі - до ЗО т,
важкі - до 100 т,
надважкі (унікальні) - більше як 100 т.
1.2.2 Система позначення металорізальних верстатів
Парк верстатів сучасного виробництва різноманітний. Для зручності класифікації кожному верстату присвоюється шифр (індекс). Індексатор базується на десятковій системі позначення, тому верстати діляться на десять груп, яким надані номери від 0 до 9.
Типам верстатів в межах кожної групи також присвоєні номери від 0 до 9. Умовне позначення моделі верстата складається з трьох або чотирьох цифр, інколи з додатком букв, які позначають додаткову характеристику верстату. Перша цифра вказує групу, друга - тип, третя і четверта характеризують один з найважливіших розмірів верстату, оброблюваної деталі або інструмента. Буква, якщо вона знаходиться між цифрами, вказує на модернізацію верстату. Буква, написана після усіх цифр, означає модифікацію (видозміну) базової моделі або клас точності верстату. Наприклад, верстат 2Н135: 2 означає — свердлильний, Н — модернізований, 1 — вертикальний, 35 — максимальний діаметр свердління. Верстат 16К20П : 1 — токарний, 6 — гвинторізний, К — модернізований, 20 - висота центрів 20 см, П — підвищеної точності.
Цифра, яка записана в кінці шифру, через риску, означає кількість шпинделів автомату або напівавтомату. Наприклад, 1Б240-6: 1 - токарний, Б - модернізований, 2 - багатошпиндельний автомат, 40 - максимальний діаметр оброблюваного прутка, 6 - кількість шпинделів.
1.2.3 Головні ознаки металорізальних верстатів різних класифікаційних груп
На рисунку 1.1 наведені групи різноманітних металорізальних верстатів [9].
1. Група токарних верстатів (поз. 1—6) складається з верстатів, призначених для обробки поверхонь обертання. Об'єднуючою ознакою верстатів цієї групи є використання обертального руху у якості руху різання заготівки.
2. Група свердлильних та розточувальних верстатів (поз. 7—10) включає свердлильні і розточувальні верстати. Об'єднуючою ознакою цієї групи верстатів є обробка круглих отворів. Рухом різання служить обертальний рух інструмента, якому звичайно надається також рух подачі. У горизонтально-розточувальних верстатах подача може здійснюватися переміщенням столу з оброблюваною деталлю.
3. Група шліфувальних, полірувальних, викінчувальних, заточувальних верстатів (поз. 20—24) поєднується по ознаці використання у якості різального інструменту абразивних шліфувальних кругів.
4. Група комбінованих електро-фізико-хімічних верстатів поєднується за ознакою використання електро-хімічних методів обробки.
5. Група зубо –та різеобробних верстатів включає усі верстати, що служать для обробки зубів коліс і нарізей, у тому числі шліфувальні.
6. Група фрезерних верстатів (поз. 11—14) складається з верстатів, що використовують багатолезові інструменти — фрези.
7. Для групи стругальних і довбальних верстатів (поз. 15—17) загальною ознакою є використання прямолінійного зворотньо-поступального руху різця відносно оброблюваної деталі.
Група протяжних верстатів (поз. 18 і 19) використовує протяжки – спеціальний багатолезовий інструмент.
8. Група розрізних верстатів включає всі типи верстатів, призначених для розрізування і розпилювання катаних матеріалів (прутки, кутики, швелери і т.п.).
9. Група різних і допоміжних верстатів поєднує усі верстати, що не відносяться ні до однієї з перерахованих вище груп.
Нульова група являється резервною.

Рисунок 1.1 – Групи верстатів
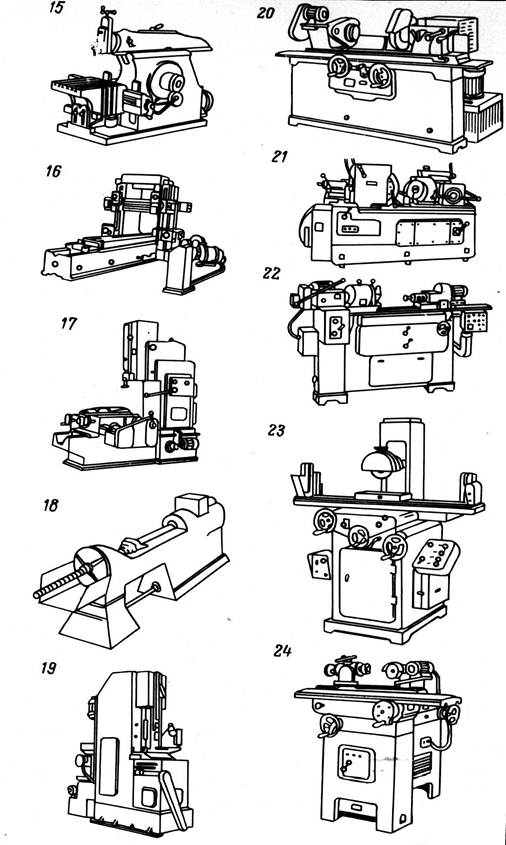
Продовження рисунка 1.1
1.2.4 Система позначень верстатів з числовим програмним керуванням (ЧПК)
Залежно від ступеня автоматизації і типу системи ЧПК до основного позначення моделі верстата додається один з таких індексів: Ц — верстати з цикловим керуванням; Ф1 - верстати з цифровою індикацією положення, а також з попереднім набором координат; Ф2 — позиційні та прямокутні системи ЧПК; ФЗ — контурні системи ЧПК; Ф4 - універсальні, комбіновані (для позиційної і контурної обробки) системи ЧПК; Т- верстати з оперативною системою керування. Наприклад, 1713Ц - токарний багаторізцево-копіювальний напівавтомат з цикловим програмним керуванням; 6Р1ФЗ - вертикально-фрезерний консольний верстат з контурною системою ЧПК і першим типорозміром стола.
Крім того, додаються індекси, які відображають конструктивні особливості верстатів, які пов'язані з автоматичною зміною інструменту: Р - зміна інструменту поворотом револьверної голівки; М - зміна інструменту з магазина. Індекси Р і М ставляться перед індексами Ф2 і ФЗ. Наприклад, 6Р13РФЗ - вертикально-фрезерний консольний верстат з контурною системою ЧПК, револьверною голівкою і третім типорозміром столу.
Моделі спеціалізованих і спеціальних верстатів позначають однією або двома буквами, до яких додають також цифри, що означають порядковий номер моделі верстату. Наприклад, Львівський завод фрезерних верстатів має індекс ЛФ.
1.2.5 Рухи в металорізальному обладнанні
Кожний металорізальний верстат має багато робочих органів, яким надаються рухи, що визначаються призначенням верстату і характером робіт, які на ньому виконуються. Такими робочими органами є шпинделі, супорти, столи, інструментальні голівки, полозки, каретки та ін.
Для того щоб отримати деталь потрібної форми і розмірів із заготівки в процесі її обробки, на металорізальному верстаті знімають припуск у вигляді остружка. Форма обробленої поверхні залежить від рухів, які надає верстат заготівці і інструменту, від узгодження цих рухів і виду різального інструменту.
Процес зняття остружка виконується на верстаті робочими рухами(рухами формоутворення). Робочими рухами верстата є головний рух(рух різання), який відбувається з найбільшою швидкістю, що дорівнює швидкості зняття остружка із заготівки. Рух подачівідбувається зі значно меншою швидкістю; він дає змогу поширити процес різання на всю поверхню заготівки, що оброблюється. Головний рух може бути обертальний (в токарних, свердлильних, фрезерних та інших верстатах) і поступально-зворотній (в стругальних, довбальних, протяжних та інших верстатах). Головний рух надається інструменту, наприклад, у фрезерних, свердлильних, поперечно-стругальних верстатах або заготівці в токарних, повздовжньо-стругальних. Рух подачі надається інструменту в токарних, свердлильних і повздожньо-стругальних верстатах, а заготівці - у шліфувальних, фрезерних, поперечно-стругальних та інших верстатах.
Окрім робочих рухів у верстатах існують рухи, мета яких підготувати процес різання. До них відносяться рухи: підведення і відведення інструменту, вмикання, вимикання, перемикання швидкостей і подач і т.д.
Робочі рухи виконуються завжди механічно, лише як виняток, у легких верстатах рух подачі виконується вручну (наприклад, настільно-свердлильний).
Допоміжні рухи в неавтоматизованих верстатах виконуються часто вручну.
У верстатах-автоматах усі робочі і допоміжні рухи автоматизовані.
1.3 Хід виконання роботи
1. Визначити до якої класифікаційної групи відносяться задані викладачем металорізальні верстати.
2. Розшифрувати позначення заданих верстатів.
3. Визначити до якої групи відносяться задані верстати за ступенем універсальності, автоматизації, точності та за масою.
4. Ескізно зобразити задані верстати та вказати з яких основних вузлів вони складаються.
5. Описати головні рухи металорізальних верстатів (рухи формоутворення) та рухи подачі.
6. Описати які технологічні операції обробки можна проводити на даних верстатах.
1.4 Контрольні запитання
1. Що називають металорізальним верстатом?
2. Як класифікують металорізальні верстати за ступенем: універсальності; автоматизації; точності? Як поділяються верстати за масою?
3. На які групи поділяються металорізальні верстати за функціональним призначенням?
4. З чого складається позначення металорізального верстату?
5. Класифікація рухів у металорізальних верстатах? Дати характеристику робочим рухам для різних груп верстатів?
– Конец работы –
Эта тема принадлежит разделу:
Класифікація металорізального обладнання та система позначень металорізальних верстатів
Дисципліна Вступ до фаху відноситься до циклу дисциплін професійної та... Лабораторні роботи освітлюють наступні теми...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Мета роботи
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.022 сек.
Новости и инфо для студентов