Зенкери, зенковки, розвертки
За формою зенкери бувають циліндричними і конічними, по устрою— цільними і насадними, а по кількості різальних лез — тризубими і четирьохзубими (рис. 8.3) [13].

Рисунок 8.3 – Зенкери:
а — цільний;
б — насадний;
в — торцевий;
г — зенковки
Циліндричний зенкер нагадує спіральне свердло, але відрізняється від нього більшою кількістю і меншою довжиною різальних лез.
На рисунку 8.3 показані деякі зенкери та оброблювані ними поверхні. Цільним (рис. 8.3, а) і насадним (рис. 8.3, б) зенкером обробляють внутрішні поверхні отворів.
Для обробки торцевих поверхонь користуються торцевими зенкерами (рис. 8.3, в).
Зенковки роблять циліндричними і конічними. Серед конічних найбільш поширені зенковки з кутами конуса при вершині 30, 60, 90 і 120°. На рисунку 8.3,г зображені різні зенковки і показано, які роботи можна виконувати ними.
Розвертки бувають ручними (рис.8.4, а), машинними (рис. 8.4, б), насадними (рис.8.4, в), циліндричними і конічними.
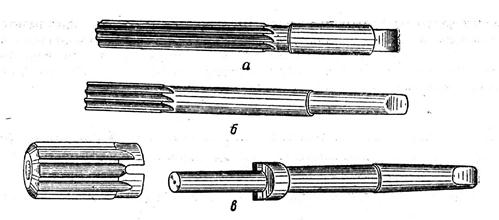
Рисунок 8.4 – Розвертки: а — ручна; б- машинна; в — насадна
 Ручна розвертка (рис. 8.5, а) складається з робочої частини 4, шийки 3, хвостовика 2 і квадратної головки 1. Робоча частина у свою чергу поділяється на забірну 6 і калібрувальну 5. Забірна частина забезпечує правильний напрямок руху розвертки і виконує головну частину роботи різання, для чого зубці цієї частини загострені (рис.8.5, 6) за рахунок утворення заднього кута. Калібрувальна частина призначена для остаточної чистової обробки і загладжування поверхні отвору, для чого на вершинах зубців зроблені стрічки шириною 0,3—0,5 мм (рис. 8.5, в). Якість роботи розвертки великою мірою залежить від кроку різальних зубців. Найбільш точну і правильну поверхню одержують розвертками, що мають перемінний крок і спіральні зубці, тому що цими розвертками стружка знімається в різних місцях поверхні.
Ручна розвертка (рис. 8.5, а) складається з робочої частини 4, шийки 3, хвостовика 2 і квадратної головки 1. Робоча частина у свою чергу поділяється на забірну 6 і калібрувальну 5. Забірна частина забезпечує правильний напрямок руху розвертки і виконує головну частину роботи різання, для чого зубці цієї частини загострені (рис.8.5, 6) за рахунок утворення заднього кута. Калібрувальна частина призначена для остаточної чистової обробки і загладжування поверхні отвору, для чого на вершинах зубців зроблені стрічки шириною 0,3—0,5 мм (рис. 8.5, в). Якість роботи розвертки великою мірою залежить від кроку різальних зубців. Найбільш точну і правильну поверхню одержують розвертками, що мають перемінний крок і спіральні зубці, тому що цими розвертками стружка знімається в різних місцях поверхні.
При роботі вручну розвертки обертають воротком у напрямку годинної стрілки, несильно натискаючи на неї зверху для здійснення подачі.
Машинні розвертки застосовують при роботі на верстатах. Для правильної установки розверток, особливо чистових, використовують спеціальні оправки.
Рисунок 8.5 – Ручна циліндрична розвертка:
а — загальний вигляд;
б — перетин забірної частини;
в — перетин калібрувальної частини
8.2.4 Пристосування для закріплення свердел і оброблюваних деталей
Для закріплення різальних інструментів застосовують патрони і перехідні конічні втулки. На рис.8.6, а зображений двохкулачковий свердлильний патрон, який застосовується для закріплення свердел і інших інструментів з циліндричними хвостовиками.

Рисунок 8.6 – Свердлильні патрони:
а — двохкулачковий; б — трьохкулачковий
У корпусі 1 патрона зроблені прорізи 2, до яких припасовані призматичні кулачки 3 і 4 із прямокутною різзю на бічних поверхнях, за допомогою якої кулачки з'єднуються з гвинтом 5, що має з одного кінця праву, а з іншого — ліву різь. При обертанні гвинта ключем 6 кулачки сходяться або розходяться, у залежності від напрямку обертання. Для установки і закріплення у шпинделі верстата патрон оснащений конічним хвостовиком 7, що є змінною деталлю і підбирається відповідно до розміру конічного отвору шпинделю верстата.
Більше розповсюдженим є трьохкулачковий патрон (рис.8.6, 6). У корпусі 1 цього патрона зроблено три отвори під кутом, у які вставлені циліндричні кулачки 2 з різзю на зовнішній поверхні. Зовні корпуса на різь кулачків нагвинчена гайка 3, що має на нижній торцевій поверхні зубці та жорстко з'єднана з кільцем 4. Ключ 5 патрона має головку у вигляді конічного зубчастого колеса з циліндричним хвостовиком. Для того, щоб затиснути свердло у патроні, вставляють ключ хвостовиком у гніздо 6 корпуса. При цьому конічне зубчасте колесо ключа входить у зачеплення з зубцями гайки й обертає її. Обертаючись, гайка 3 рівномірно опускає або піднімає кулачки. Опускаючись, кулачки затискають свердло, а піднімаючись — звільняють його.
Для закріплення свердел з конічними хвостовиками застосовують довгі і короткі перехідні конічні втулки різних розмірів.
Великі деталі закріплюють безпосередньо на столі верстата за допомогою болтів і прихоплювачів, для чого в столі передбачені спеціальні пази. Для установки і закріплення циліндричних деталей застосовують призми (рис.8.7, а) і струбцини (рис.8.7, б). На рис. 8.7,в показано приклад закріплення на столі верстату циліндричного валика.

Рисунок 8.7 – Пристосування для закріплення циліндричних заготовок при свердлінні: а — призми; б — струбцини; в — приклад закріплення валика на столі свердлильного верстату
Для установки і закріплення деталей складної форми користуються косинцями, які бувають звичайними (рис.8.8, а) і універсальними (рис.8.8, б). Полки косинців можна переміщати одну щодо іншої і закріплювати під необхідним кутом.

Рисунок 8.8 – Косинці для закріплення деталей складної форми:
а — звичайний; б — універсальний
Для закріплення дрібних деталей основним універсальним пристосуванням є машинні тиски, що бувають нерухомими і поворотними. Якщо дрібні деталі мають складну форму, то застосовують тиски зі змінними губками, профіль яких відповідає профілю деталі.
8.2.5 Свердлильні верстати
Крім основного призначення, свердлильні верстати використовують для зенкувания, зенкерувания, розвертання і розточування отворів, а також для нарізання різей мітчиками. На рисунку 8.9 представлений загальний вид сучасного свердлильного верстату моделі 2А-150.
На масивній фундаментній плиті 1, відлитій із сірого чавуну, закріплена болтами пустотіла чавунна станина 2, що складає разом із плитою остів верстата, на якому монтуються всі інші частини.
Зверху станини встановлена і закріплена шпиндельна головка 5 — чавунний корпус, у якому розміщена система зубчастих коліс, призначена для передачі і перетворення руху від електродвигуна 4 до шпинделя 6. Шпиндель являє собою вертикально розташований сталевий циліндричний вал, у нижньому кінці якого зроблений конічний отвір для установки і закріплення свердел. Шпиндель проходить через коробку подач 3 — литий чавунний корпус із кришкою, у якому розміщена система зубчастих коліс, призначених для здійснення подачі. Подача може виконуватися і вручну, для чого передбачений спеціальний штурвал; при переході на ручну подачу механічну виключають. Оброблювану деталь установлюють на столі 7, який можна піднімати й опускати.
 Верстат обладнаний системою охолодження, яка складається з насоса, що приводиться в дію електродвигуном, фільтра і трубопроводу, по якому охолоджена рідина підводиться до свердла.
Верстат обладнаний системою охолодження, яка складається з насоса, що приводиться в дію електродвигуном, фільтра і трубопроводу, по якому охолоджена рідина підводиться до свердла.
Рисунок 8.9 – Загальний вид свердлильного верстата (модель 2А 150)
8.3 Хід виконання роботи
1. Ознайомитись з інструментами для обробки отворів: свердлами, зенкерами, зенковками, розвертками. Зробити креслення виданих інструментів і вказати з яких частин вони складаються.
2. Ознайомитись із конструкцією свердлильного верстату. Зробити ескіз. Вказати основні частини та їх призначення.
3. Ознайомитись з пристосуваннями для закріплення різального інструменту і оброблюваних деталей.
4. Провести обробку отворів за допомогою виданих інструментів.
8.4 Контрольні запитання
1. Які способи обробки деталей на свердлильних верстатах ви знаєте? Чим вони відрізняються один від одного?
2. Назвіть основні частини, з яких складається свердло.
3. З яких основних частин складається розвертка?
4. Які пристосування для закріплення різальних інструментів ви знаєте?
5. Які пристосування використовують для закріплення заготовок на свердлильних верстатах?
6. Назвіть основні частини свердлильного верстата та їх призначення.
ЛАБОРАТОРНА РОБОТА №9
ВИВЧЕННЯ ТИПІВ РІЗЦІВ