рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Мета роботи
Реферат Курсовая Конспект
Мета роботи
Мета роботи - раздел Философия, Класифікація металорізального обладнання та система позначень металорізальних верстатів Ознайомитись Із Методами Установки І Закріплення Заготовок, А Також Із Метода...
Ознайомитись із методами установки і закріплення заготовок, а також із методами обробки зовнішніх та внутрішніх циліндричних і конічних поверхонь деталей на токарних верстатах.
11.2 Теоретичні відомості
11.2.1 Установка і закріплення заготовок [4]
Для установки та закріплення заготовок на верстатах застосовують пристосування загального призначення, до яких відносяться патрони , центри, хомутики.
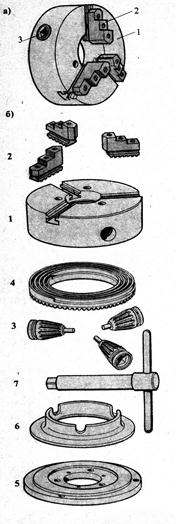 Заготовки, що мають правильні зовнішні циліндричні поверхні, а також попередньо проточені деталі закріплюють в трьохкулачковому самоцентрувальному патроні. В ньому всі три кулачки сходяться до центру і розходяться одночасно, тому забезпечується співпадіння осі заготовки з віссю шпинделю. Найбільш розповсюджений трьохкулачковий самоцентрувальний патрон показаний на рисунку 11.1.
Заготовки, що мають правильні зовнішні циліндричні поверхні, а також попередньо проточені деталі закріплюють в трьохкулачковому самоцентрувальному патроні. В ньому всі три кулачки сходяться до центру і розходяться одночасно, тому забезпечується співпадіння осі заготовки з віссю шпинделю. Найбільш розповсюджений трьохкулачковий самоцентрувальний патрон показаний на рисунку 11.1.
Рисунок 11.1 – Трьохкулачковий самоцентрувальний патрон:
а – загальний вид, б – устрій,
1 – корпус, 2 – кулачки, 3 – конічні зубчасті колеса, 4 – конічний диск зі спіральною різзю, 5 – планшайба. 6 – проміжний диск, 7- ключ
В радіальних пазах корпуса 1 патрона розташовані три кулачки. Своїми спіральними виступами кулачки входять в канавки спіральної різі конічного зубчастого колеса 3. Це колесо обертається за допомогою ключа 7, що вводиться в гніздо одного із трьох малих зубчастих коліс 3, які спряжені з великим конічним диском 4. По спіральній різі великого конічного колеса кулачки патрона можуть одночасно рухатись до центру чи від центра і таким чином затискувати чи звільняти заготовку.
Заготовки великих діаметрів закріплюють в зворотних кулачках, в цьому випадку уступи кулачків утворюють надійний упор заготовці (рис 11.2)
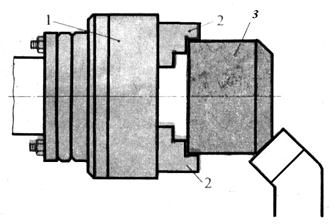
Рисунок 11.2 – Закріплення заготовки в зворотних кулачках патрона:
1 – корпус патрона, 2 – кулачок, 3 – заготовка
Чотирьохкулачковий патрон має чотири затискних кулачки, які рухаються незалежно один від одного в пазах корпусу 1 (рис. 11.3). На кожному кулачку мається напівгайка, яка спряжена з гвинтом, розташованим в пазу. Для закріплення заготовки в патроні ключ 4 вводиться в гніздо гвинта 3.
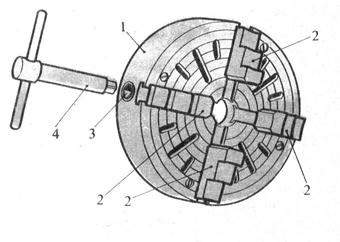
Рисунок 11.3 - Чотирьохкулачковий патрон
Заготовки діаметром до 60 мм. з попередньо обробленою поверхнею доцільно закріпляти в обтискному цанговому патроні (рис. 11.4). Цанга 4 – це тонкостінна загартована стальна втулка з прорізями, яка стискаючись при накручуванні гайки 1 на різь циліндричної ділянки корпусу 3 патрона входить в конічну розточку корпусу.

Рисунок 11.4 – Цанговий патрон: 1 – натискна гайка,
2 – регульований упор, 3 – корпус, 4 – цанга, 5 – гвинт
Для закріплення тонкостінних заготовок, коли звичайні кулачки можуть визвати прогин стінок, застосовують розрізну втулку (рис. 11.5).
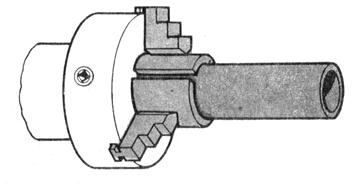
Рисунок 11.5 – Закріплення тонкостінних заготовок за допомогою розрізної втулки
Заготовки деталей типа валів, довжина яких перевищує діаметр в п’ять і більше разів, обробляють з установкою конічними поверхнями центрових отворів на центрах верстата (установка в центрах). В якості затискних пристосувань використовують: передній опорний центр, що закріплюється в шпинделі верстата, і задній опорний центр, що закріплюється в пінолі задньої бабки. Передній центр обертається разом із заготовкою, а задній центр нерухомий, тому між заготовкою і заднім центром виникає тертя.
Центрові отвори (рис. 11.6) бувають двох типів: а – без запобіжного конуса, б – із запобіжним конусом із кутом 120º.

Рисунок 11.6 – Центрові отвори
Опорний центр (рис. 11.7) має робочий конус 1 з кутом 600 і хвостовик 2 , виконаний по стандартному конусу Морзе. Жорсткий опорний центр застосовують при порівняно невеликій швидкості обертання.
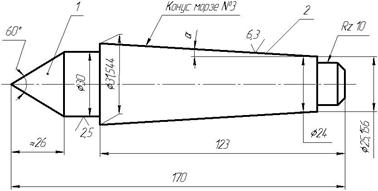
Рисунок 11.7 – Жорсткий опорний центр: 1 – робочий конус, 2 – хвостовик
При обробці на високих швидкостях різання для запобігання нагріванню деталі задній центр повинен обертатися (рис. 11.8). В такому центрі встановлений робочий шпиндель 2, який обертається на підшипниках.
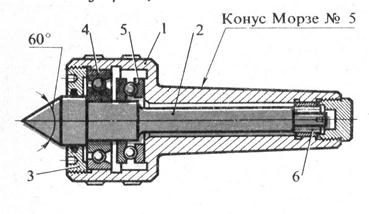
Рисунок 11.8 – Центр, що обертається: 1 – корпус із хвостовиком, 2 – центр, 3 – кришка, 4, 5, 6 – підшипники
Для передачі обертання від шпинделю до заготовки, що встановлена в центрах, застосовують різні повідкові пристрої. Найпростіший із них [4] токарний хомутик (рис.11.9). Планшайба 1, що закріплена на шпинделі верстата, має радіальний паз, в який входить відігнутий хвостовик хомутика 3. Обертаючись разом із шпинделем, планшайба 1 веде за собою хомутик, а разом з ним встановлену в центрах заготовку.

Рисунок 11.9 – Заготовка, що встановлена в центрах: 1 – планшайба, 2 – передній центр, 3 – хомутик, 4 – задній центр, 5 – піноль, 6 – заготовка, 7 - різець
11.2.2 Розточування циліндричних отворів
Отвори в заготовках, отримані за допомогою лиття, кування або свердління, часто розточують для збільшення діаметру, забезпечення більш високої точності розміру і шорсткості поверхні, хоч розточування і менш продуктивне ніж свердління.
Розточування є найбільш універсальним способом обробки отворів на токарному верстаті. Його проводять за допомогою розточувальних різців (рис. 11.10) або оправок (борштанг). Розточувальні різці бувають прохідні – для отворів, що обробляються наскрізь і упорні – для глухих отворів. Розточувальний різець закріплюють в різцетримачі паралельно осі заготовки.

Рисунок 11.10 - Схема розточування отвору розточувальним упорним різцем 1
11.2.3 Обробка конічних поверхонь
Найбільш поширеними способами обробки конічних поверхонь є обробка при повернутих верхніх полозках супорту та при зміщеному корпусі задньої бабки.
Обробка конусів при повернутих верхніх полозках супорту (рис.11.11) проводиться за допомогою повороту плити верхньої частини супорту відносно поперечних полозків.
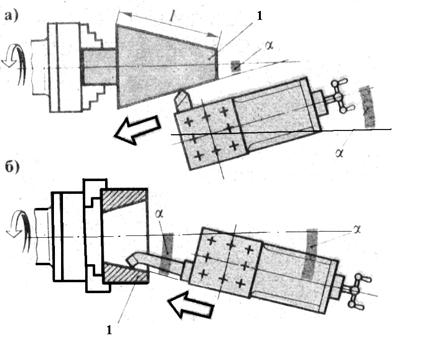
Рисунок 11.11 – Обробка конічних поверхонь при повернутих верхніх полозках супорта: а – обточування зовнішньої поверхні, б – розточування внутрішньої поверхні, 1 – заготовка
Довгі зовнішні конічні поверхні обробляються шляхом зміщення корпусу задньої бабки (рис 11.12).
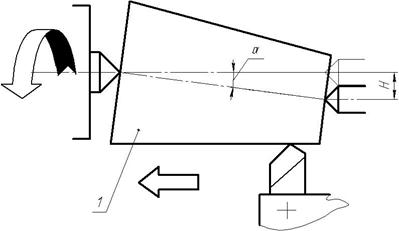
Рисунок 11.12 – Обробка зовнішніх конічних поверхонь способом зміщення задньої бабки: 1 – заготовка
Заготовку встановлюють в центрах. Корпус задньої бабки за допомогою гвинта зміщують в поперечному напрямі так, що ось заготовки зміщується відносно осі шпинделя. При включенні подачі каретки супорта різець, переміщаючись паралельно осі шпинделя, буде оброблювати конічну поверхню.
11.3 Хід виконання роботи
1. Провести установку та закріплення заготовок на верстаті 16К20 за допомогою трьохкулачкового патрону із прямими та зворотними кулачками, за допомогою розрізної втулки та цангового патрону.
2. Провести закріплення та обробку вала в центрах. Зробити ескізи.
3. Провести розточування внутрішньої циліндричної поверхні розточувальним різцем. Зробити ескізи.
4. Провести обробку конічних поверхонь за допомогою повороту верхніх полозків супорта та способом зміщення задньої бабки. Зробити ескізи.
11.4 Контрольні запитання
1. Охарактеризуйте основні способи установки і закріплення заготовок на токарних верстатах.
2. Яка побудова та принцип роботи трьохкулачкового само-центрувального патрону?
3. Як проводиться обробка деталей в центрах?
4. Які способи обробки отворів на токарних верстатах ви знаєте?
5. Охарактеризуйте основні способи обробки конічних поверхонь деталей.
ЛАБОРАТОРНА РОБОТА №12
КЛАСИФІКАЦІЯ І ОСНОВНІ ПАРАМЕТРИ ФРЕЗ ТА
РЕЖИМИ РІЗАННЯ ПРИ ФРЕЗЕРУВАННІ
– Конец работы –
Эта тема принадлежит разделу:
Класифікація металорізального обладнання та система позначень металорізальних верстатів
Дисципліна Вступ до фаху відноситься до циклу дисциплін професійної та... Лабораторні роботи освітлюють наступні теми...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Мета роботи
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.036 сек.
Новости и инфо для студентов