Фрезерування площин торцевими фрезами
Торцеві фрези призначені для обробки площин на вертикально- і горизонтально-фрезерних верстатах. Торцеві фрези на відміну від циліндричних мають зубці, розташовані на периферійній ділянці торця та можуть мати дрібні, великі зубці або вставні ножі.
Основними розмірами торцевих фрез є: діаметр — D, діаметр отвору — d, довжина фрези — l і число зубців — z.
Торцеві фрези в порівнянні з циліндричними мають ряд переваг, головними з яких є менша зміна товщини зрізу по куту повороту фрези, жорстке кріплення на оправці або до шпинделю, більш плавна робота через велике число одночасно працюючих зубів та можливість використання у якості різальних елементів багатогранних пластин, які дозволяють значно збільшити швидкість різання, продуктивність обробки та виключити заточувальні операції. Крім того, торцеві фрези мають головне та допоміжне різальні леза, що розподіляє функції по ділянках леза та сприяє покращенню якості обробки. Тому обробку площин у більшості випадків доцільно проводити торцевими фрезами. На рисунку 14.8 показано закріплення торцевих фрез на вертикально-фрезерному верстаті.
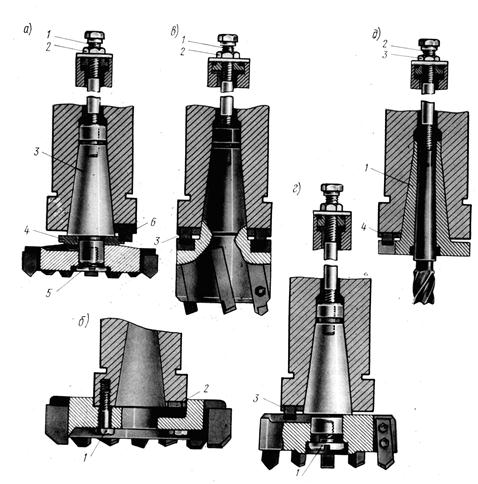
Рисунок 14.8 – Закріплення фрез при роботі торцевими фрезами на вертикально-фрезерному верстаті
Торцеві фрези, як і циліндричні, поділяються на праворізальні і ліворізальні. Праворізальними називають такі фрези, що при роботі повинні обертатися по годинниковій стрілці, а ліворізальні — проти годинникової стрілки, якщо дивитися на фрезу або фрезерну головку зверху (при роботі на вертикально-фрезерному верстаті).
Широке поширення одержали торцеві фрези, оснащені пластинками твердих сплавів. Фрезерування площин торцевими твердосплавними фрезами є більш продуктивним, чим фрезерування циліндричними фрезами.
Останнім часом велике поширення одержали торцеві фрези з непереточуваними твердосплавними пластинками, що дозволило збільшити ефективність обробки та підвищити стійкість інструмента.
При роботі на вертикально- та горизонтально-фрезерних верстатах торцевими фрезами налагодження принципово нічим не відрізняються від налагодження горизонтально-фрезерного верстата при роботі циліндричними фрезами.
14.3 Хід виконання роботи
1. Вивчити способи кріплення заготовок за допомогою прихоплювачів та кутових плит.
2. Ознайомитись із устроєм машинних тисків, круглих поворотних столів, ділильних головок та із закріпленням в них заготовок.
3. Вибрати один із методів закріплення заготовок та закріпити заготовку на столі горизонтально-фрезерного верстату.
4. Закріпити інструмент на оправці горизонтамльно-фрезерного верстату.
5. Провести обробку деталі на горизонтально-фрезерному верстаті.
6. Зробити ескіз обробки.
7. Закріпити торцеву фрезу в шпинделі верстату.
8. Закріпити заготовку на столі вертикально-фрезерного верстату.
9. Провести обробку площин зустрічним та попутним фрезеруванням.
10. Зробити ескізи обробки зустрічного та попутного фрезерування.
14.4 Контрольні запитання
1. Що таке зустрічне фрезерування? Основні характеристики. Приведіть схему зустрічного фрезерування.
2. Що таке попутне фрезерування? Основні характеристики. Приведіть схему попутного фрезерування.
3 Які основні способи закріплення заготовок ви знаєте?
4. З яких основних частин складаються машинні тиски?
5. З яких основних частин складаються поворотні столи?
6. Як поділяються ділильні головки? Назвіть їх основні частини.
7. Охарактеризуйте способи закріплення інструменту на горизонтально-фрезерних та вертикально-фрезерних верстатах.
ЛАБОРАТОРНА РОБОТА №15
АБРАЗИВНІ МАТЕРІАЛИ