рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Мета роботи
Реферат Курсовая Конспект
Мета роботи
Мета роботи - раздел Философия, Класифікація металорізального обладнання та система позначень металорізальних верстатів Ознайомитись Основними Параметрами Нарізних З’Єднань Деталей, Інструментами Д...
Ознайомитись основними параметрами нарізних з’єднань деталей, інструментами для обробки та методами нарізання та контролю різей.
7.2 Теоретичні відомості
7.2.1 Загальні відомості про нарізи
У машинах застосовуються деталі, що мають різні зовнішні і внутрішні нарізні поверхні. Це кріпильні гвинти і гайки, ходові гвинти для перетворення обертального руху в поступальний, вантажні гвинти (домкрати), точні мікрометричні гвинти і гайки (у мікрометра) і т.п.
Нарізна поверхня утворюється одночасним рівномірним обертальним і поступальним рухом якого-небудь профілю щодо осі.
У залежності від форми профілю розрізняють різі трикутні (рис.7.1, а), трапецеїдальні (рис.7.1, б), прямокутні (рис.7.1, в), упорні (рис. 7.1,г), круглі (рис.7.1, д) [4].
По напрямку витків різі поділяють на праві (гвинт угвинчується в гайку при обертанні по годинній стрілці) і ліві (рис.7.1, е, ж).
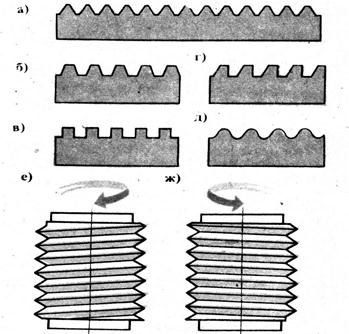
Рисунок 7.1– Форми профілю та напряму витків різі
Різі бувають однозаходні та багатозаходні. Багатозаходні мають кілька витків, що йдуть паралельно. На торці такої різі видно кілька рівномірно розташованих початків витків (заходів).
7.2.2 Елементи різі
Кроком різі називається відстань між однойменними точками двох сусідніх витків, обмірювана паралельно осі.
Кут між напрямками витка і площиною, перпендикулярної до осі циліндра, називається кутом підйому різі.
Кут профілю α — це кут між бічними сторонами, обмірюваний в осьовому перерізі.
Середній діаметр різі являється середнім арифметичним зовнішнього і внутрішнього діаметрів.
Глибиною профілю є піврізниця зовнішнього і внутрішнього діаметрів.
Метричні різі мають трикутний профіль з кутом α = 60°, великий і дрібний крок. Вершини виступів зрізані, а дно западин заокруглене. Крок і діаметри виміряють в міліметрах. У залежності від точності середнього діаметра метричні різі поділяють на класи. Допуски на різі дані в довідниках [5, 22].
Зі збільшенням діаметру різі збільшується крок. Дрібні різі мають крок незалежно від діаметру. На деталях великого діаметру можуть бути різі з дрібним кроком. Метричні різі з великим кроком позначаються буквою М (метрична) і цифрами (діаметром). Крок в позначенні не вказується і визначається по довіднику. Поруч з діаметром указується клас точності різі (наприклад: М40 – 7Н).
Різі з дрібним кроком позначаються також: буквою М, цифрами (діаметр різі) і, крім цього, указується величина кроку (наприклад М40×1,25 – 7Н).
Крім метричної різі іноді застосовується дюймову.
Дюймові різі мають трикутний профіль з кутом 55°, її діаметри виміряють в частках дюйма (1 " = 25,4 мм), а крок характеризується числом ниток n, що приходяться на один дюйм. Їх позначають на кресленнях тільки діаметром, наприклад, 1". Кожній різі відповідає визначене число ниток на один дюйм, яке визначають, наприклад, по довіднику [5]. Для 11/4 // n = 7 ниток на 1//.
7.2.3 Нарізання зовнішніх різей плашками
Плашки застосовують для нарізання на зовнішній поверхні кріпильної нарізі трикутного профілю. Іноді плашки застосовують для калібрування нарізі великого кроку, попередньо виготовленої різцем. Плашка (рис.7.2, [4]) являє собою гайку, виготовлену з інструментальної сталі, яка перетворена в інструмент. У цій гайці, в залежності від її розмірів, просвердлено 3—8 стружкових отворів, які перетинають різь. На перетині поверхонь отворів з поверхнею різі утворюються різальні гребінки, які мають забірний конус, що виконує головну роботу різання. Циліндрична частина плашки — є калібрувальною (5—6 ниток), вона відповідає за розміри і чистоту різі.
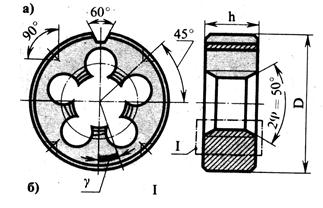
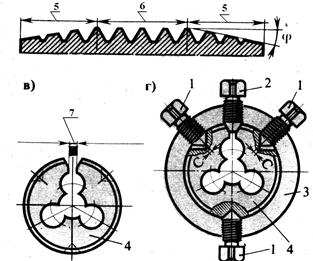
Рисунок 7.2 – Різенарізна плашка
а — вид плашки в плані,
б — елементи гребінкі плашки,
в — розрізна регульована плашка,
г — закріплення плашки в плашкотримачі: 1 — затискні гвинти, 2 — регулюючий гвинт, 3 — плашкотримач, 4 — плашка, 5 – різальна частина, 6 – калібрувальна частина, 7 – проріз регулюємої плашки
Плашки використовують з двох сторін: після зносу забірного конуса з однієї сторони плашку повертають у плашкотримачі і роботу ведуть іншою стороною. На торці плашки маркірують розмір різі і матеріал плашки.
Різенарізна плашка кріпиться в ручному плашкотримачі - воротку (рис.7.3, а) або в самоустановлювальному плашкотримачі (рис.7.3, б), що вставляється в піноль задньої бабки [4].
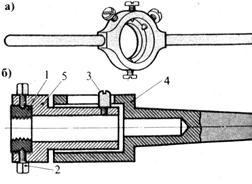
Рисунок 7.3. - Плашкотримачі:
а – ручний,
б – самоустановлювальний, який кріпиться в задній бабці верстату:
1 – плашка, 2 – гвинт, 3 – штифт, 4 – корпус, 5 – плашкотримач
У залежності від зносу плашки і в'язкості металу заготовки розмір різі можна регулювати по середньому діаметру, для чого на плашці роблять проріз і регулюють гвинтами 1, 2 плашкотримача (див. рис. 7.2).
При нарізанні різі плашкою, закріпленою в ручному плашкотримачі, плашку підводять до заготовки, підпираючи його торцем пінолі задньої бабки; рукоятка плашкотримача упирається в супорт. Після нарізання двох-трьох витків подальша подача плашки відбувається само затягуванням (рис. 7.4).
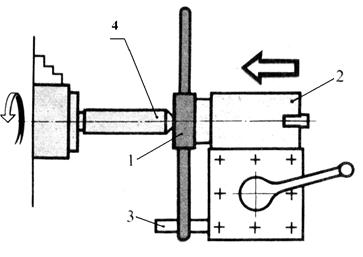
Рисунок 7.4 - Виготовлення різі плашкою із застосуванням опорної планки:
1 – плашка, 2 – державка, 3 – опорна планка, 4 – заготовка
Стрижень під нарізання плашкою обточують на діаметр менший, чим діаметр різі, для компенсування деякого видавлювання металу. Рекомендовані розміри діаметрів під нарізання приведені в довідковій літературі [22].
Перед початком нарізування на кінці заготовки варто проточити фаску для полегшення заходу плашки. Нарізування плашками виконують зі швидкістю різання 2—4 м/хв по сталі і чавуну і до 10 м/хв по кольорових металах.
По такому ж принципу, як і плашки, працюють різенарізні головки (рис. 7.5, а, б) [4].
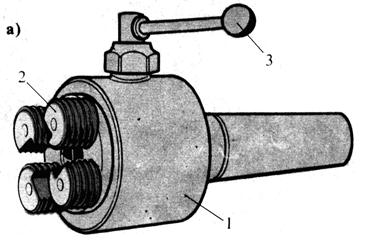
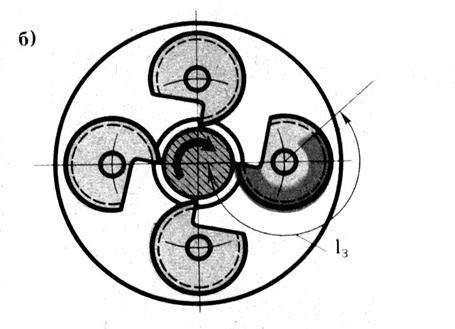
Рисунок 7.5 - Різенарізна головка: а — загальний вигляд, б — схема роботи гребінок: 1 — корпус, 2 — дискова гребінка, 3 — рукоятка механізму розкриття головки, lз – зона заточки гребінки
У корпусі головки маються радіальні пази, у яких ковзають кулачки із закріпленими на них нарізними дисковими гребінками 2. Корпус головки закріплюється хвостовиком у задній бабці. Подачу для врізання гребінок здійснюють маховичком задньої бабки. Подальша подача головки відбувається самозатягуванням. Швидкість нарізуванні головками 15÷20 м/хв. Після нарізування різі на повну довжину головку розкривають поворотом рукоятки 3 (гребінки радіально розходяться) і відводять від нарізаного стержня без вигвинчування.
7.2.4 Нарізання внутрішніх різей мітчиками
Внутрішні нарізі діаметром до 20 мм виконують мітчиками (рис. 7.6).
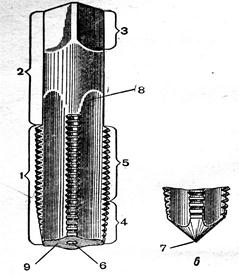
Рисунок 7.6 – Мітчики :
а – з центровим отвором, б – з конічним торцем
У мітчиків розрізняють робочу частину 1 і хвостовик 2, який закінчується квадратною головкою 3 та служить для закріплення мітчика у воротку. Робоча частина ділиться на забірну 4 і калібрувальну 5. На обох торцях великих мітчиків роблять центрові отвори 6, а у малих мітчиків – конічні загострення 7, які виконують роль технологічних баз. Канавки 8 необхідні для утворення різальних кромок і видалення стружки. Частини гвинта 9 між канавками називаються різальними зубцями.
Робота різання виконується забірною конічною частиною, у якої висота різальних зубців гребінки поступово збільшується. В міру вгвинчування мітчика в отвір забірна частина прорізає нарізні канавки: кожен зубець зрізує невелику частину припуску і після проходу забірної частини різь здобуває повний профіль.
Зубці на забірній частині мітчика затиловані, тобто мають задню поверхню, виконану по архімедовій спіралі, завдяки чому утворюється задній кут, який полегшує процес різання.
Після затуплення, мітчик можна заточувати по передніх поверхнях гребінок. Так, як на калібрувальній частині немає заднього кута, то після переточувань діаметр різі мітчика не змінюється.
По числу пер розрізняють трьохпері і чотирьохпері мітчики.
Мітчики бувають ручні (слюсарні), які складаються із комплекту - двох чи трьох штук, між якими розподіляється припуск на обробку і машинні (верстатні), які дозволяють виготовляти різі повного профілю одним мітчиком.
Для нарізання різі в гайках застосовуються гайкові мітчики з довгим забірним конусом.
Для нарізання різей мітчик квадратним хвостовиком насаджують у слюсарний вороток, який забороняється утримувати вручну або упирати в напрямну станини, що може привести до перекосу, поломки мітчика або до травми робітника. При використанні слюсарного воротка в різцетримач варто установити свердлильну державку з центром і упорною планкою (рис.7.7).

Рисунок 7.7 - Нарізання різей мітчиком за допомогою воротка:
4 – заготовка, 5 – мітчик
Мітчик піджимають центром, а вороток упирають в планку. Так як мітчик і планка пересуваються разом, то перекосу не буде: усувається небезпека браку різі і поломки мітчика. При роботі таким способом слід дотримуватися обережності, щоб рука не потрапила між рукояткою воротка і планкою. Якщо різі глухі, то виникає небезпека упору мітчика в дно отвору: це неминуче веде до його поломки і зриву нарізі. Існують спеціальні патрони з запобіжними муфтами для нарізування глухої різі.
Для нарізання різей у в’язких матеріалах (низьковуглецевих, нержавіючих і жароміцних сталях) застосовують «шахові» мітчики зі зрізаними через один (у шаховому порядку) зубцями. Широка западина між зубцями сприяє гарному розміщенню стружки, усуває небезпеку заклинювання мітчика, зменшує утворення наросту
Мітчик після нарізання потрібно вигвинтити. Цей непродуктивний час можна скоротити, застосувавши нарізну головку із гребінками, які можуть вбиратися усередину корпусу.
При виготовленні різі мітчиком деякий прошарок металу видавлюється із западини і зменшує діаметр отвору. Це затрудняє процес нарізання. Тому діаметр отвору повинний бути більше внутрішнього діаметра різі. Сталь більш піддається пластичній деформації, чим чавун, і тому отвори під нарізі в сталевій заготовці виконують трохи більшого діаметра, чим у чавунній. Наприклад, для виготовлення різі М10×1.5 діаметр отвору по сталі приймається 8,5 мм (з огляду на розбивку, потрібно узяти свердло 8,4 мм), а по чавуну свердло 8,3 мм. Діаметр свердла приймають по довіднику [22].
Механічні властивості оброблюваного матеріалу впливають на остаточний розмір різі (після проходу мітчика): для в’язкого матеріалу можливе зменшення діаметру різі, для крихкого — «розбивка», тобто його збільшення. На заводах серійного і масового виробництва коректують середній діаметр шліфуванням калібрувальної частини мітчика після нарізання різі в двох-трьох пробних деталях.
Швидкість різання при виготовленні різі мітчиками приймається 7— 15 м/хв.
7.1.5 Вимірювання і контроль різі
На перших деталях виготовленої партії орієнтовно перевіряють крок різі. Його перевіряють масштабною лінійкою, вимірюючи відстань через десять або двадцять витків, і поділяють отриманий розмір відповідно на 10 або 20, визначаючи в такий спосіб відстань між двома сусідніми нитками (рис.7.8) [4].
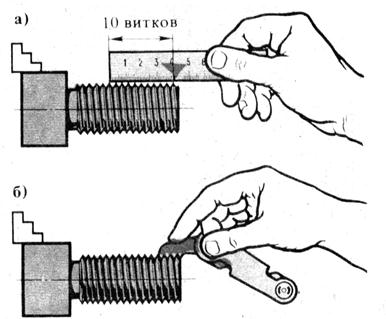
Рисунок 7.8 – Контроль кроку:
а – лінійкою,
б – різеміром
Для дюймової різі визначають, скільки ниток укладається на довжині 1" (25,4 мм).
Для контролю кроку й одночасно кута профілю різі користуються набором шаблонів-різемірів. На кожному шаблоні мається насічка визначеного кроку і кута профілю і відповідне позначення (наприклад: 60°, 2 мм або 55°, 11 ниток). Прикладаючи шаблон насічкою до різі, визначають на просвіт збіг кроку і кута профілю насічки з кроком і кутом профілю контрольованої різі (рис.7.8).
Середній діаметр різі вимірюють нарізним мікрометром (рис.7.9).
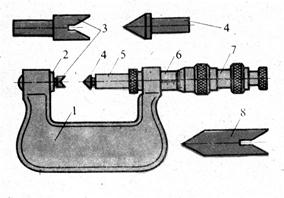
Рисунок 7.9 – Нарізний мікрометр
1 — скоба, 2 — п’ятка, 3 — призматична вставка, 4 — конічна вставка,
5 — шпиндель, 6 — стебло, 7 — барабан, 8 — шаблон
У шпинделі 5 і в п’ятці 2 маються отвори, у які встановлюють нарізні вставки. У шпиндель встановлюють конічну 4 з кутом, рівним куту профілю різі, а в п'яту — призматичну 3. До нарізного мікрометру додається набір вставок для контролю всіх стандартних кроків метричних і дюймових нарізів. Конічна вставка 4 при контролі вводиться в канавку різі, а призматична 3 охоплює протилежну нитку. Для встановлення відліку мікрометра на нуль служить шаблон 8. Точність виміру середнього діаметра нарізним мікрометром досягає 0,01 мм.
У масовому виробництві точність нарізних виробів контролюють граничними калібрами (рис.7.10): кільцями - зовнішні (рис. 7.10), та пробками – внутрішні різі (рис 7.10,б).

Рисунок 7.10 - Контроль різі:
а – калібром-кільцем, б – калібром-пробкою,
1 – заготовка
Прохідне кільце ПР має повний профіль і повинно згвинчуватися з контрольованим гвинтом на повну довжину різі, непрохідне кільце НЕ має усього два-три витки й укорочений профіль. Непрохідний калібр може нагвинчуватися не більше ніж на одну-дві нитки. Аналогічно у нарізної пробки для контролю внутрішньої різі мається прохідна сторона ПР і непрохідна НЕ.
– Конец работы –
Эта тема принадлежит разделу:
Класифікація металорізального обладнання та система позначень металорізальних верстатів
Дисципліна Вступ до фаху відноситься до циклу дисциплін професійної та... Лабораторні роботи освітлюють наступні теми...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Мета роботи
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.054 сек.
Новости и инфо для студентов