рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Определение количества работающих
Реферат Курсовая Конспект
Определение количества работающих
Определение количества работающих - раздел Философия, ПРОЕКТИРОВАНИЕ УЧАСТКОВ МЕХАНИЧЕСКИХ И МЕХАНОСБОРОЧНЫХ ЦЕХОВ К Производственным Рабочим Механических Цехов Относятся Станочники, Операторы...
К производственным рабочим механических цехов относятся станочники, операторы и наладчики автоматических линий, разметчики, слесари по промежуточным слесарно-сборочным работам, мойщики деталей.
Табл. 2
| Типы станков | % состав оборудования механических цехов | |||
| Приборостроение | Станкостроение | Автомобилестроение | Тяжелое машиностроение | |
| Токарные, токарно-револьверные | ||||
| Расточные | ||||
| Сверлильные | ||||
| Агрегатные | - | |||
| Строгальные, долбежные | - | |||
| Фрезерные | ||||
| Протяжные | - | |||
| Зубообрабатывающие | ||||
| Шлифовальные и хонинговальные | ||||
| Резьбонарезные | ||||
| Отрезные | - | |||
| Специальные автоматы и п/автоматы |
В единичном, мелкосерийном и серийном производствах количество производственных рабочих определяется по общей трудоемкости:
 , (21)
, (21)
где Т - трудоемкость годового выпуска деталей;
Фдр - действительный годовой фонд времени работы рабочего в часах.
Количество рабочих станочников Рс определяется по трудоемкости механической обработки:
 , (22)
, (22)
где Тмех - трудоемкость механической обработки в ст-час
Q - годовая программа в штуках;
Км - коэффициент многостаночного обслуживания
Количество станочников рассчитывается по каждому виду оборудования: токарей, фрезеровщиков, сверловщиков и т.п. Коэффициент многостаночного обслуживания равный для каждого типа оборудования. Например,
- для универсальных станков: токарных, фрезерных, шлифовальных, сверлильных и др. Км = 1.
- для полуавтоматов: многорезцовых, револьверных, многошпиндельных и др., у которых действия рабочих состоят лишь в установке детали Км = 1,5-2
- для многошпиндельных автоматов Км = 2 - 3
- для одношпиндельных автоматов Км = 3 - 4
- для зубообрабатывающих станков Км = 3 - 5
- для круглошлифовальных п/автоматовКм = 1-2
- для поточного производства Км = 1,1-1,5
Число станочников можно определить также по числу станков Сп цеха или участка:
 (23)
(23)
где Кз, Ки - коэффициенты загрузки и использования оборудования; для единичного, мелкосерийного и среднесерийного производства принимаются = 0,85, для крупносерийного и массового = 0,8.
Число сборщиков по числу рабочих мест Mcб определяют по формуле:
 (24)
(24)
где П - плотность работы;
Ки = 0,8 - для сборочных работ.
В условиях крупносерийного, массового производств и при использовании гибких производственных систем (ГПС) для обслуживания станков в составе производственных рабочих предусматривают наладчиков для каждого типа оборудования. Так, например, один наладчик обслуживает 11 - 18 токарных станков; 5 - 12 агрегатно-сверлильных; 8 - 13 - шлифовальных; 4 -10 - токарных о ЧПУ; 8 - 16 - фрезерных и сверлильных с ЧПУ; 2 - 6 - многоцелевых станков и роботизированных технологических комплексов (РТК); 5 - 8 - сборочных автоматов и п/автоматов.
Число операторов-наладчиков ГПС рассчитывают в зависимости от числа гибких производственных модулей (ГПМ) в их составе. Один оператор-наладчик обслуживает следующее число ГПМ: токарных - 3-4; карусельных - 2; сверлильно-фрезерно-расточных - 2 - 3; шлифовальных - 2-3; зубообрабатывающих - 3-4 и т.д.
При расчетах числа рабочих-станочников, обслуживающих поточные линии, станки с ЧПУ и ГПМ рассматривают возможность обслуживания одним рабочим нескольких станков одной, либо смежной линии. Основное условие для использования многостаночного обслуживания в том, чтобы за время автоматической работы одного станка - tма рабочий смог выполнить работу по обслуживанию других станков т.е.:
При обслуживании станков-дублеров, выполняющих одинаковую операцию, число станков, обслуживаемых одних рабочим, рассчитывается по формуле
 (25)
(25)
где  - вспомогательное, не перекрывающееся время;
- вспомогательное, не перекрывающееся время;
tвn - вспомогательное. перекрывающееся машинным время;
tnep - время переходов рабочего от станка к станку.
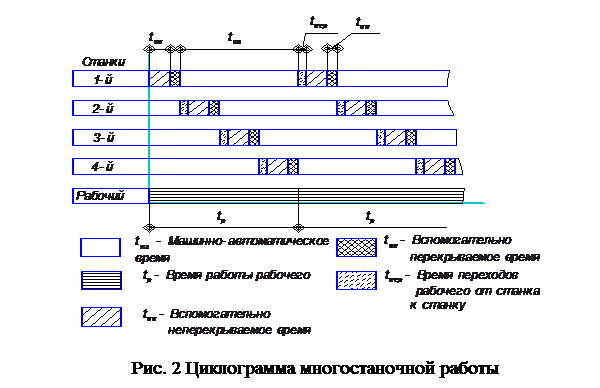
В этом случае строится циклограмма многостаночной работы (рис.2).
Длительность цикле Тц складывается из машинно-автоматического времени tма и вспомогательного не перекрывающегося tвн времени, т.е.
 (26)
(26)
Длительность цикла обслуживания должна быть равна или кратна действительному такту выпуска. Каждому рабочему присваивается определенный разряд и рассчитывается средний разряд рабочих по участку. Средний разряд для серийного и мелкосерийного производства 3,2 - 4,2. Все принятое количество производственных рабочих должно быть разбито по сменам: для серийного и мелкосерийного производств в первую смену назначают 55% всех рабочих; для автоматических и поточных
линий - 50%.
Укрупненно количество вспомогательных рабочих составляет: в серийном производстве 18-25% от количества производственных; ИТР -9,5 -11%; служащих - 1.4 - 2%, МОП 1,1 - 1.5%; работников технического контроля - 4 - 6%. Кладовщики и раздатчики - один рабочий на 40-60 производственных рабочих. Количество водителей электрокар и крановщиков берется в соответствии с количеством единиц кранового оборудования. Уборщики помещений - 1 человек на 700 - 1200 м2 убираемой площади; уборщики стружки - 1 человек на 0,7-2 т стружки в зависимости от уровня механизации.
Количество браковщиков и контролеров - 10 - 15% от количества производственных рабочих. Количество ИТР ОТК при двухсменной работе составляет 7 - 10% количества всех рабочих цеха.
В цехах крупносерийного производства число вспомогательных рабочих составляет 35 - 50%, ИТР - 7 - 10%, служащих 2 - 1%, МОП - 1,5-0,8% от общего количества всех работающих.
– Конец работы –
Эта тема принадлежит разделу:
ПРОЕКТИРОВАНИЕ УЧАСТКОВ МЕХАНИЧЕСКИХ И МЕХАНОСБОРОЧНЫХ ЦЕХОВ
Саратовский государственный технический университет... ПРОЕКТИРОВАНИЕ УЧАСТКОВ МЕХАНИЧЕСКИХ И МЕХАНОСБОРОЧНЫХ ЦЕХОВ...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Определение количества работающих
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.124 сек.
Новости и инфо для студентов