ТЕОРЕТИЧНІ ОСНОВИ РОБОТИ
При проведенні лінійних вимірювань необхідно розуміти, у якому інтервалі значень знаходяться досліджувані довжини. Вимірювання довжини (відстані) у діапазоні від 10-8 до 1011 м вимагає використання абсолютно різних методів і засобів вимірювань. У даній роботі ми будемо досліджувати ту область довжин, де застосовані повсякденні уявлення. Навіть обмеживши себе вимірюваннями довжин в інтервалі від 1 мкм до 1 м, ми зштовхнемося з вибором цілого ряду приладів. До рішення питання, яким з них скористатися, варто підходити з урахуванням наступного:
а) яка природа довжини, що ми хочемо вимірювати; приміром, що це — відстань між двома мітками або між кінцями стержня або бруска або це діаметр отвору або стержня;
б) яка приблизно ця довжина,
в) яка необхідна точність вимірювань.
У Таблиці 1.1 приведені кілька можливих засобів і методів вимірювань довжини в розглянутому інтервалі значень.
Таблиця 1.1
| Прилад | Межа вимірювань, м | Точність, мкм | Характер застосування |
| Вимірювальна лінійка (дерев'яна) | 0,5 | Загальний. Використовуються при дуже грубих наближених вимірюваннях. | |
| Вимірювальна лінійка (металева) | 1,0 | Загальний. | |
| Штангенциркуль (з величиною відліку за ноніусом 0,1 мм) | 0,3 | Для вимірювань зовнішніх розмірів предметів, ширини зазору, діаметра отвору, для вимірювань глибин | |
| Штангенциркуль (з величиною відліку за ноніусом 0,05 мм) | 0,3 | ||
| Мікрометр | 0,1 | Вимірювання зовнішніх розмірів |
На вимірювальних лінійках довжина розподілів збігається з ціною одного розподілу і звичайно дорівнює 1 мм. Якщо при вимірюванні довжини якого-небудь предмета його край розташовується між сусідніми розподілами лінійки (більше  мм і менше +1 мм), то можна подумки розділити 1 мм на 10 частин і оцінити «на око», скільки таких частин займає надлишок довжини. Таким способом вимірюють довжини з точністю до 0,1 мм, однак надійна оцінка досягається тільки з досвідом, тому в загальному випадку точність вимірювального інструмента відповідає половині мінімального розподілу.
мм і менше +1 мм), то можна подумки розділити 1 мм на 10 частин і оцінити «на око», скільки таких частин займає надлишок довжини. Таким способом вимірюють довжини з точністю до 0,1 мм, однак надійна оцінка досягається тільки з досвідом, тому в загальному випадку точність вимірювального інструмента відповідає половині мінімального розподілу.

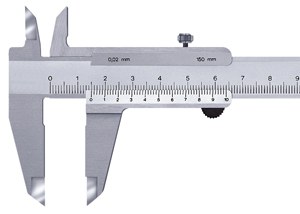
| Штангенцир-куль зображено на Рис.1.1, цифрами позначені: 1- штанга, 2 – рухлива рамка, 3 - шкала штанги, 4- губки для внутрішніх вимірювань, 5 – губки для зовнішніх вимірювань, 6 – лінійка для вимі- |
| Рисунок 1.1. |
рювання глибин, 7- ноніус, 8 - затиск рамки.
|
 ; ціна розподілу ноніуса
; ціна розподілу ноніуса  знаходиться у визначеному відношенні до ціни розподілу шкали штанги
знаходиться у визначеному відношенні до ціни розподілу шкали штанги  ; звичайно загальна довжина всіх розподілів ноніуса дорівнює довжині -1 розподілів шкали штанги
; звичайно загальна довжина всіх розподілів ноніуса дорівнює довжині -1 розподілів шкали штанги
 ,
,  . (1.1)
. (1.1)
З другого виразу знаходимо різницю між довжиною одного розподілу шкали штанги й одного розподілу ноніуса
Формула (1.1) дає вираження точності ноніуса. Застосовуються штангенциркулі з різною точністю (яка зазвичай показується на приладі): 1) з ноніусом довжиною 19 мм, розділеним на 10 частин, для якого при = 1 мм точність дорівнює 0,1 мм;

|
| Рисунок 1.2. |
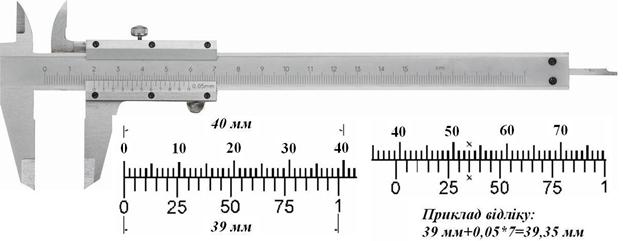
2) з ноніусом довжиною 39 мм, розділеним на 20 частин, для якого при = 1 мм точність дорівнює 0,05 мм;
|
| Рисунок 1.3. |
3) з ноніусом довжиною 49 мм, розділеним на 50 частин, для якого при = 1 мм точність дорівнює 0,02 мм;
| 
|
| Рисунок 1.4. | Рисунок 1.5. |
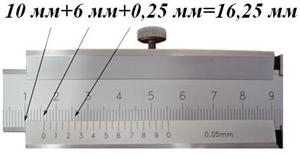
Читання показань на штангенциркулі з певною величиною відліку здійснюється в такий спосіб: ціле число міліметрів відраховується по шкалі штанги зліва направо нульовим штрихом ноніуса; дробова величина (кількість десятих часток міліметра) визначається множенням величини відліку на порядковий номер штриха ноніуса (не вважаючи нульового), що збігається зі штрихом штанги. На Рис. 1.5 показаний приклад відліку для штангенциркуля з величиною відліку 0,05 мм: ціле число міліметрів 16, збігається 5-ий штрих ноніуса, тому лінійний розмір 16,25 мм.
|
| Рисунок 1.6. |
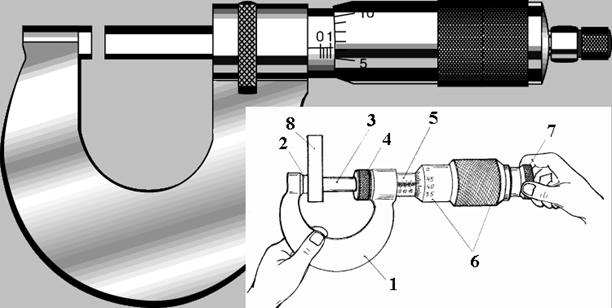
Мікрометр дозволяє вимірювати зовнішні розміри твердих тіл з точністю до 0,01 мм. Зовнішній вигляд мікрометра наведено на Рис. 1.6. Цифрами позначені: 1 – скоба, 2 - п¢ятка, 3 – мікрометричний гвинт, 4 – стопор, 5 – стебло, 6 – барабан, 7 – тріскачка, 8 – деталь, розмір якої вимірюється.
Для вимірювань тверде тіло розміщується у вимірювальну частину прилада та затискається в неї за допомоги мікрометричного гвинта. Для цього необхідно обертати мікрометричний гвинт до появи «поклацання» (проводити цю процедуру в інший спосіб не можна, тому що це приведе до появи надмірної похибки). Відлік цілих міліметрів і половинок проводиться по нерухомій шкалі, а відлік додаткових сотих часток – по рухомій. При повному оберті барабан зміщується на 50 поділок, тобто на 0,5 мм.
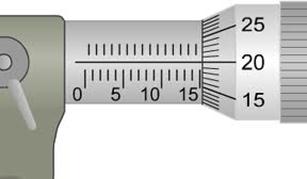
| Барабан розділений по окружності на 50 рівних частин. При повороті на один розподіл мікрометричний гвинт, з'єднаний з барабаном, переміщається уздовж осі на 1/50 кроку, тобто (0,5 мм):50=0,01 мм. Ціле число міліметрів і половину міліметра відраховують краєм скосу барабана по шкалі стебла. |
| Рисунок 1.7. |
Соті частки міліметра визначають за порядковим номером штриха барабана, що збігається з подовжнім штрихом стебла. На Рис. 1.8 (б, в, г) показано приклади читання показань. Слід відзначити, що відлік по нерухомій шкалі (показанао ціла або половинна поділка) потребує певного навику через деяке зміщення обертальної частини мікрометра відносно вірного положення. Рекомендується перед початком вимірювань встановити мікрометр на «нуль» при обертанні мікрометричного гвинта. Ця процедура також дозволить встановити наявність систематичної похибки мікрометра. На скобі певного мікрометра вказують межі (діапазон) вимірювань (наприклад, 0-25 мм, як показано на Рис.1.8, 25-75 мм).
Звичайно, вибравши потрібний прилад, необхідно правильно провести самі вимірювання. Це стосується підготовки інструмента, який використовується (збіг нульових штрихів ноніуса і штанги, нульового штриха барабана з подовжнім штрихом стебла, скіс барабана має відкривати нульовий штрих стебла, відсутність мертвого ходу гвинта) і проведення вимірювань (правильне положення губок щодо зовнішніх або внутрішніх циліндричних і рівнобіжних поверхонь дозволяє уникнути завищення або заниження показань). При читанні показань інструмент варто тримати прямо перед очима.

|
| Рисунок 1.8. |