рефераты конспекты курсовые дипломные лекции шпоры

Реферат Курсовая Конспект
Формовка в кессонах.
Формовка в кессонах. - Лекция, раздел Философия, ЛЕКЦИЯ 4 Заготовительное производство. Литейное производство Формовкой В Кессонах Получают Крупные Отливки Массой До 200 Тонн. ...
Формовкой в кессонах получают крупные отливки массой до 200 тонн.
Кессон – железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для грунтовых вод.
Механизированный кессон имеет две подвижные и две неподвижные стенки из чугунных плит. Дно из полых плит, которые можно продувать (для ускорения охлаждения отливок) и кессона. Кессон имеет механизм для передвижения стенок и приспособлен для установки и закрепления верхней полуформы.
Машинная формовка
Используется в массовом и серийном производстве, а также для мелких серий и отдельных отливок.
Повышается производительность труда, улучшается качество форм и отливок, снижается брак, облегчаются условия работы.
По характеру уплотнения различают машины: прессовые, встряхивающие и другие.
Уплотнение прессованием может осуществляться по различным схемам, выбор которой зависит от размеров формы моделей, степени и равномерности уплотнения и других условий.
В машинах с верхним уплотнением (рис.5.5.а) уплотняющее давление действует сверху. Используют наполнительную рамку.
При подаче сжатого воздуха в нижнюю часть цилиндра 1 прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 с моделью поднимается. Прессовая колодка 7, закрепленная на траверсе 8 входит в наполнительную рамку 6 и уплотняет формовочную смесь в опоке 5. После прессования стол с модельной оснасткой опускают в исходное положение.
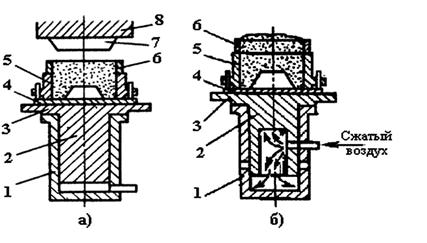
Рис. 5.5. Схемы способов уплотнения литейных форм при машинной формовке
а – прессованием; б - встряхиванием
У машин с нижним прессованием формовочная смесь уплотняется самой моделью и модельной плитой.
Уплотнение встряхиванием происходит в результате многократно повторяющихся встряхиваний (рис.5.5.б).
Под действием сжатого воздуха, подаваемого в нижнюю часть цилиндра 1, встряхивающий поршень 2 и стол с закрепленной на нем модельной плитой 4 с моделью поднимается на 30…100 мм до выпускного отверстия, затем падает. Формовочная смесь в опоке 5 и наполнительной рамке 6 уплотняется в результате появления инерционных сил. Способ характеризуется неравномерностью уплотнения, уплотнение верхних слоев достигается допрессовкой.
Вакуумная формовка.
Модельная плита имеет вакуумную полость. В модели имеются сквозные отверстия диаметром 0,5…1 мм, совпадающие с отверстиями в плите. Модельную плиту с моделью закрывают нагретой полимерной пленкой. В воздушной коробке насосами создается вакуум 40…50 кПа. Затем устанавливается опока с сухим кварцевым песком, который уплотняется с помощью вибраций.
На верхнюю поверхность помещают разогретую пленку, плотно прилегающую к опоке. Полуформу снимают с модели. При заливке металла пленка сгорает, образуя противопригарное покрытие.
Уплотнение пескометом осуществляется рабочим органом пескомета – метательной головкой. Формовочная смесь подается в головку непрерывно. Пескомет обеспечивает засыпку смеси и ее уплотнение. При вращении ковша (1000…1500 мин–1) формовочная смесь выбрасывается в опоку со скоростью 30…60 м/с. Метательная головка может перемещаться над опокой. Пескомет – высокопроизводительная формовочная машина, его применяют при изготовлении крупных отливок в опоках и кессонах.
– Конец работы –
Эта тема принадлежит разделу:
ЛЕКЦИЯ 4 Заготовительное производство. Литейное производство
ЛЕКЦИЯ... Заготовительное производство Литейное производство Заготовительное производство...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Формовка в кессонах.
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.043 сек.
Новости и инфо для студентов