Вагоноскладальна дільниця
Вагоноскладальна дільниця (ВСД) служить для виконання розбірних, ремонтно-складальних і малярських робіт на вагоні.
ВСД є основним виробничим підрозділом вагонного депо. Робота всіх інших виробничих і допоміжних дільниць, як і всіх інших підрозділів, спрямована на забезпечення нормальної роботи вагоноскладальної дільниці і підлегла її ритму.
ВСД є споживачем готової продукції всіх інших дільниць депо і більшості деталей, одержуваних з інших підприємств у порядку кооперованих постачань.
Пропускна спроможність ВСД визначає виробничу потужність депо з випуску вагонів з ремонту.
Робота кожного з відділень ВСД тісно пов’язана з роботою інших відділень, і порушення виробничого процесу в одному місці порушує роботу всієї дільниці.
Основні і обов’язкові умови нормальної роботи дільниці - безперебійне постачання її матеріалами і об’єктами ремонту.
У депо за основу робіт вагоноскладальної дільниці обирається потоково-конвеєрний метод ремонту вагонів.
На потоково-конвеєрній лінії (ПКЛ) виконується повний комплекс ремонтно-складальних робіт відповідно до правил деповського ремонту вагонів.
Ремонт вагонів у вагоноскладальній дільниці поділяється на декілька етапів, кожен з яких виконується на відповідних позиціях ПКЛ. Кожна позиція ПКЛ залежно від характеру операцій, що виконуються на ній, обладнується необхідними засобами механізації.
 I – відділення підготовки вагонів до ремонту; II – ремонтно-складальне відділення; III – відділення ремонту кришок люків і торцевих дверей піввагонів; IV – ковальсько-пружинне відділення; V – контрольний пункт автозчеплення; VI – обмінна комора; VII – інструментальне відділення; VIII – механічне відділення; IX – відділення ремонту і виготовлення деталей з пиломатеріалів; X – дільниця ремонту електросилового обладнання депо; XI, XXI – службово-побутові приміщення; XII – малярське відділення; XIII – електрозварювальне відділення; XIV – відділення ремонту автогальм; XV – ремонтно-механічна дільниця; XVI – відділення ремонту роликових підшипників; XVII – колесотокарне відділення; XVIII – відділення ремонту тріангелів; XIX – парк візків і колісних пар; XX – відділення ремонту візків
I – відділення підготовки вагонів до ремонту; II – ремонтно-складальне відділення; III – відділення ремонту кришок люків і торцевих дверей піввагонів; IV – ковальсько-пружинне відділення; V – контрольний пункт автозчеплення; VI – обмінна комора; VII – інструментальне відділення; VIII – механічне відділення; IX – відділення ремонту і виготовлення деталей з пиломатеріалів; X – дільниця ремонту електросилового обладнання депо; XI, XXI – службово-побутові приміщення; XII – малярське відділення; XIII – електрозварювальне відділення; XIV – відділення ремонту автогальм; XV – ремонтно-механічна дільниця; XVI – відділення ремонту роликових підшипників; XVII – колесотокарне відділення; XVIII – відділення ремонту тріангелів; XIX – парк візків і колісних пар; XX – відділення ремонту візків
Рисунок 2 − План головного виробничого корпусу депо для ремонту вантажних вагонів
За кожною позицією закріплена постійно одна і та сама група робітників, які спеціалізуються на виконанні однорідних робіт. Це сприяє підвищенню продуктивності праці та покращенню якості ремонту.
Транспортування несправних вузлів, деталей із вагоноскладальної дільниці та відремонтованих або нових у вагоноскладальну дільницю виконують допоміжні робітники за допомогою механізованих візків, автокар та електрокар.
У відділенні очищення й обмивання вагони очищають від залишків вантажів, що перевозилися, в спеціальній установці. Для обмивання вагонів застосовують різні установки (рисунок 3), що обмивають поверхню вагона струменем води під тиском, залишки вантажу й сміття стікає у відстійники, відкіля видаляється по мірі накопичення.
Відділення підготовки вагонів до ремонту служить для зрівняння обсягу робіт на вагонах із підвищеним зношенням.
Тут виконуються електрозварювальні й ремонтно-правильні роботи на рамі і кузові вагона. Відділення оснащено мостовими кранами, на ремонтних позиціях установлюються вагоноремонтні машини (рисунки 4, 5), застосовуються напівавтомати для виконання зварювальних робіт.

1 – штовхач транспортного конвеєра переміщення вагонів; 2 – рампа зовнішнього обмивання; 3 – рампа внутрішнього обмивання; 4 – приводи струменевої установки ; 5 – ангар для обмивання ; 6 – бетонована основа; 7 – напрямні тяглового конвеєра; 8 – рампа змивання залишків вантажу та сміття.
Рисунок 3 − Установка для обмивки піввагонів
Ремонтно-складальне відділення призначене для виробничих розбірних і ремонтно-складальних робіт на рамі й кузові вагона.
Розбірні операції при потоковій організації виробництва виконуються, як правило, на позиціях перед будівлею депо. Ремонтні позиції відділення оснащені вагоноремонтними машинами, піднімальними майданчиками для робіт на кузові, пересувними гідравлічними установками для виправлення кришок люків піввагонів, пристроями для зняття й постановки поглинальних апаратів із гідропіднімальниками та гайковертами.
На вагоноремонтних машинах додатково до основних пристроїв передбачено підключення різноманітного інструменту.
Робочі місця обладнують роздавальними колонками стислого повітря, розетками для підключення електрозварювальних апаратів і електроінструменту.
Пересуваються вагони з позиції на позицію за допомогою конвеєра. Для піднімання вагонів і переміщення важких деталей установлюються мостові крани вантажопідйомністю 10 т.
Малярське відділення служить для фарбування вагонів і наступного їх сушіння, а також для нанесення на них трафаретів.
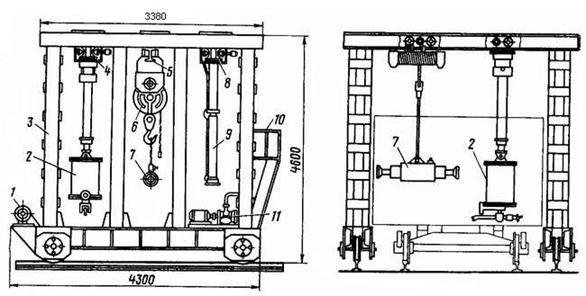
1 – електропривод пересування машини; 2 – пневматичний циліндр для виправлення крайок армування; 3 – П-подібний портал; 4, 5, 8 – монорейки; 6 – тельфер; 7 – гідравлічна струбцина для виправлення стінок кінцевої і поперечної балок; 9 – гідравлічний домкрат для виправлення тавра і верхніх поперечних балок; 10 – площадка для обслуговування машини; 11 – насос гідропривода
Рисунок 4 − Схема пересувної машини для виправлення елементів кузова і рами піввагона
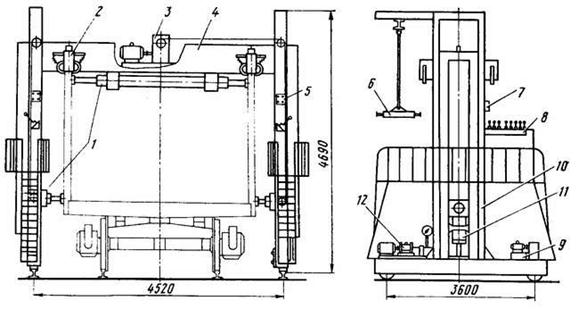
1 – пристрій для виправлення стояків і усунення розширення кузова; 2 – пристрій для виправлення верхньої обв'язки; 3 – механізм для підняття преса для виправлення стояків; 4 – поперечна балка порталу; 5 – електричний пульт керування; 6 – пристрій для виправлення кінцевої балки рами; 7 – пересувні рами порталу; 8 –пульт керування; 9 – привод пересування машини; 10 – П - подібна рама порталу; 11 – пристрій для підйому П-подібної рами; 12 – насос гідравлічний
Рисунок 5 − Схема пересувної машини для ремонту кузова піввагона
Для прискорення процесу фарбування й полегшення роботи малярів у вантажних депо використовуються механізовані способи фарбування із застосуванням безповітряного розпилювання і пересувних установок конвекційного сушіння. Між ремонтно-складальним і малярним відділеннями передбачається тамбур-шлюз шириною не менше 6 м із вогнестійкими перегородками.
Структура виробничих відділень ВСД побудована за предметною та технологічною ознаками (рисунок 6).

Рисунок 6 – Виробнича структура вагоноскладальної дільниці
Структуру управління дільницею зображено на рисунку 7.
Рисунок 7 - Структура управління вагоноскладальною дільницею