рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Методики создания технологического процесса (ТП) обработки машиностроительной детали
Реферат Курсовая Конспект
Методики создания технологического процесса (ТП) обработки машиностроительной детали
Методики создания технологического процесса (ТП) обработки машиностроительной детали - раздел Образование, Лабораторная Работа №2 ...
Лабораторная работа №2
1. Целью выполнения данной работы является изучение методики создания технологического процесса (ТП) обработки машиностроительной детали в системе… 2. Задание: 1. Изучить теоретические сведения по лабораторной работе.Теоретические сведения
Общие сведения о технологических процессах
В соответствии с правилами разработки ТП (технологических процессов), создание ТП обработки детали определяется следующими основными этапами*:
· анализ исходных данных - конструкции детали, материала, из которого она изготовлена, требований предъявляемых к шероховатости обрабатываемых поверхностей;
· выбор исходной заготовки и методов ее изготовления;
· разработка технологических операций и переходов;
· нормирование технологического процесса;
· оформление технологической документации.
Разработка технологического процесса в системе ВЕРТИКАЛЬ
· формирование ТП наполнением Дерева ТП типовыми технологическими операциями и переходами, хранящимися в базе данных операций и переходов; · формирование ТП наполнением Дерева КТЭ с получением планов обработки; · проектирование ТП на основе техпроцесса-аналога с доработкой.Порядок выполнения работы
2. Произвести следующие этапы разработки ТП: · Добавление новой операции в ТПС; · Добавление в операцию основного перехода обработки;Пример выполнения задания
В соответствии с заданием, необходимо спроектировать технологический процесс для детали “Втулка”.
На этапе составления технологического маршрута обработки детали решаются следующие задачи: разрабатывается общий план обработки поверхностей детали, выбираются методы обработки, тип соответствующего оборудования и средства технического оснащения, намечается содержание операций.
Следует помнить, что получение готовой детали с определенными размерами производится в несколько этапов – операций и переходов, начиная с выбора заготовки. Всякая заготовка, предназначенная для дальнейшей механической обработки, изготавливается с припуском на размеры готовой детали.
Припуск, представляющий собой излишек материала, необходимый для получения окончательных размеров и заданного класса шероховатости поверхности деталей, снимается на станках режущими инструментами. В каждой последующей операции также определяется припуск на размеры готовой детали.
Для изготовления втулки, (см. рис.1, Лабораторная работа №1) с определенными конструктивными элементами может рекомендоваться следующий процесс обработки.
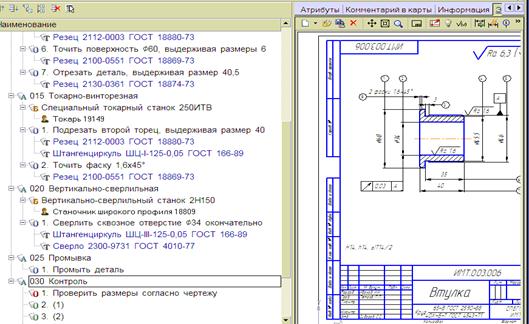
Отрезка заготовки – разрубка прутка длиной 300 для нескольких деталей); обработка точением наружной поверхности втулки – точить поверхность ∅46, выдерживая размер 35; обработка внутреннего торца (рядом с канавкой) – подрезать торец, выдерживая размер 36 (35+1(припуск)); обработка свободного торца – подрезать торец, выдерживая размер 35; точить фаску 1,6×450 на свободном торце; точить канавку для выхода инструмента; обработка точением наружной поверхности втулки - точить поверхность ∅60, выдерживая размер 41 (40+1(припуск)); отрезать деталь выдерживая размер 40,5 (40+0,5(припуск)); обработка противоположного торца – подрезать торец, выдерживая размер 40; точить фаску 1,6×450 на торце; просверлить отверстие диаметром 34; промывка; контроль.
Обращаем внимание, что ТП приводится в упрощенном виде, без учета требуемой точности и качества поверхности детали «Втулка»!
Процесс обработки сопровождается измерением обрабатываемых элементов, поэтому должно быть предусмотрено снабжение ТП измерительными инструментами, например, штангенциркулем.
Дополнительными операциями, которыми заканчивается процесс изготовления втулки, могут быть: промывка; контроль.
Формирование технологического процесса будет производиться смешанным методом. Основные операции и переходы будут создаваться наполнением Дерева ТП с использованием справочников, а для формирования переходов обработки отдельных конструкторско-технологических элементов – фасок и проточек будет использоваться Дерево КТЭ.
Формирование технологического процесса наполнением Дерева ТП
1. Загрузите систему ВЕРТИКАЛЬ щелчком по одноименной пиктограмме в программной группе АСКОН.
2. Зарегистрируйтесь в системе.
3. С помощью команды Файл - Открыть откройте созданный ранее файл ТП. Временно свернем окно Дерева КТЭ, щелкнув по сплиттеру.
4. Установите курсор в окне Дерева ТП на названии детали. Нажмите правую кнопку мыши и выберите Добавить операцию. 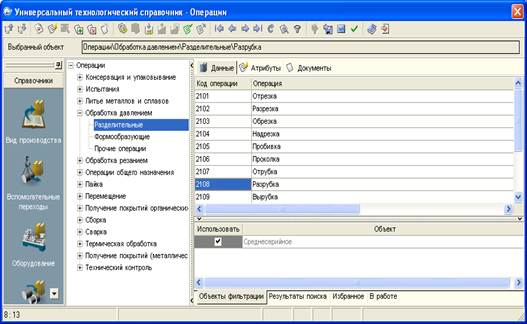
 Рис. 1 Окно УТС при выборе операции
Рис. 1 Окно УТС при выборе операции
Начальной операцией является операция отрезки заготовки – разрубка прутка длиной 300 для нескольких деталей. В открывшемся окне справочника УТС – операции (рис.1) последовательно выберите Операции ® Обработка давлением ® Разделительные® Разрубкаи нажмите кнопку  Применить.
Применить.
В результате ваших действий в дереве ТП появилась операция 005 Разрубка (нумерация проставляется автоматически). Вкладка Текст операции при этом осталась пустой, т.к. операция не содержит оборудования и переходов.
Добавим в операцию оборудование, оснастку и требуемый инструмент. Установите курсор на названии операции 005 Разрубка. Нажмите правую кнопку мыши и выберите из контекстного меню Добавить – Оборудование (рис. 2). На вкладке Объекты фильтрации в графе Использовать снять ü«галочку». В появившемся списке открывшегося справочника оборудования выберите Штамповочное оборудование -Оборудование для резки - Комплекс для резки заготовок на ножницах сортовых… Комплекс НВ5224. Нажмите кнопку Применить.
Установите курсор на названии Комплекс НВ5224. Нажмите правую кнопку мыши и выберите из контекстного меню Добавить исполнителя. В появившемся списке справочника выберите Штамповщик 19700.
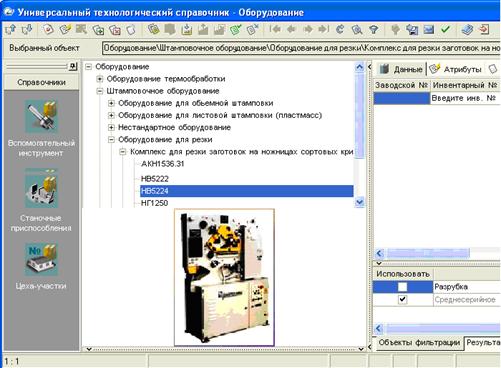
Рис 2. Окно УТС при выборе оборудования
5. Установите курсор на названии операции 005. Нажмите правую кнопку мыши и выберите в открывшемся контекстном меню Добавить – Основной переход.
В окне справочника УТС выберите последовательно Обработка давлением – Рубить - Пруток (переходим к окно Данные) выбираем на вкладке Текст перехода - Рубить пруток, выдерживая размер. Нажмите кнопку Применить.

Рис 3. Окно Текст перехода
Перейдите на вкладку Текст перехода (рис.3), установить курсор в конце текста и ввести значение размера - 300 (длина прутка для нескольких деталей).
Установите курсор на переходе 1. Нажмите правую кнопку мыши и выберите из контекстного меню Добавить – Штамповочный инструмент. В открывшемся справочнике выберите Ножи – Ножи для резки на листовых ножницах На вкладке Данные найдите нож - Нож для холодной резки – Нож 20×75×750, Применить.
Установите курсор на переходе 1. Нажмите правую кнопку мыши и выберите Добавить – Измерительный инструмент. На вкладке Объекты фильтрации в графе Использовать снять ü«галочку». В открывшемся справочнике выберите Линейки – Линейка ГОСТ 427-75. На вкладке Данные выбрать – 300, Применить.
Формирование операции завершено.
В процессе выбора из УТС иерархически отображается информация об операциях в виде дерева операций. В состав одного объекта дерева операций входят другие, подчиненные ему.
Также отображается информация о переходах, оборудовании и прочем.
Поэтому для описания следующих элементов ТП, будем пользоваться следующим описанием, например:
ОперацииОбработка давлениемРазделительные Разрубка.
Операция 010
1. Операция содержит много переходов и требует ввода многих размеров. Для формирования операции следует создать эскиз с размерами (рис.4). В пособии, на рисунке эскиза указаны номера переходов. Присоединим Эскиз операции. Перейдите на вкладку Эскиз в окне вкладок дерева ТП. Нажмите кнопку  Открыть эскиз и выберите файл эскиза.
Открыть эскиз и выберите файл эскиза.

Рис 4. Эскиз к операции 010. Файл, типа фрагмент КОМПАС-График (формат *.frw)
При выполнении операции будут производиться следующие действия-переходы:
1. обработка точением наружной поверхности втулки – точить поверхность ∅46, выдерживая размер 35;
2. обработка внутреннего торца (рядом с канавкой) – подрезать торец, выдерживая размер 36 (35+1(припуск));
3. обработка свободного торца – подрезать торец, выдерживая размер 35;
4. точение фаски 1,6×450 на свободном торце;
5. точение канавки для выхода инструмента;
6. обработка точением наружной поверхности втулки - точить поверхность ∅60, выдерживая размер 41 (40+1(припуск));
7. отрезка детали выдерживая размер 40,5 (40+0,5(припуск)).
Формирование операции.
Операции Обработка резаньемТокарная Токарно-револьверная.
§ СтанокТокарныеТокарно-револьверные1Е316.
ИсполнительТокарь 19149
Переходы
§ Режущий инструментРезецРезец проходнойРезец Р6М5 ГОСТ 18869-73обозначение 2100-0551; § Измерительный инструмент Штангенинструмент Штангенциркуль ГОСТ166-89… *В ВЕРТИКАЛЕ добавление необходимых численных значений в текст перехода может производиться вводом с клавиатуры и…Переходы 4 и 5 будут вставлены позже.
6. Обработка резаньемТочитьТочить поверхность ∅60*, выдерживая размер 6; (Размеры со * добавляйте из эскиза).
§ Режущий инструментРезецРезец проходнойРезец Р6М5 ГОСТ 18869-73обозначение 2100-0551;
7. Обработка резаньемОтрезатьОтрезать деталь, выдерживая размер 40,5*;
§ Режущий инструментРезецРезец отрезнойРезец Р18 ГОСТ 18874-73обозначение 2130-0361;
Операция 015
1. обработка противоположного торца – подрезать торец, выдерживая размер 40; 2. точение фаски 1,6×450 на торце.Переходы
1. Обработка резаньемПодрезатьТорец подрезать торец, выдерживая размер 40*;
§ Режущий инструментрезецрезец подрезнойРезец ВК6 ГОСТ 18880-73обозначение 2112-0003;
§ Измерительный инструмент Штангенинструмент Штангенциркуль ГОСТ166-89 обозначение ШЦ-I-1-125-0,1.
Переход 2 будет вставлен позже.
Операция 020
Рис 7. Эскиз к операции 020
Операции Обработка резаньемСверлильная Вертикально-сверлильная.
§ Станок Настольно- и Вертикально-сверлильный станок2Н150.
ИсполнительСтаночник широкого профиля 18809
Переходы
Выбор режущего инструмента может быть ограничен с помощью автоматизированного отбора из общей базы по заданному диаметру и длине сверла с помощью… Добавить размер вести размер 50 (длина отверстия с припуском).Добавить
Нажать на кнопку фильтр выбрать Р9Гост ГОСТ 4010-77 обозначение 2300-9731; Перейдите на вкладку Атрибуты, где указаны параметры сверла. Убедитесь, что выбранное сверло имеет диаметр 34, длина…Операция 025
ОперацииОперации общего назначенияПромывкаПромывка
Переходы
1. Промыть деталь.
Операция 030
Операции Технический контрольПрочие операцииКонтроль
Переходы
1. Проверить размеры Проверить размеры согласно чертежу.
Перейти на вкладку Эскиз, подключить чертеж втулки.
Активизировать кнопки  Создать маркировку для размеров, ОК,
Создать маркировку для размеров, ОК,
 Импортировать контролируемые параметры, ОК.
Импортировать контролируемые параметры, ОК.
Формирование ТП с использованием Дерева КТЭ
Перейдите в окно Дерева КТЭ. Щелкните на названии детали правой кнопкой мыши и выберите в контекстном меню команду Добавить КТЭ. В открывшемся окне УТС последовательно выберите: Поверхности вращения –… Установите курсор в дереве КТЭ на элемент Цилиндр и, щелкнув правой кнопкой мыши, выберите команду Добавить КТЭ.…Формирование комплекта технологической документации
Нажмите кнопку Формировать… на вкладке Комплект карт. В открывшемся окне Мастера формирования технологической документации… Сохраните сформированный комплект документов в папке пользователя.Литература
1. Технология машиностроения. Часть II: Проектирование технологических процессов / Э.Л. Жуков, И.И. Козарь, и др.; Под ред. С.Л. Мурашкина, СПб: Изд-во СПбГПУ, 2003.
2. ВЕРТИКАЛЬ. Система автоматизированного проектирования технологических процессов. Руководство пользователя. АО АСКОН, 2009
– Конец работы –
Используемые теги: методики, создания, технологического, процесса, ТП, обработки, машиностроительной, детали0.113
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Методики создания технологического процесса (ТП) обработки машиностроительной детали
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.177 сек.
Новости и инфо для студентов