Оборудование и материалы
1. Станок для запрессовки XQ-2B (рис. 3.3) для запрессовки металлических образцов в термоотверждаемые полимеры перед шлифованием и полированием.

Рис. 3.3. Станок для запрессовки XQ-2B
Станок для запрессовки (рис.3.4) оснащен металлической трубой, в которой при помощи маховика (9) перемещается нижний пуансон (5) и фиксируется сверху верхним пуансоном (2). Труба нагревается при помощи нагревателя (14). Станок оснащен индикатором давления (18), который показывает минимальное необходимое давление для запрессовки. Между нижним и верхним пуансоном помещается исследуемый образец и засыпается сверху эбонитовой пудрой. При вращении маховика (9), нижний пуансон (5) поднимается, и начинает давить на образец с пудрой. В это время нагревательный элемент начинает расплавлять эбонитовую пудру, которая полимеризуется и, отверждаясь при охлаждении, запрессовывает образец.
Таймер (17) используется для установки точного времени удерживания нагрева.
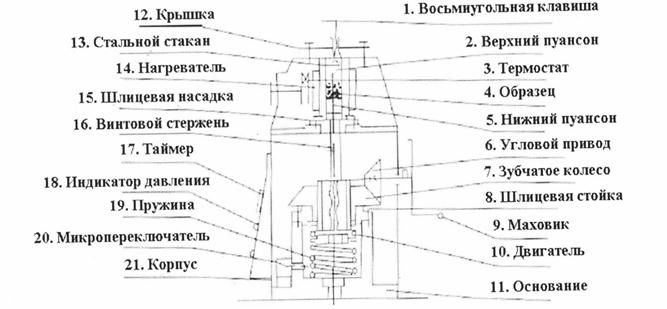
Рис. 3.4. Схема устройства станка для запрессовки
2. Шлифовально – полировальный станок MP-2 (рис. 3.5).

Рис. 3.5. Шлифовально – полировальный станок MP-2
Станок состоит из основания, шлифовального диска, полировального диска, пластикового защитного экрана и панели управления. Шлифовальный диск расположен слева, а полировальный диск – справа.
Двигатель станка зафиксирован на основании и приводит во вращение шлифовальный и полировальный диски с помощью клинового приводного ремня. Шлифовальный или полировальный круги накладываются на соответствующий диск. Подача воды осуществляется через трубку подачи воды. Расход воды устанавливается регулятором, слив воды осуществляется через дренажную трубку. Мокрое последовательное шлифование проводится на шлифовальном станке с использованием водостойких шлифовальных кругов в следующем порядке зернистости 600, 800, 1500 и 2000
По-моему надо поменять расположение - от крупных к мелким
(Классификация шлифовальной бумаги по показателю зернистости приведена в приложении 8).
Процесс шлифования заключается в том, что вращающийся шлифовальный круг непрерывно удаляет риски, забоины и царапины с поверхности образца зёрнами абразива. Скорость вращения шлифовального круга – 450 об/мин. Шлифование проводится при последовательном уменьшении размера абразивных частиц
После шлифования поверхности образца следует полирование, которое должно устранить риски, оставшиеся от воздействия абразивных частиц.
В случае химико-механического полирования используют полировочные абразивные частицы совместно с химическими веществами, способствующими ускорению полирования.
3. Водостойкие шлифовальные круги с нанесенным абразивом каким?.с зернистостью 2000,1500,800 и 600.
4.Полировальное сукно и раствор оксида хрома: состав?
5.Металлические пластины для изготовления шлифа из … название металла . размером …..
6. Растворы для травления: состав