НАПІВАВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ АРГОНУ
НАПІВАВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ АРГОНУ - Конспект, раздел Образование, МАТЕРІАЛОЗНАВСТВО КОНСПЕКТ ЛЕКЦІЙ Розрізняють Напівавтоматичне Дугове Зварювання В Атмосфері Аргону Плавким Й Н...
Розрізняють напівавтоматичне дугове зварювання в атмосфері аргону плавким й неплавким електродом.
Схема напівавтоматичного дугового зварювання плавким електродом в атмосфері аргонуподібна до схеми зварювання в атмосфері вуглекислого газу (див. рис. 8.2) з тією лише відмінністю, що замість вуглекислого газу в пальник подають аргон. Аргон не розчиняється у рідкому й твердому металі, не утворює хімічних сполук з більшістю елементів, що входять до складу цього металу, й забезпечує високоефективний захист рідкого металу.
В атмосфері аргону зварюють легкооксидівні сплави на основі алюмінію, титану, магнію, леговані та високолеговані сталі постійним струмом зворотної полярності та великої густини. Струм зворотної полярності руйнує оксидну плівку зварюваних країв заготовок за допомогою важких позитивно заряджених іонів. Велика густина струму забезпечує добру якість шва через перехід від дрібнокрапельного до струменевого переносу металу з електроду на виріб. Завдяки цьому підвищується якість шва й продуктивність зварювання.
Зварювання плавким електродом застосовують, щоб з'єднати елементи конструкцій товщиною понад 2 мм в усіх просторових положеннях шва. Електрична дуга живиться від зварювальних випрямлячів з жорсткою зовнішньою характеристикою.
Переваги аргонно-дугового зварювання:
—- висока продуктивність зварювання;
— добра якість зварного шва;
— не потрібно застосовувати флюси;
— можна візуально спостерігати за процесом. Недолік — висока вартість аргону.
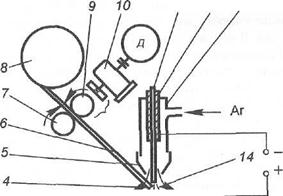
Схема напівавтоматичного дугового зварювання неплавким електродомзображена на рис. 8.4. Тут вольфрамовий електрод 11 закріплений в електродотримачі 12 пальника. Неплавкий електрод тільки підтримує горіння дуги. Присадний матеріал 6 подається із сталою швидкістю vп у дугу 14, де він і краї заготовок 1, 3 розплавляються і утворюють зварювальну ванну 2. Присадний матеріал вибирають близький за складом до основного металу. Зварювальну дугу живлять постійним і змінним струмом.
Переважно використовують постійний струм прямої полярності (плюс на виробі), що забезпечує стійке горіння дуги при напрузі 10...15 В без значного нагрівання електроду. Тонкі заготовки з відбортованими краями можна зварювати і без присадного матеріалу. Струмом прямої полярності зварюють високо-леговані сталі, сплави міді, титану та ін.
Алюміній і його сплави рекомендується зварювати струмом зворотної полярності, під час чого напруга дуги зростає порівняно з відповідною напругою прямої полярності, вольфрамовий електрод перегрівається, а його втрати збільшуються.
Продуктивність зварювання неплавким електродом менша порівняно із зварюванням плавким електродом. Проте цьому способу віддають перевагу, коли недопустиме розбризкування електродного металу й коли зварюють метал товщиною від кількох десятих міліметра.
Макіївка – 2013
Конспект лекцій з дисципліни: «Матеріалознавство».
Підготувала Туголукова І.Г. – викладач вищої категорії Макіївського металургійного технікуму – 2013р.
РОЗГЛЯНУТО
Фізичні властивості
До фізичних відносять теплові властивості (теплоємність, теплопровідність, температура плавлення, теплове розширення), електричну провідність, магнітну проникність, густину, колір тощо.
Технологічні властивості
Технологічні властивості характеризують здатність металу піддаватись обробці у холодному і гарячому стані. їх визначають при технологічних випробуваннях, оцінюючи придатність металу до того чи іншо
Хімічні властивості
До хімічних властивостей відноситься хімічна стійкість проти дії зовнішнього середовища (кислот, лугів, води, повітря, газів, високої температури тощо).
Не всі метали однаково стійкі проти
Експлуатаційні (спеціальні) властивості
Ці властивості, залежно від умов роботи, визначають спеціальними випробуваннями. Однією з найважливіших експлуатаційних властивостей є зносостійкість.
Зносостійкість —
Фізичні дослідження
Термічний метод призначений для визначення критичних точок, тобто тих" температур, при яких у сплаві відбуваються будь-які перетворення. Критичні точки визначають термоелектричним піром
Лекція 3
Тема: «Дослідження стану «залізо-цементи».
План
1. Історична довідка про будування діаграми залізо – цементит.
2. Значення діаграми.
ДЖЕРЕЛА ЖИВЛЕННЯ ЗВАРЮВАЛЬНОЇ ДУГИ
Особливістю електродугового зварювання є короткі замикання і коливання довжини дуги. Короткі замикання відбуваються і під час запалювання дуги, і під час перенесення металу із електроду на виріб у
ЕЛЕКТРОДИ
Для ручного електродугового зварювання застосовують два типи електродів: неплавкі, плавкі.
Неплавкі електроди виготовляють у вигляді стрижнів з вольфраму, електротехнічного в
Ручная дуговая сварка.
Ручную дуговую сварку выполняют сварочными электродами, которые подают вручную в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом (рис.17.2) дуга 8 гори
АВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ ЗАХИСНИХ ГАЗІВ
Автоматичне дугове зварювання в атмосфері захисних газів характеризується автоматичним запалюванням та підтримуванням дуги, автоматичною подачею електрода на виріб і авт
Електроерозійні методи обробки
Електроерозійні методи полягають у руйнуванні електропровідних матеріалів — електродів — під час пропускання між ними імпульсів електричного струму. Коли різниця потенціалів мі
ЕЛЕКТРОІСКРОВА ОБРОБКА
Особливістю електроіскрової обробки є короткі імпульси малої потужності йвідносно велика перерва між ними, внаслідок чого забезпечується висока точність і я
ЕЛЕКТРОІМПУЛЬСНА ОБРОБКА
Електроімпульсна обробка відрізняється від електроіскрової полярністю електродів (тут катод — заготовка, а анод —
інструмент) та тривалішими й потужнішими електричними імпульсами, я
Електроконтактна обробка
Електроконтактна обробка передбачає механічне відокремлювання з поверхні заготовки металу, нагрітого електричним струмом до пластичного або навіть до рідкого стану. Теплоту частково виділяют
Електрохімічні методи обробки
Електрохімічні методи обробки ґрунтуються на анодному розчиненні заготовки в електроліті під дією постійного електричного струму. Іони металу заготовки та іони електроліту вс
ЕЛЕКТРОХІМІЧНЕ ПОЛІРУВАННЯ
Електрохімічне полірування відбувається у ванні 2 (рис. 3), де електролітом 5 є розчин кислоти або лугу залежно від властивостей матеріалу заготовки 1, яки
ЕЛЕКТРОХІМІЧНА РОЗМІРНА ОБРОБКА
Електрохімічна розмірна обробка (рис. 4) передбачає примусову циркуляцію електроліта 1 під тиском в міжелектродному проміжку між заготовкою 2 (анодом) та інструме
Ультразвукова обробка
Ультразвукову обробку використовують для скерованого відокремлення з оброблюваної поверхні заготовки дрібних частинок матеріалу за допомогою завислих у суспензі
Лазерна обробка
Лазерна (світлопроменева) обробка ґрунтується на миттєвому локальному нагріванні поверхні оброблюваної заготовки світловим променем високої енергії до температу
ТВЕРДОТІЛІ ЛАЗЕРИ
Твердотілий лазер складається з робочої речовини, системи збудження, фокусування й охолодження. Твердотілі лазери працюють переважно в імпульсному режимі. їх робочою речовиною
НАКОЧУВАННЯ РІЗІ
Різь накочують у холодному стані з використанням плоских різевих плашок або циліндричних роликів.
Під час накочування різі плоскими плашками (рис. 7.1.1,а) заготовку
НАКОЧУВАННЯ ЗУБЧАСТИХ КОЛІС І ШЛІЦІВ
Зубці коліс накочують за допомогою спеціальних Інструментів — накатників у холодному (для модуля т ≤ 1 мм) і в гарячому (для т = 1...10 мм) стані. Накатник має вигляд зуб
Обкочують зовнішні й розкочують внутрішні поверхні
кульками або роликами, притиснутими до оброблюваної поверхні силою Р (рис.7.1.3). Порівняно з роликами кульки вимагають меншої сили Р, але продуктивність обробки кульками нижча. Метод
КАЛІБРУВАННЯ ОТВОРІВ
Суть методу калібрування полягає в проштовхуванні або протягуванні крізь оброблюваний отвір жорсткого й твердого інструмента, розмір якого дещо перевищує розмір отвору. Інст
ВИГОТОВЛЕННЯ ДЕТАЛЕЙ НА ОСНОВІ РІДКИХ ПОЛІМЕРІВ
Часто для виготовлення деталей з полімерних композитних матеріалів як зв'язувальну речовину використовують смоли, які перебувають у рідкому стані при кімнатній температурі. До найеф
У ВИСОКОЕЛАСТИЧНОМУ СТАНІ
У високоеластичному стані виготовляють деталі з листових термопластів головно способом штампування.
Штампування — це спосіб виготовлення тиском деталей об’ємної конфігурації з листо
ЗВАРЮВАННЯ ПОЛІМЕРНИХ МАТЕРІАЛІВ
Зварюванням отримують нерознімні з’єднання деталей з термопластів, нагріваючи їх в місцях з’єднання до в’язкорідкого стану й охолоджуючи під незначним тиском. Температура, тр
СКЛЕЮВАННЯ ДЕТАЛЕЙ З ПОЛІМЕРНИХ МАТЕРІАЛІВ
Склеюванням отримують нерознімні з’єднання деталей з полімерних матеріалів за допомогою клеїв або розчинників. Ці матеріали склеюють також з металами, деревиною, гумою, шкіро
ОБРОБКА РІЗАННЯМ ПОЛІМЕРНИХ МАТЕРІАЛІВ
Різанням підвищують точність розмірів заготовок, виготовлених з полімерних матеріалів, обробляють малі отвори, нарізують різі, зачищають облой тощо. Обробку провадять на металорізал
Хотите получать на электронную почту самые свежие новости?
Подпишитесь на Нашу рассылку
Наша политика приватности обеспечивает 100% безопасность и анонимность Ваших E-Mail







Новости и инфо для студентов