Дуговая сварка в среде защитных газов
Дуговая сварка в защитном газе характеризуется тем, что в зону горения дуги подается защитный газ, оттесняющий воздух из области сварки и защищающий металл сварочной ванны от вредного воздействия атмосферы. Благодаря этому отпадает потребность в электродных покрытиях и сварочных флюсах. В качестве защитных могут быть использованы инертные газы (аргон и гелий), активные газы (азот, водород, углекислый газ), смеси газов (аргон с углекислым газом и др.).
Для сварки в струе углекислого газа применяют горелки-держатели (рис. 4). Дуга 4 горит между заготовкой 5 и электродной проволокой 1, которая автоматически подается с постоянной скоростью. Подвод тока к проволоке обеспечивается через контактные сапожки 2. Сварка выполняется на переменном или постоянном токе. Углекислый газ в зону сварки подается через сопло 3; к горелке он поступает от баллона. Образующийся при сварке оксид железа раскисляется марганцем и кремнием, которые в повышенном количестве содержатся в электродной проволоке. Сварку в углекислом газе широко применяют для углеродистой стали, заварки дефектов стальных отливок, наплавки и восстановления изношенных деталей.
Сварка в инертных газах применяется для коррозионно-стойких сталей, титана, алюминия, меди, никеля, их сплавов и сплавов магния. Сварка выполняется плавящимся и неплавящимся электродом, постоянным или переменным током. Общая схема установки для сварки плавящимся электродом аналогична установке при сварке в углекислом газе; электродная проволока применяется того же состава, что и основной металл. В качестве неплавящегося электрода используют вольфрамовую проволоку, которую устанавливают в горелку. Для заполнения разделки кромок в зону дуги вводят присадочный металл.
БИЛЕТ №4
1. Расскажите устройство доменной печи и ход доменного процесса, протекающего при выплавке чугуна.
| Доменная печь (рис.1) является печью вертикального (шахтного) типа. Внутри она выложена (футерована) нейтральными огнеупорными материалами (нижняя часть печи – углеродистыми блоками, а верхняя – шамотным кирпичом). Толщина кладки до 2м. Снаружи печь обтянута стальным кожухом толщиной до 40мм. Общая высота доменной печи достигает 80м, а наибольший диаметр 10м и более. У доменной печи выделяют (рис.1) колошник, шахту, распар, заплечики и горн. Через колошниковый затвор в доменную печь загружают шихту. Шахта имеет форму усеченного конуса, расширяющегося книзу, что способствует свободному опусканию шихты по мере плавления. На уровне распара и заплечиков | 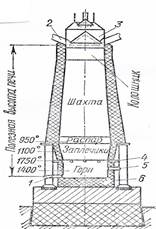
| |
| образуется губчатое железо, которое затем науглероживается, плавится и стекает в горн. | Рисунок 1 – Схема доменной печи |
Заплечики от распара суживаются к горну, поэтому твердая шихта удерживается в распаре и шахте.
В горне на лещади 6 накапливается жидкий чугун. Его плотность 6,9г/см3, а плотность шлака 2,5г/см3, поэтому над чугуном находится слой шлака.
| |
Окислительное дутье для горения топлива подается через фурмы 4 под давлением до 500кПа; оно предварительно нагревается в регенеративных печах – воздухонагревателях. Эти же фурмы используют для подачи в печь природного газа и других топливных добавок (мазута, пылевидного топлива). На колошнике находится засыпной аппарат 3 и газоотвод 2 для доменного (колошникового) газа.
Доменная печь работает непрерывно в течение многих лет.
Доменный процесс.
В печи непрерывно движутся: сверху вниз - поток шихты, снизу вверх – поток газов, образующих при горении топлива и реакциях с составляющими шихты. Сущность доменной плавки состоит в восстановлении железа из оксидов в руде, науглероживании железа и ошлаковании пустой породы и золы топлива.
Кислород дутья вступает в реакцию с углеродом кокса:
С + О2 → СО2 + Q (1)
Углекислый газ СО2, поднимаясь вверх, при температуре свыше 1000оС реагирует с углеродом кокса:
СО2 + С → 2СО – Q (2)
Наличие свободного оксида углерода СО и характеризует восстановительную атмосферу в печи. Восстановление железа из оксида протекает по реакциям:
3Fe2O3 + CO → 2Fe3O4 + CO2 + Q (3)
Fe3O4 + CO → 3FeO + CO2 - Q (4)
Fe O + CO → Fe + CO2 + Q (5)
Общий тепловой эффект реакций восстановления оксидов железа оксидом углерода (непрямое восстановление) является положительным. Процесс начинается в шахте печи и заканчивается в заплечиках, где происходит восстановление твердым (сажистым) углеродом (прямое восстановление) с образованием губчатого железа:
Fe O + C → Fe + CO - Q (6)
Восстановленное железо науглероживается при температуре 900…1000оС по реакции:
3Fe + 2CО → Fe3С + CO2 (7)
При более высоких температурах науглероживание происходит сажистым углеродом, проникающим в поры губчатого железа и образующим карбид железа:
3Fe + C → Fe3С (8)
Карбид железа Fe3С, содержащий 6,67% углерода, растворяется в железе, насыщая его углеродом.
Соединения марганца и фосфора из рудных минералов, а также кремния из пустой породы также частично восстанавливаются в области заплечиков углеродом:
MnO + C → Mn + CO – Q; (9)
SiO2 + 2C → Si + 2CO – Q; (10)
Ca3(PO4)2 + 5C → 3CaO +5CO + 2P – Q. (11)
Помимо углерода, в железе одновременно растворяются восстановленные марганец, кремний и фосфор, а также сера из кокса, в результате чего и образуется чугун, который каплями стекает в горн.
Оксид кальция способствует частичному удалению серы из чугуна, так как образуется нерастворимый в металле сульфид кальция СaS, переходящий в шлак:
FeS + CaO + C → Fe + CaS + CO +Q (12)
Вместе с кремнеземом SiO2, глиноземом Al2O3 и другими составляющими пустой породы и коксовой золы оксид кальция образует шлак, который плавится в распаре и заплечиках и стекает в горн. Шлак состоит из оксидов CaO, SiO2, Al2O3, MgO, FeO, CaS.
2. Приведите примеры марок по ГОСТу легированных конструкционных сталей, опишите их свойства и применение в автотракторном и сельскохозяйственном машиностроении.
3. Назовите виды и назначение абразивных материалов и связок, дайте их характеристику. Приведите примеры маркировки абразивных инструментов и расшифруйте их.
Абразивный инструмент – это огромное количество абразивных зерен, соединенных в единый инструмент особым материалом – связкой.
Абразивные инструменты изготавливаются со связанными зернами (шлифовальные круги, головки, сегменты, бруски, шкурки) и в виде несвязанных, свободных зерен (пасты, суспензии, порошки).
Абразивные инструменты характеризуются материалом зерен и их размером, видом связки, твердостью, структурой, формой и размерами.
Процесс изготовления абразивного инструмента состоит из приготовления связки, смешивания абразивной массы, формирования, термической обработки, механической отделки и испытания. Алмазные круги и бруски дополнительно характеризуются концентрацией и маркой алмазов.
Абразивные материалы представляют собой мелкораздробленные минералы естественного или искусственного происхождения, зерна которых обладают высокой твердостью и способностью к резанию (царапанью).
Из естественных абразивов применяют алмаз, редко наждак и корунд.
Широко используются искусственные абразивы: электрокорунд, карборунд, карбид бора, эльбор, синтетический алмаз.
Электрокорунд – кристаллическая окись алюминия А1203, получаемая путем плавки глинозема в электрических печах при температуре 2050оС.
Наибольшее распространение получил электрокорунд нормальный (87…91% А1203) 1А, который выпускается следующих марок: 16А, 15А, 14А, 13А и 12А. Применяется для обработки стальных отливок, поковок и деталей из высокопрочных чугунов.
Электрокорунд белый 2А (до 97 % А1203) выпускают следующих марок: 25А, 24А, 23А и 22А. Используется для обработки азотированных сталей, стекла и для заточки инструмента.
Разработаны и находят все большее применение хромистый электрокорунд 33А и 34А, титанистыйэлектрокорунд 37А и циркониевыйэлектрокорунд 38А.
Монокорунд 4А (до 99% А1203) выпускается следующих марок: 45А, 44А и 43 А.
Зерна монокорунда, хромистого и титанистого электрокорунда обладают большой прочностью, износостойкостью и высокими режущими свойствами. Изготовленные из них шлифовальные круги применяются для обработки закаленных цементуемых и азотированных сталей, а также высоколегированных сталей с низкой теплопроводностью и теплоемкостью.
Карборунд (карбид кремния) – химическое соединение кремния с углеродом (SiC), получаемое при плавке кварцевого песка и кокса в электрических печах при температуре 1900…2000оС.
Зерна карбида кремния имеют заостренную форму и обладают хорошими режущими свойствами, но так как они менее прочны, чем зерна корунда, то для обработки сталей непригоден, а используется для обработки хрупких материалов: чугунов, бронзы, титановых и тугоплавких сплавов, металло - и минералокерамики.
Карбид кремния выпускается двух видов: черный карбид кремния 5С (марки 55С, 54С и 53С) содержит не менее 95% SiC, зеленый карбид кремния 6С (марки 64С и 63С) содержит 98…99% SiC.
Карбид бора – химическое соединение бора с углеродом (B4С), получаемое сплавлением борной кислоты с нефтяным коксом. Карбид бора имеет высокую твердость, большую хрупкость и применяется в виде порошков для доводочных процессов (доводки твердосплавного режущего инструмента) и при ультразвуковой обработке хрупких материалов.
Синтетические алмазы получают в виде мелких кристаллов размером не более 1мм. Синтез алмазов происходит в результате воздействия на графит больших давлений и высоких температур в присутствии металлического катализатора.
Синтетические алмазы в зависимости от прочности делятся на пять марок: низкой прочности – АСО, повышенной прочности – АСР, высокой прочности – АСВ, монокристальные – АСК и АСС.
Синтетические алмазы применяют для обработки твердосплавного инструмента и изделий из оптического стекла, кварца и т. п.
Эльбор (кубический нитрид бора) состоит из 44% бора и 56% азота. Твердость его уступает лишь алмазу, а теплостойкость в 2 раза выше.
Круги из эльбора марок ЛО и ЛП наиболее эффективны при чистовом шлифовании, заточке и доводке инструментов из быстрорежущих сталей.
Связующие вещества (связки)предназначены для скрепления зерен абразивного инструмента и удержания их от преждевременного выкрашивания.
Применяют связки трех видов: неорганические, органические и металлические.
Неорганические связки – керамическая (К), магнезиальная (М) и силикатная (С). Наиболее распространена керамическая связка, состоящая из огнеупорной глины, полевого шпата, талька, жидкого стекла. Инструменты, изготовленные на керамической связке, теплостойки, прочны, обладают химической стойкостью и не боятся влаги.
Органические связки – бакелитовая (Б), глифталевая (Г) и вулканитовая (В). Бакелитовая связка (наиболее распространенная) изготовляется из фенолформальдегидной смолы. Инструмент на бакелитовой связке прочен, эластичен и допускает большие окружные скорости. Однако его химическая и тепловая стойкость невысокая.
Глифталевая связка состоит из глицерина и фталевого ангидрида. Круги на глифталевой связке имеют повышенную упругость и применяются на чистовых и доводочных работах.
Вулканитовая связка изготавливается из каучука с добавкой серы (до 30%) с последующей вулканизацией. Она обладает высокой прочностью и эластичностью. Инструменты на этой связке применяются для отрезных и прорезных операций, а также при тонком шлифовании и полировании.
Металлические связки, состоящие из металлической основы (порошки меди, олова, алюминия и др.) и наполнителя, применяют в алмазных кругах и в кругах из карбида кремния для электроалмазного шлифования.
Металлические связки МИ и МК на медной основе имеют наполнитель карбид кремния и электрокорунд, связка М5 с основой из алюминия и меди, связка Ml с основой из меди и олова.
БИЛЕТ №5
1. Дайте характеристику конечным продуктам доменного производства и укажите области их применения. Укажите основные технико-экономические показатели работы доменной печи.