рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Отливок из цветных сплавов, мм
Реферат Курсовая Конспект
Отливок из цветных сплавов, мм
Отливок из цветных сплавов, мм - раздел Образование, МАТЕРИАЛОВЕДЕНИЕ Наибольший Габаритный Размер Отливки (Длина Или В...
| Наибольший габаритный размер отливки (длина или высота), мм | Единичное производство |
| До 100 | 2,0 |
| Св. 100 до 200 | 3,0 |
| Св. 200 до 300 | 4,0 |
| Св. 300 до 500 | 5,0 |
Припуски на усадку.Величина припуска на усадку выбирается в зависимости от усадки материала отливки (табл. 3).
Таблица 3
| Сплав | Линейная усадка, % |
| Серый чугун Сталь Медные сплавы Алюминиевые сплавы | 0,8 - 1,2 1,8 - 2,2 1,2 - 1,5 1,0 - 1,5 |
Разъем модели и формы.Показывают отрезком или ломаной штрихпунктирной линией, заканчивающейся знаком х - х, над которым указывают буквенное обозначение разъема 1 – «МФ» (Рис. 5 б) (МФ — при совпадении линий разъема модели и формы; РМ (разъем модели) и РФ (разъем формы) при несовпадении этих плоскостей).
Направление разъема показывают сплошной основной линией, ограниченной стрелками и перпендикулярной линии разъёма.
Положение отливки в форме при заливке обозначают буквами В (верх) и Н (низ). Буквы проставляют у стрелок, показывающих направление разъема формы.
Припуски на механическую обработку изображают сплошной линией 2 (тонкой) у поверхностей, где указан знак обработки (допускается выполнять линию припуска красным карандашом).

Рис. 5
Отверстия, впадины и т.п.Не выполняемые при изготовлении отливки детали зачеркивают сплошной тонкой линией 3, которую допускается выполнять красным карандашом.
Стержни, их знаки.Изображают сплошной тонкой линией, которую допускается выполнять синим цветом. Стержни в разрезе штрихуют только у контурных линий 4. Размеры знаков стержней и зазоры между знаками стержней и модели принимают по ГОСТ 3606-80. В учебных целях длину знаков принять 15...40 мм.
Стержни обозначают буквами «Ст» и порядковыми номерами, например, Ст1, Ст2 (рис. 1,б).
Литниковую систему и прибылиизображают сплошной тонкой линией, которую допускается выполнять красным цветом. На рис. 5, б литниковая система не показана.
При разработке чертежа (эскиза) «Элементы литейной формы» исходят из условия обеспечения качества отливки и экономичности ее изготовления. Выбирая плоскость разъема, следует помнить, что наиболее ответственные поверхности отливки целесообразно располагать в нижней части формы или вертикально, так как вверхней части отливки скапливаются дефекты - газовые раковины и шлаковые включения. Плоскость разъема выбирают с учетом удобства формовки и извлечения модели из формы. Кроме того, желательно, чтобы отливка или по крайней мере ее базовые поверхности для механической обработки были расположены в одной полуформе.
Припуски на механическую обработку и размеры знаковых частей стержня определены Государственным стандартом. Чертеж (эскиз) "Элементы литейной формы" служит основой для разработки модельного комплекта: модели и стержневых ящиков. На рис. 6 дан эскиз деревянной модели для ручной формовки.
Модель имеет разъем 1, стержневые знаки 2, 3 (они окрашены черным цветом), конфигурация которых соответствует конфигурации знаков, указанных на рис. 5 ,б (Ст1 и Ст2). На модели предусматривают формовочные уклоны 4 на стенках, перпендикулярных плоскости разъема (определены Государственным стандартом), и радиусы скруглений, в местах сопряжения стенок 5. При выполнении эскизов величину формовочных уклонов принять 1...3°. Размеры
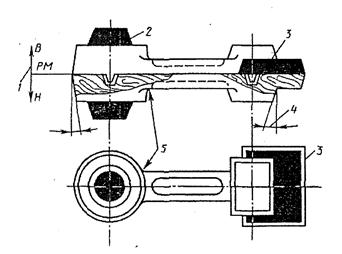
Рис. 6
моделей выполняют с учетом припусков на механическую обработку, технологических припусков и усадки сплава, из которого изготавливают отливку (табл. 1, 2 и 3).
На рис. 7 показаны деревянные стержневые ящики, предназначенные для ручного изготовления стержней: Ст1 -(а) и Ст2 (б).
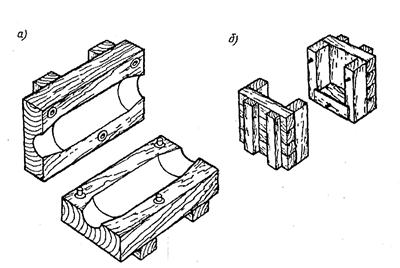
Рис. 7
Формы для стальных отливок отличаются не только высокой огнеупорностью и податливостью, но и наличием прибылей, которые служат для компенсации большой усадки стали и предупреждения усадочных раковин в отливках
На рис. 8 показаны: литейная форма для стальной отливки (а) и отливка с литниковой системой (б). Обратите внимание на прибыли, а также на различие конструкций литниковой системы для чугунной (см. рис. 9) и стальной отливки (рис.8). В форме для стального литья отсутствует шлакоуловитель, так как конструкция заливочного ковша обеспечивает задержание шлака.
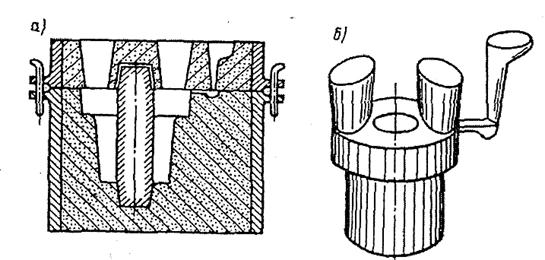
Рис. 8
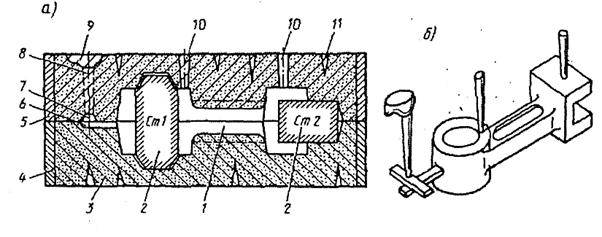
Рис. 9
Последовательность ручной формовки в двух опоках по разъемной модели (рис. 9).
1. На подмодельную плиту устанавливают нижнюю часть модели (с гнездами под шины) разъемом на плиту, модели питателей 6 и нижнюю опоку 4.
2. Поверхность моделей припыливают припылом (мелким песком) для предупреждения прилипания формовочной смеси к ним.
3. Через сито просеивают облицовочную формовочную смесь небольшим слоем.
4. Засыпают наполнительную формовочную смесь, постепенно уплотняя ее трамбовкой.
5. Излишки формовочной смеси срезают линейкой и делают вентиляционные каналы 11, прокалывая уплотненную формовочную смесь иглой (душником). Конец иглы не должен касаться поверхности модели.
6. Переворачивают опоку на 180° и по контрольным штырям устанавливают на нее верхнюю опоку 2.
7. На нижнюю часть модели ставят по шипам ее верхнюю часть и размещают модели шлакоуловителя 7, стояка 8 и выпоров 10.
8. Припыливают модели, плоскость разъема посыпают разделительным песком и повторяют операции 3, 4, 5 формовки.
9. Извлекают модель стояка и выпоров и вырезают литниковую чашу 9.
10. Верхнюю полуформу снимают, поднимая ее вверх по штырям, и ставят на плиту плоскостью разъема вверх.
11. Поверхность формы по контуру модели смачивают водой при помощи кисточки для предупреждения осыпания ее краев.
12. В половины модели детали и модель шлакоуловителя забивают или ввинчивают подъемы (крючки), модели, слегка расшатывают легкими ударами молотка по подъему и осторожно извлекают.
13. Исправляют поврежденные места формы гладилками, ланцетами, ложечками и т. п.
14. Отделанную форму, изготавливаемую по-сырому, припыливают серебристым графитом.
15. Собирают форму: полуформы обдувают сжатым воздухом, в нижнюю полуформу 4 ставят стержени 2, нижнюю полуформу осторожно по контрольным штырям накрывают верхней и опоки скрепляют. Форма готова к заливке. Кроме чертежа детали и модели, в этом же масштабе привести собранную форму с указанием ее элементов.

| |
Рис. 10
 Рис. 11
Рис. 11

Рис. 12

Рис. 13

Рис. 14

Рис. 15

Рис. 16

Рис. 17

Рис. 18

Рис. 19

Рис. 20

Рис. 21

Рис. 22

Рис. 23

Рис. 24

Рис. 25

Рис. 26

Рис. 27

Рис. 28

Рис. 29
| |
– Конец работы –
Эта тема принадлежит разделу:
МАТЕРИАЛОВЕДЕНИЕ
ФГОУ ВПО Чувашская государственная сельскохозяйственная академия... Кафедра Ремонт машин и технология конструкционных материалов...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Отливок из цветных сплавов, мм
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.02 сек.
Новости и инфо для студентов