Формування по нерознімній моделі
1.1 Підготовити робоче місто, формувальний інструмент та модельно-опочне оснащення.
1.2 На модельну плиту встановлюють модель виливка плоскою поверхнею до низу, модель живильника та опоку низа площиною рознімання донизу.
1.3 Моделі присипають сріблястим графітом, щоб до неї не прилипала формувальна суміш.
1.4 Через сито наносять облицювальний шар суміші завтовшки 10-20 мм
1.5 Наповнювальною суміщу заповнюють опоку до її верхнього краю. Спочатку суміш ретельно ущільнюють гострим кінцем трамбівки у кутах опоки та коло її стінок, а згодом і у центрі опоки.
1.6 Суміш додають до рівня вище верхнього краю опоки та верхній шар суміші ущільнюють плоским кінцем трамбівки.
1.7 Надлишок формувальної суміші видаляють з поверхні лінійкою по вінцю із стінками опоки.
1.8 Поверхню рознімання загладжують гладилкою та наколюють вентиляційною голкою канали, які не повинні доходити до поверхні моделі на 10 - 15 мм.
1.9 Готову нижню півформу разом із заформованою в неї моделлю перевертають на 180°.
1.10 На нижню півформу встановлюють модель шлаковловлювача. Верхню опоку ставлять за допомогою штирів на нижню півформу.
1.11 На поверхню роз'єму ливарної півформи наносять шар розподілювального складу (дрібний сухий пісок, графіт і ін.), щоб формувальна суміш верхньої півформи не злипалася з нижньою.
1.12 В верхній опоці установлюють моделі ливникового стояка та випору і через сито наносять облицювальний шар формувальної суміші, так щоб вона закрила модель.
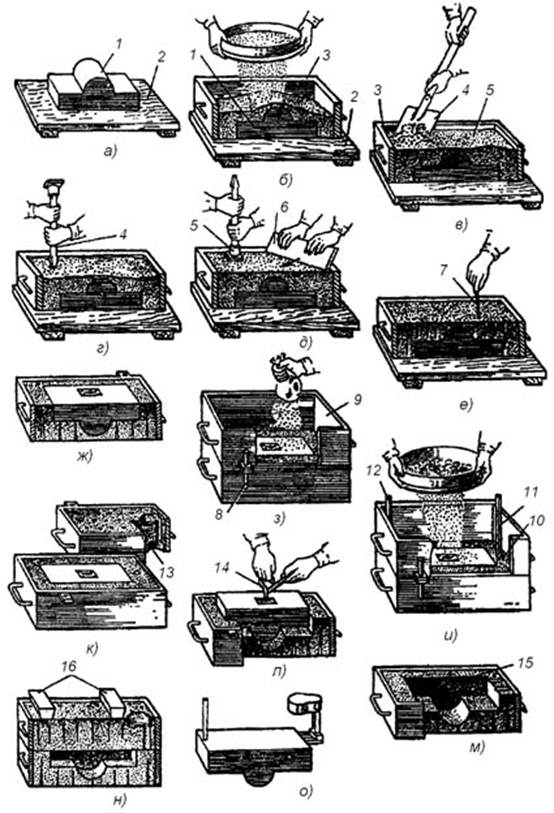
1 – виливок, 2 – підмодельна (підопочна) плита, 3 – опока, 4 – ручна набойка,
5 – трамбовка, 6 – лінійка, 7 – голка, 8 – центруючий штир, 9 – верхня опока,
10 – модель живильника, 11 – модель стояка, 12 – модель випора, 13 – верхня півформа, 14 – підємник, 15 – порожнина форми, 16 – вантаж
Рисунок 1 – Технологічний процес формовки по не рознімній моделі
1.13 Після заповнення верхньої опоки наповнювальною сумішшю її також ущільнюють як і в нижній півформі.
1.14 Надлишок суміші зрізують і роблять вентиляційні канали.
1.15 З верхньої півформи витягують модель стояка та випору, розширюють верхню частину отвору стояка, утворюючи ливникову чашу.
1.16 Знімають верхню півформу, трохи підіймаючи її та повертаючи на 180°.
1.17 З нижньої півформи витягують модель виливка та модель живильника.
1.18 З верхньої півформи витягують модель шлаковловлювача. Як треба півформи обробляють за допомогою спеціального формувального інструменту: гладилок, ланцетів та ін.
1.19 Складання ливарної форми проводять в такій послідовності: на нижню півформу по центруючим штирям встановлюють верхню півформу (рисунок 1). Ливарну форму при необхідності навантажують або скріплюють скобами.