Нагревательные устройства и их характеристики
К оборудованию, которое применяют для нагрева заготовок перед горячей обработкой давлением, относят нагревательные печии электронагревательные устройства.
К нагревательным печам относят такое оборудование, где теплота передается к заготовке из нагревательной камеры конвекцией и излучением.
Различают печи методические и камерные.
Методические печиимеют удлиненную форму. Заготовки попадают в загрузочное окно в поток горячих газов и с помощью толкательного устройства с установленной скоростью передвигаются к окну выгрузки, где идет непрерывная выдача нагретых заготовок. По мере продвижения заготовок они нагреваются до заданной температуры, так как температура в печи по ее длине непрерывно повышается вплоть до окна выгрузки. Поток нагревающих газов направлен навстречу движению заготовок, что обеспечивает их постепенный и равномерный нагрев. Чем длиннее печь, тем полнее используется тепло.
В камерных печахтемпература по всему рабочему пространству одинаковая. Такая печь имеет одно окно и загрузку с выгрузкой осуществляют через это окно по мере необходимости.
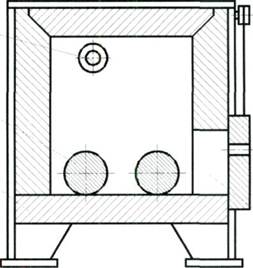
Камерная печь (рис. 4) обладает наибольшей но сравнению с другими нагревательными устройствами универсальностью, позволяет нагревать крупные заготовки, например, слитки массой до 3 т. Заготовки / укладывают на полу 3. Рабочее пространство печи нагревается за счет сжигания топлива с помощью форсунок или горелок 4. Продукты сгорания отводят через дымоход. Нагретые заготовки извлекают через окно 2, через которое их загружали в печь. Камерные печи широко распространены в мелкосерийном производстве автомобильной промышленности.
 | ||||
 | ||||
 | ||||
Рис. 4 Камерная печь
В крупносерийном и массовом производствах находят применение индукционные электронагревательные устройства(рис. 5).











 | |||||
 | |||||
 | |||||




 |
Рис. 5. Индукционное электронагревательное устройство
Работа этих устройств основана на тепловом воздействии вихревых токов, наводимых непосредственно в самой заготовке внешним переменным магнитным полем. С помощью толкателя 1 заготовки 2 помещаются в индуктор, состоящий из каркаса 3 и катушки 4, изготовленной из медной трубки, охлаждаемой водой. При питании катушки 4 током высокой частоты внутри индикатора возникает переменное магнитное поле, которое наводит в заготовке 2 вихревые токи. Протекание вихревых токов в металле сопровождается выделением тепла. Из индуктора нагретые заготовки выталкиваются по наклонному желобу 5. Устройство 6 служит для контроля температуры нагретых заготовок.
К преимуществам индукционного нагрева следует отнести:
1) большую скорость нагрева;
2) малое окисление заготовок;
3) малое обезуглероживание поверхностного слоя;
4) возможность автоматизации.
К недостаткам индукционного нагрева относят:
1) сложность преобразователей тока;
2) высокую стоимость оборудования;
3) низкий КПД установки.