П – пора, В – вольфрамове включення, IП, IВ – інтенсивність пройшовшого випромінювання на ділянках, що містять
дефекти, S – товщина металу.
Рисунок 3.1 – Схема радіаційного контролю зварного з'єднання а) та розподіл інтенсивності випромінювання, яке пройшло через з’єднання б)
 Радіографічний контроль застосовують для виявлення у зварних з’єднаннях тріщин, непроварів, пор, шлакових, вольфрамових, окисних і інших включень. Цей тип контролю застосовують також для виявлення пропалів, підрізів, оцінки величини випуклості і вгнутості кореня шва, недопустимих для зовнішнього огляду.
Радіографічний контроль застосовують для виявлення у зварних з’єднаннях тріщин, непроварів, пор, шлакових, вольфрамових, окисних і інших включень. Цей тип контролю застосовують також для виявлення пропалів, підрізів, оцінки величини випуклості і вгнутості кореня шва, недопустимих для зовнішнього огляду.
При радіаційному контролі не виявляють:
– будь-які несуцільності і включення з розміром напрямку просвічування менше подвійної чутливості контролю;
– непровари і тріщини, площина розкриття яких не співпадає з напрямком просвічування;
– будь-які несуцільності і включення, якщо їх зображення на знімках співпадають з зображеннями сторонніх деталей, гострих кутів або різких перепадів тріщин просвічуваного металу.
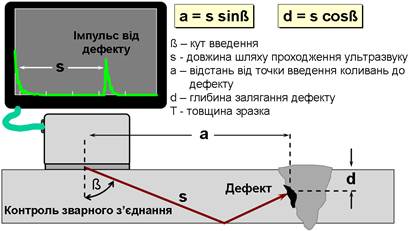
 Ультразвукова дефектоскопія (УЗД) заснована на властивості ультразвукових хвиль направлено розповсюджуватися в середовищах і відображатися від меж середовищ або порушень суцільності (дефектів), що володіють іншим акустичним опором. В практиці контролю якості зварних з'єднань використовують в основному ехо-імпульсний метод (або метод луна-локації). Він полягає в прозвучуванні виробу короткими імпульсами ультразвуку і реєстрації луна-сигналів, відображених від дефекту до приймача. Ознакою дефекту є поява луна-сигналу (імпульсу) на екрані дефектоскопа.
Ультразвукова дефектоскопія (УЗД) заснована на властивості ультразвукових хвиль направлено розповсюджуватися в середовищах і відображатися від меж середовищ або порушень суцільності (дефектів), що володіють іншим акустичним опором. В практиці контролю якості зварних з'єднань використовують в основному ехо-імпульсний метод (або метод луна-локації). Він полягає в прозвучуванні виробу короткими імпульсами ультразвуку і реєстрації луна-сигналів, відображених від дефекту до приймача. Ознакою дефекту є поява луна-сигналу (імпульсу) на екрані дефектоскопа.