рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Методы электроэрозионной обработки
Реферат Курсовая Конспект
Методы электроэрозионной обработки
Методы электроэрозионной обработки - раздел Образование, ОБРАБОТКА АБРАЗИВНЫМ ИНСТРУМЕНТОМ ...
 Электроэрозия – это разрушение материала под действием электрического разряда в среде диэлектрика.
Электроэрозия – это разрушение материала под действием электрического разряда в среде диэлектрика.
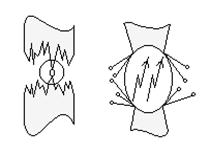
При сближении электродов в среде диэлектрика, на определённом расстоянии, на них напряжение достигает пробойного, то есть возникает пробой диэлектрика. Он происходит между наиболее выступающими микровыступами поверхностей электрода. Вследствие этого, в зоне пробоя температура достигает десятков тысяч градусов. Происходит мгновенное оплавление и испарение материала электродов и заготовки в микрообъёме. Наличие диэлектрика создаёт динамический удар, за счёт которого расплавленный материал в виде микрочастиц удаляется из зоны пробоя. При дальнейшем сближении электродов, снова возникает пробой между наиболее выступающими микровыступами, то есть процесс происходит постоянно.
Производительность данного метода, то есть удаление объёма материала в единицу времени, определяется элементарными параметрами: частотой следования импульсов, их мощностью, а также теплофизическими характеристиками электродов инструмента и обрабатываемого материала (теплота плавления, теплопроводность).
Важно также заметить, что при электроэрозионной обработке не играет роли ни твёрдость, ни прочность материала заготовки.
В качестве диэлектрика, при обработке обычно применяют масло или керосин.
В промышленности наибольшее распространение получили три разновидности электроэрозионной обработки:
1) Электроискровая;
2) Импульсная;
3) Высокочастотная обработка.
– Конец работы –
Эта тема принадлежит разделу:
ОБРАБОТКА АБРАЗИВНЫМ ИНСТРУМЕНТОМ
Все методы обработки абразивным abrasio соскабливание инструментом основаны на соскабливании материала заготовки абразивными з рнами входящими... В общем случае абразивный диск инструмент можно представить в виде фрезы... Обрабатываемая поверхность...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Методы электроэрозионной обработки
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.019 сек.
Новости и инфо для студентов