рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- ИЖЕВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Реферат Курсовая Конспект
ИЖЕВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ИЖЕВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ - раздел Образование, Минобрнауки России ...
Минобрнауки РОССИИ
Федеральное государственное бюджетное образовательное
Учреждение высшего профессионального образования
ИЖЕВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Конструкторско-технологическая подготовка машиностроительных производств»Количественная оценка технологичности
, где Qyэ - число унифицированных конструктивных элементов; Qэ - число конструктивных элементов в детали. Конструктивные элементы: фаски, канавки, пазы, отверстия, зубья, галтели…Основное технологическое время То -10-3 мин
Чистовая обточка по 11-му квалитету 0,1dl Фрезерование черновое цилиндрической фрезой 7l Фрезерование зубьев червячной фрезой (D — диаметр зубчатого колеса, мм; b — длина зуба, мм) 2,2DbНа примере штампованной поковки
Исходные данные:
Оборудование: кривошипные горячештамповочные прессы, открытая штамповка
Материал заготовки: Сталь 45 ГОСТ 1050-88
Шероховатость поверхности: Rz100
Плоскость разъема: по оси вращения заготовки
В соответствии с ГОСТ 7505—89 основными признаками классификации штампованных поковок являются: точность изготовления; группа стали; конфигурация поверхности разъема используемого штампа, степень сложности.
1. По точности изготовления поковки могут быть пяти классов (от 1-го класса точности Т1 до 5-го Т5). Класс точности поковок устанавливают в зависимости от вида оборудования (технологического процесса) по табл. 4.1 ГОСТ 7505—89.
Таблица 4.1
| Оборудование | Класс точности | ||||
| Т1 | Т2 | Т3 | Т4 | Т5 | |
| Кривошипные горячештамповочные прессы: открытая штамповка закрытая штамповка | + | + | |||
| + | + | ||||
| Горизонтально-ковочные машины | + | + | |||
| Прессы винтовые гидравлические | + | + | |||
| Горячештамповочные автоматы | + | + | |||
| Штамповочные молоты | + | + | |||
| Калибровка объемная | + | + |
2. Группа стали поковок определяется по содержанию углерода и легирующих элементов соответственно: М1 - до 0,35 % и 2 %; М2 — 0,35…0,65 % и 2...5 %, М3 —свыше 0,65 % и 5 %.
3. Степень сложности поковки С = Gn/Gф,
где Gn —масса (объем) поковки; Gф—масса (объем) геометрической фигуры минимального объема, в которую вписывается поковка (рис 4.1).

Рис.4.1. Примеры поковок и геометрических фигур, в которые могут быть вписаны поковки:b, d, h и L - габаритные размеры поковок
Gф=Vцrст=p , где rст=7,8·10-6кг/мм3
, где rст=7,8·10-6кг/мм3
Gn=p ,
,
где d1, d2,… dn , - диаметральные размеры ступеней вала, l1, l2,…ln - длины ступеней вала (равны h для тел вращения рис. 4.2).
По значению этого отношения, а также по конфигурации поковки с помощью табл. 4.2 определяют степень сложности поковки (С1, С2, СЗ или С4).
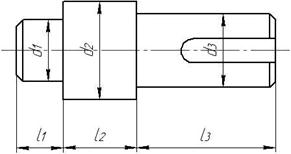
Рис.4.2. Размеры детали для определения Gn и Gф
Таблица 4.2.
Классификация штампованных поковок по степени сложности
| Степень сложности | ||||
| С1 | С2 | С3 | С4 | |
| Значение отношения Gn/Gф | ||||
| Св. 0,63 до 1,0 | Св. 0,32 до 0,63 | Св. 0,16 до 0,32 | до 0,16 | |
4. Исходный индекс определяется по рис. 4.3
Штрихпунктирной линией показан пример определения исходного индекса для поковки массой 1,5кг, группа стали М3, степень сложности С2, класс точности Т1.
5. Основные припуски на механическую обработку поковок находят в зависимости от исходного индекса, линейных размеров и шероховатости поверхности детали по табл. 4.3. Дополнительные припуски включают в себя: 0,8мм на смещение плоскости разъема штампа и 0,6мм на погрешности формы поковки на сторону
6. Допуски и допускаемые отклонения линейных размеров поковок назначают в зависимости от исходного индекса и размера поковки по табл. 4.4. Допускаемые отклонения внутренних размеров устанавливаются с обратными знаками.







Рис. 4.3. Определение исходного индекса
Таблица 4.3
Основные припуски на механическую обработку (на сторону), мм
| Исходный индекс | Толщина детали | |||||||||||||||||||||
| до 25 | 25-40 | 40-63 | 63-100 | 100-160 | 160-250 | Св 250 | ||||||||||||||||
| Длина, ширина, диаметр, глубина и высота детали | ||||||||||||||||||||||
| По 40 | 40-100 | 100-160 | 160-250 | 250-400 | 400-630 | 630-1000 | ||||||||||||||||
| Rz 100 12,5 | Rz 10 1,6 | Rz 1,25 | Rz 100 12,5 | Rz 10 1,6 | Rz 1,25 | Rz 100 12,5 | Rz 10 1,6 | Rz 1,25 | Rz 100 12,5 | Rz 10 1,6 | Rz 1,25 | Rz 100 12,5 | Rz 10 1,6 | Rz 1,25 | Rz 100 12,5 | Rz 10 1,6 | Rz 1,25 | Rz 100 12,5 | Rz 10 1,6 | Rz 1,25 | ||
| 0,6 | 0,8 | 0,9 | 0,6 | 0,9 | 0,9 | 0,7 | 1,0 | 1,0 | 0,8 | 1,1 | 1,1 | 0,9 | 1,3 | 1,2 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | ||
| 0,6 | 0,9 | 0,9 | 0,7 | 1,0 | 1,0 | 0,8 | 1,1 | 1,1 | 0,9 | 1,3 | 1,2 | 1,0 | 1,4 | 1,4 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | ||
| 0,7 | 1,0 | 1,0 | 0,8 | 1,1 | 1,1 | 0,9 | 1,3 | 1,2 | 1,0 | 1,4 | 1,4 | 1,1 | 1,5 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | ||
| 0,8 | 1,1 | 1,1 | 0,9 | 1,3 | 1,2 | 1,0 | 1,4 | 1,4 | 1,1 | 1,5 | 1,5 | 1,2 | 1,6 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | ||
| 0,9 | 1,3 | 1,2 | 1,0 | 1,4 | 1,4 | 1,1 | 1,5 | 1,5 | 1,2 | 1,6 | 1,6 | 1,3 | 1,7 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | ||
| 1,0 | 1,4 | 1,4 | 1,1 | 1,5 | 1,5 | 1,2 | 1,6 | 1,6 | 1,3 | 1,7 | 1,8 | 1,4 | 1,8 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | ||
| 1,1 | 1,5 | 1,5 | 1,2 | 1,6 | 1,6 | 1,3 | 1,7 | 1,8 | 1,4 | 1,8 | 1,9 | 1,5 | 2,0 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | ||
| 1,2 | 1,6 | 1,6 | 1,3 | 1,7 | 1,8 | 1,4 | 1,8 | 1,9 | 1,5 | 2,0 | 2,0 | 1,7 | 2,3 | 2,0 | 1,9 | 2,2 | 2,5 | 2,0 | 2,5 | 2,7 | ||
| 1,3 | 1,7 | 1,8 | 1,4 | 1,8 | 1,9 | 1,5 | 2,0 | 2,0 | 1,7 | 2,2 | 2,2 | 1,9 | 2,5 | 2,5 | 2,0 | 2,5 | 2,7 | 2,3 | 2,7 | 3,0 | ||
| 1,4 | 1,8 | 1,9 | 1,5 | 2,0 | 2,0 | 1,7 | 2,2 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,7 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | ||
| 1,5 | 2,0 | 2,0 | 1,7 | 2,2 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 3,0 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | ||
| 1,7 | 2,2 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,3 | 3,5 | 2,8 | 3,5 | 3,8 | ||
| 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | ||
| 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | ||
| 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,1 | 4,7 | 3,7 | 4,7 | 5,1 | ||
| 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | ||
7. Далее назначаются штамповочные уклоны. Уклоны служат для облегчения заполнения полости штампа и удаления из нее поковки. Штамповочные уклоны делятся на внешние относящиеся к поверхностям, по которым между поковкой и стенкой штампа образуются зазоры вследствие тепловой усадки при остывании поковки, и внутренние, относящиеся к поверхностям, которые при остывании поковки оказываются плотно посаженными на выступы штампа.
Таблица 4.4
Допуски и допускаемые отклонения линейных размеров поковок, мм
| Исходный индекс | Длина, ширина, диаметр. Ширина и высота поковки | ||||||||||||||||||||
| До 40 | 40—63 | 63—100 | 100-160 | 160-250 | Св 250 | ||||||||||||||||
| Длина, ширина, диаметр, глубина и высота поковки | |||||||||||||||||||||
| до 40 | 40-100 | 100-160 | 160-250 | 250-400 | 400-630 | 630-1000 | |||||||||||||||
| 0,6 | +0,4 -0,2 | 0,7 | +0,5 -0,2 | 0,8 | +0,5 -0,3 | 0,9 | +0,6 -0,3 | 1,0 | +0,7 -0,3 | 1,2 | +0,8 -0,4 | 1,4 | +0,9 -0,5 | ||||||||
| 0.7 | +0,5 -0,2 | 0,8 | +0,5 -0,3 | 0,9 | +0,6 -0,3 | 1,0 | +0,7 -0,3 | 1,2 | +0,8 -0,4 | 1,4 | +0,9 -0,5 | +1,1 -0,5 | |||||||||
| 0,8 | +0,5 -0,3 | 0,9 | +0,6 -0,3 | 1,0 | +0,7 -0,3 | 1,2 | +0,8 -0,4 | 1,4 | +0,9 -0,5 | 1,6 | +1,1 -0,5 | 2,0 | +1,3 -0,7 | ||||||||
| 0,9 | +0,6 -0,3 | 1,0 | +0,7 -0,3 | 1,2 | +0,8 -0,4 | 1,4 | +0,9 -0,5 | 1,6 | +1,1 -0,5 | 2,0 | +1,3 -0,7 | 2,2 | +1,4 -0,8 | ||||||||
| 1,0 | +0.7 -0,3 | 1,2 | +0,8 -0,4 | 1,4 | +0,9 -0,5 | 1,6 | +1,1 -0,5 | 2,0 | +1,3 -0,7 | 2,2 | +1,4 -0,8 | 2,5 | +1,6 -0,9 | ||||||||
| 1,2 | +0,8 -0,4 | 1,4 | +0,9 -0,5 | 1,6 | +1,1 -0,5 | 2,0 | +1,3 -0,7 | 2,2 | +1,4 -0,8 | 2,5 | +1,6 -0,9 | 2,8 | +1,8 -1,0 | ||||||||
| 1,4 | +0,9 -0,5 | 1,6 | +1,1 -0,5 | 2,0 | +1,3 -0,7 | 2,2 | +1,4 -0,8 | 2,5 | +1,6 -0,9 | 2,8 | +1,8 -1,0 | 3,2 | +2,1 -1,1 | ||||||||
| 1,6 | +1,1 -0,5 | 2,0 | +1,3 -0,7 | 2,2 | +1,4 -0,8 | 2,5 | +1,6 -0,9 | 2,8 | +1,8 -1,0 | 3,2 | +2,1 -1,1 | 3,6 | +2,4 -1,2 | ||||||||
| 2,0 | +1,3 -0,7 | 2,2 | +1,4 -0,8 | 2,5 | +1,6 -0,9 | 2,8 | +1,8 -1,0 | 3,2 | +2,1 -1,1 | 3,6 | +2,4 -1,2 | 4,0 | +2,7 -1,3 | ||||||||
| 2,2 | +1.4 -0,8 | 2,5 | +1,6 -0,9 | 2,8 | +1,8 -1,0 | 3,2 | +2,4 -1,1 | 3,6 | +2,4 -1,2 | 4,0 | +2,7 -1,3 | 4,5 | +3,0 -1,5 | ||||||||
| 2,5 | +1,6 -0,9 | 2,8 | +1,8 -1,1 | 3,2 | +2.1 -1,1 | 3,6 | +2,4 -1,2 | 4,0 | +2,7 -1,3 | 4,5 | +3,0 -1,5 | 5,0 | +3,3 -1,7 | ||||||||
| 2,8 | +1,8 -1.0 | 3.2 | +2,1 -1,1 | 3,6 | +2,4 -1,2 | 4,0 | +2,7 -1,3 | 4,5 | +3,0 -1,5 | 5,0 | +3,3 -1,7 | 5,6 | +3,7 -1,9 | ||||||||
| 3,2 | +2.1 -1.1 | 3,6 | +2,4 -1.2 | 4,0 | +2,7 -1,3 | 4,5 | +3,0 -1,5 | 5,0 | +3,3 -1,7 | 5,6 | +3,7 -1,9 | 6,3 | +4,2 -2,1 | ||||||||
| 3,6 | +2,4 -1.2 | 4,0 | +2.7 -1,3 | 4,5 | +3,0 -1,5 | 5,0 | +3,3 -1,7 | 5,6 | +3,7 -1,9 | 6,3 | +4,2 -2,1 | 7,1 | +4,7 -2.4 | ||||||||
| 4,0 | +2,7 -1,3 | 4,5 | +3,0 -1,5 | 5,0 | +3,3 -1.7 | 5,6 | +3,7 -1,9 | 6,3 | +4,2 -2,4 | 7,1 | +4,7 -2,4 | 8,0 | +5,3 -2,7 | ||||||||
| 4,5 | +3,0 -1,5 | 5,0 | +3,3 -1,7 | 5,6 | +3,7 -1,9 | 6,3 | +4,2 -2,1 | 7,1 | +4,7 -2,4 | 8,0 | +5,3 -2,7 | 9,0 | +6,0 -3,0 | ||||||||
Рекомендуемые значения уклонов приведены в табл. 4.5. Меньшие значения принимают при малом отношении глубины к ширине полости штампа. После назначения штамповочные уклоны корректируют таким образом, чтобы линия разъема в верхнем и нижнем штампах была одинаковой.
Таблица 4.5.
Штамповочные уклоны
| Штамповочное оборудование | Штамповочные уклоны ° | |
| наружные | внутренние | |
| Молоты | 1…7 | 3…10 |
| Кривошипные горячештамповочные прессы с выталкивателем | 3…5 | 5…7 |
| Прессы без выталкивателя | 1…2 | 2…4 |
| Горизонтально-ковочные машины: | 5…7 | 7…10 |
8. Разработка чертежа заготовки начинается с нанесения контура детали и плоскости разъема штампа, затем добавляются припуски на механическую обработку с каждой стороны. Наносятся штамповочные уклоны и радиусы скругления таблица 4.6. Внутренние радиусы примерно в 3 раза больше соответствующих наружных. Указываются размеры заготовки с допусками и необходимые технические требования (рис. 4.4.).
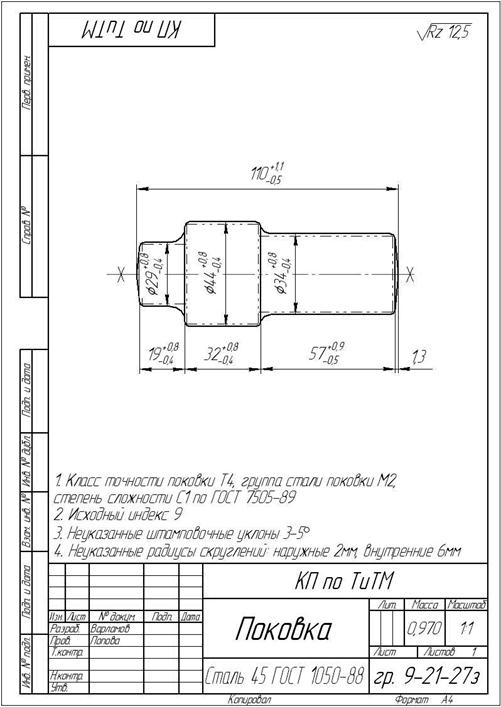
Рис. 4.4. Чертеж заготовки
Таблица 4.6
Наименьшие радиусы закругления внешних углов поковок, мм
| Масса поковки (свыше.. до), кг | Наименьшие радиусы закруглений при глубине полости штампа (свыше…до), мм | |||
| До 10 | 10…25 | 25…50 | Свыше 50 | |
| До 1,0 | 1,0 | 1,6 | 2,0 | 3,0 |
| 1,0…6,0 | 1,6 | 2,0 | 2,5 | 3,5 |
| 6,0…16,0 | 2,0 | 2,5 | 3,0 | 4,0 |
| 16,0…40,0 | 2,5 | 3,0 | 4,0 | 5,0 |
| 40,0…100,0 | 3,0 | 4,0 | 5,0 | 7,0 |
| Свыше 100,0 | 4,0 | 5,0 | 6,0 | 8,0 |
Размерные линии для простановки размеров поверхностей с уклонами проводят от вершин уклонов (вершины уклонов находятся на пересечении вертикальной и горизонтальной линий). Шероховатость поверхностей поковки указывают в правом верхнем углу чертежа.
5. РАЗРАБОТКА МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА [4]
В маршрутном технологическом процессе указываются номер, код (см. приложение 2.), наименование операции, а также содержание и последовательность
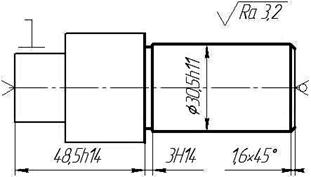
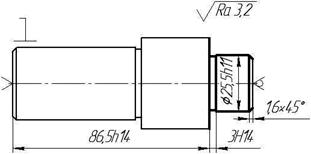
| № Операции | Код и наиме-нование операции | Содержа-ние обработки | Оборудование, режущий инструмент | Эскиз |
| 4269 Фрезерно-центровальная | Фрезерование торцев и зацентровка отверстий | Станок фрезерно-центровальный МР-71М, фрезы торцовые, сверла центровочные |

| |
| Слесарная | Притупить острые кромки | |||
| 4114 Токарно-винторезная | Токарная черновая обработка | Станок токарно-винторезный 16К20, резец проходной |
| |
| Токарно- винторезная | Токарная черновая обработка | Станок токарно-винторезный 16К20, резец проходной |

| |
| 4114 Токарно-винторезная | Токарная чистовая обработка | Станок токарно-винторезный 16К20, резец проходной |
| |
| 4114 Токарно-винторезная | Токарная чистовая обработка | Станок токарно-винторезный 16К20, резец проходной |
| |
| 4261 Вертикально-фрезерная | Фрезерование шпоночных пазов | Станок вертикально-фрезерный 6Р10, фреза концевая | 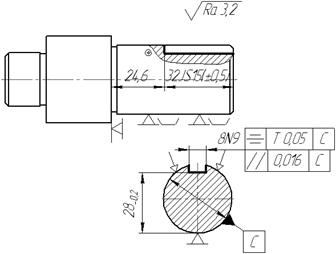
| |
| Слесарная | Притупить острые кромки | |||
| Термическая | Термичес-кая обработка - закалка | |||
| 4131 Кругло-шлифовальная | Шлифование сопрягаемых поверхностей | Кругло-шлифовальный станок 3М151, круг шлифовальный |

| |
| 4131 Кругло- шлифовальная | Шлифование сопрягаемых поверхностей | Кругло-шлифовальный станок 3М151, круг шлифовальный |

| |
| Моечная | Промывка детали | Моечная машина | ||
| Контрольная | Оконча-тельный контроль | Контрольный стол |
выполнения обработки, наименование и модель станка, схема закрепления детали во время обработки и наименование применяемого режущего инструмента.
Заготовка показывается так, как бы она выглядела после данной стадии обработки, а обработанные поверхности выделяются утолщенной линией или красным цветом. Указываются размеры с полями допусков, полученные на данной операции, а также шероховатость обработанных поверхностей. Допускается выполнять эскизы от руки или в системах автоматизированного проектирования (например, Компас).
6. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМ ВРЕМЕНИ ПРИ ТОКАРНОЙ ЧЕРНОВОЙ ОБРАБОТКЕ [2, 5]
Исходные данные:
Материал заготовки: Сталь 45 ГОСТ 1050-88
Шероховатость поверхности после обработки: Rа 6,3
Тип производства: среднесерийный
Оборудование: токарно-винторезный станок 16К20
Режущий инструмент: резец проходной упорный правый
Материал режущей части: Т15К6
Порядок расчета:
1. определить глубину резания: t= , мм
, мм
2. назначить подачу S (таблица 6.1), мм/об
Таблица 6.1
Подачи при черновом наружном точении резцами с пластинами из твердого сплава и быстрорежущей стали
| Диаметр детали, мм | Размер державки резца, мм | Обрабатываемый материал | |||||||||
| Сталь конструкционная углеродистая, легированная и жаропрочная | Чугун и медные сплавы | ||||||||||
| Подача s, мм/об, при глубине резания t, мм | |||||||||||
| До 3 | Св. 3 до 5 | Св. 5 до 8 | Св.8 до 12 | Св. 12 | До 3 | Св. 3 до 5 | Св. 5 до 8 | Св. 8 до 12 | Св. 12 | ||
| До 20 Св. 20 до 40 » 40 » 60 » 60 » 100 » 100 » 400 » 400 » 500 » 500 » 600 » 600 » 1000 » 1000 » 2500 | От 16 х 25 до 25 х 25 От 16 х 25 до 25 х 25 От 16 х 25 до 25 х 40 От 16 х 25 до 25 х 40 От 16 х 25 до 25 х 40 От 20 х 30 до 40 х 60 От 20 х 30 до 40 х 60 От 25 х 40 до 40 х 60 От 30 х 45 до 40 х 60 | 0,3-0,4 0,4-0,5 0,5-0,9 0,6-1,2 0,8-1,3 1,1-1,4 1,2-1,5 1,2-1,8 1,3-2,0 | - 0,3-0,4 0,4-0,8 0,5-1,1 0,7-1,2 1,0-1,3 1,0-1,4 1,1-1,5 1,3-1,8 | - 0,3-0,7 0,5-0,9 0,6-1,0 0,7-1,2 0,8-1,3 0,9-1,4 1,2-1,6 | - 0,4-0,8 0,5-0,9 0,6-1,2 0,6-1,3 08-1,4 1,1-1,5 | - 0,4-1,1 0,1-1,2 0,7-1,3 1,0-1,5 | - 0,4-0,5 0,6-0,9 0,8-1,4 1,0-1,5 1,3-1,6 1,5-1,8 1,5-2,0 1,6-2,4 | - 0,5-0,8 0,7-1,2 0,8-1,9 1,2-1,5 1,2-1,6 1,3-1,8 1,6-2,0 | - 0,4-0,7 0,6-1,0 0,8-1,1 1,0-1,2 1,0-1,4 1,0-1,4 1,4-1,8 | - 0,5-0,9 0,6-0,9 0,7-0,9 0,9-1,2 1,0-1,3 1,3-1,7 | - 0,8-1,0 0,9-1,2 1,2-1,7 |
3. скорректировать подачу S по данным станка (таблица 6.2)
4. назначить период стойкости резца Т, мин (при одноинструментной обработке составляет 30-60мин).
5. определить скорость главного движения резца V= , м/мин (где T - период стойкости резца, t - глубина резания, S – подача, значения коэффициента Cv , показатели степеней m, x, y приведены в таблице 6.3, а Kv »1)
, м/мин (где T - период стойкости резца, t - глубина резания, S – подача, значения коэффициента Cv , показатели степеней m, x, y приведены в таблице 6.3, а Kv »1)
Таблица 6.2
Техническая характеристика токарно-винторезного станка 16К20
| Частота вращения шпинделя, об/мин | 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600 |
| Подача на один оборот шпинделя, мм/об | 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,6; 2; 2,4; 2,8 |
| Мощность электродвигателя, кВт |
Таблица 6.3.
Значения коэффициента Cv и показателей степени в Формулах скорости резания при обработке резцами
| Вид обработки | Материал режущей части резца | Характеристика подачи | Коэффициент и показатели степени | |||
| CV | x | у | т | |||
| Обработка конструкционной углеродистой стали, σв = 750 МПа | ||||||
| Наружное продольное точение проходными резцами | Т15К6* | S до 0,3 S св. 0,3 до 0,7 S>0,7 | 0,15 | 0,20 0,35 0,45 | 0,20 |
6. определить частоту вращения шпинделя станка:  , об/мин
, об/мин
7. скорректировать частоту вращения шпинделя n, об/мин по паспорту станка (таблица 6.2)
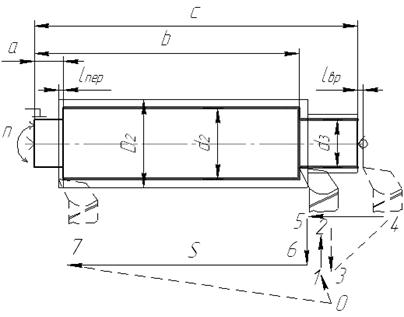
Рис.6.1. Схема обработки
8. определить скорость резания через паспортную частоту вращения:  , м/мин
, м/мин
9. определить главную составляющую силы резания Pz=10CptxsyVnKp, Н (где t - глубина резания, S – подача, V - скорость резания и значение коэффициента Cp , показатели степеней x, y, n приведены в таблице 6.4; Kp=KмpKjpKgpKlp,значения коэффициентов приведены в таблице 6.5, Kмp»1).
10. определить мощность, затрачиваемую на резание Nр=  , кВт
, кВт
Таблица 6.4.
Значения коэффициента Сp и показателей степени, в формулах силы резания при точении
| Обрабатываемый материал | Матери-ал рабочей части резца | Вид обработки | Коэффициент и показатели степени в формулах для составляющих | |||||||||||
| тангенциальной Pz | радиальной Ру | осевой Рх | ||||||||||||
| СР | x | y | n | Сp | x | y | n | Ср | x | y | n | |||
| Конструкционная сталь и стальные отливки, σв= 750 МПа | Твердый сплав | Наружное продольное и поперечное точение и растачивание | 1,0 | 0,75 | -0,15 | 0,9 | 0,6 | -0,3 | 1,0 | 0,5 | -0,4 |
11. определить достаточно ли мощности станка для обработки: Nр£Nдвh,
Nдв определяется по таблице 6.2, h=0,75
12. определить длину рабочего хода: Lр, (см. схему обработки).
Lр=lвр+l1+lпер, где lвр=lпер=2мм, l1= (b-a)+(c-b)+(D2-d3)/2;
13. определить основное время То= , мин
, мин
где S – подача, n – частота вращения по паспорту станка;
14. определить вспомогательное время Тв, мин (вспомогательное время складывается из времени на установку детали, на управление станком и подвод инструмента, на измерение поверхностей детали см. таблицы 6.5, 6.6, 6.7)
15. определить оперативное время Топ= То+ Тв, мин
Таблица 6.5
Вспомогательное время на установку детали в центрах и снятие ее (вручную), мин
| Содержание работы: взять деталь (оправку с деталями), установить в центрах, закрепить центром задней бабки; отвести центр задней бабки, снять деталь оправку с деталями) и отложить.Способ подвода центра задней бабки и крепления пиноли | Масса детали (оправка с деталями) до кг | |||||||
| 0,5 | ||||||||
| Отводной пружинной рукояткой с креплением пиноли рукояткой | 0,07 | 0,08 | 0,10 | 0,12 | 0,15 | 0,18 | 0,23 |
Таблица 6.6
Вспомогательное время на приемы управления станком
| Содержание приема управления | Время, мин |
| Включить или выключить станок или его узлы: кнопкой рычагом | 0,01 0,02 |
| Подвести или отвести инструмент к детали при обработке: резец | 0,025 |
16. определить время обслуживания Тобс = Ттех +Торг=0,03 Топ, мин
17. определить время на перерывы и личные надобности: Тпер =0,05 Топ, мин
18. определить штучное время: Тшт= Топ+ Тобс+Тпер, мин
19. определить подготовительно заключительное время Тп-з, мин по таблице 6.8
Таблица 6.7
Вспомогательное время на контрольные промеры универсальным инструментом с установкой его на размер в процессе измерения, мин
| Измерительный инструмент | Точность измерения | Измеряемый размер, мм | Измеряемая длина (мм) до | ||||
| Штангенциркуль | До 0,1 мм | 0,12 0,13 0,16 0,22 | 0,15 0,16 0,17 | 0,18 0,19 0,21 | 0,2 0,22 0,23 | 0,24 0,24 0,25 | |
| Микрометр | 6... 7 | 0,22 0,27 | 0,22 0,27 | 0,23 0,28 | 0,28 0,29 | 0,33 0,33 |
Таблица 6.8
Подготовительно-заключительное время для токарных станков
| Подготовительно-заключительное время | Токарные, лоботокарные, многоцелевые токарные станки | ||||||||||
| I. На организационную подготовку | |||||||||||
| № Пози-ции | Содержание работы | Наибольший диаметр изделия, устанавливаемого над станиной, мм до | |||||||||
| Время, мин | |||||||||||
| Получить наряд, чертеж, технологическую документацию, режущий и вспомогательный инструмент, контрольно-измерительный инструмент, приспособление, заготовки исполнителем до начала и сдать их после окончания обработки партии деталей. | На рабочем месте | ||||||||||
| В инструменталь-нораздаточной кладовой | |||||||||||
| Ознакомиться с работой, чертежом, технологической документацией, осмотреть заготовки | 2,0 | 2,0 | 3,0 | 3,0 | 3,0 | ||||||
| Инструктаж мастера | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | ||||||
| II. На наладку станка, приспособлений, инструмента, программных устройств | |||||||||||
| Устано-вить и снять | патрон трехкулачковый | 2,5 | 4,0 | 4,0 | 5,0 | 6,5 | |||||
| оправку или | центр | 0,8 | 1,2 | 1,5 | 1,8 | 2,5 | |||||
| патрон инерционный поводковый (с регулировкой) | 6,5 | 7,0 | 8,0 | - | - | ||||||
| Сместить заднюю бабку | рукояткой | 0,3 | 0,4 | 0,5 | - | - | |||||
| ключем | - | 3,0 | 4,0 | 5,0 | - | ||||||
| Установить исходные режимы работы станка (число оборотов, подачу и т.д) Время на одно изменение. | 0,15 | 0,2 | 0,25 | 0,3 | 0,4 | ||||||
| Установить и снять режущий инструмент | в резцедержателе | 0,5 | 0,8 | 1,0 | 1,5 | 2,0 | |||||
20. результаты расчета представить в виде таблицы:
| t, мм | S, мм/об | n, об/мин | V, м/мин | Pz, H | Nр, кВт | То, мин | Тшт, мин | Тп-з, мин |
Список литературы:
1. Трухачев А.В. Методические указания «Технологичность конструкции деталей, изготавливаемых механической обработкой», Ижевск 1990.
2. Учебное пособие под редакцией Горбацевича А.Ф. «Курсовое проектирование по технологии машиностроения» Минск 1983., с. 256
3. Руденко П.А. и др. Проектирование и производство заготовок в машиностроении – К.: Выща шк., 1991. – 247с.
4. Технология машиностроения (специальная часть): Учебник для машиностроительных специальностей вузов/А.А. Гусев, Е.Р. Ковальчук, И.М. Колесов и др. – М.: Машиностроение, 1986. – 480с.
5. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещеряковой, А.Г. Суслова. – 5-е изд., исправл. – М.: Машиностроение, 2003г.
Приложение 1.СТРУКТУРА КУРСОВОГО ПРОЕКТА
Графическая часть
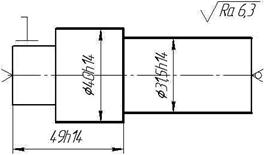
1. чертеж детали (исходное задание)
2. чертеж заготовки - формат А2-А3
3. маршрутный технологический процесс с эскизами (в виде таблицы) - формат А1
4. наладку на 1-2 операции – обе наладки на одном листе формат А2-А3
Пояснительная записка
Введение
1. Служебное назначение детали
2. Отработка на технологичность
3. Расчет типа производства
4. Расчет и проектирование заготовки
5. Расчет режимов резания и норм времени
Заключение
Список литературы
Приложение 2. КОДЫ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ОБРАБОТКИ РЕЗАНИЕМ
4110 Токарная
4120 Сверлильная
4130 Шлифовальная
4260 Фрезерная
4114 Токарно-винторезная
4121 Вертикально-сверлильная
4123 Радиально-сверлильная
4131 Круглошлифовальная
4151 Зубошлифовальная
4153 Зубофрезерная
4156 Зубозакругляющая
4261 Вертикально-фрезерная
4269 Фрезерно-центровальная
4280 Отрезная
Приложение 3.РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ С ПЛАСТИНАМИ
ИЗ ТВЕРДОГО СПЛАВА ГОСТ18879-73 РАЗМЕРЫ В мм
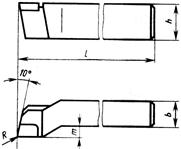
| Обозначение резцов | Сечение резца hxb | L | m | R |
| 2103-0017 | 16x10 | 0,4 | ||
| 2103-0003 | 20x12 | 0,4 | ||
| 2103-0007 | 25x16 | 0,4 |
Пример условного обозначения резца
Резец 2103-0007 Т15К6 ГОСТ 18877-73
Приложение 4.ПРИСПОСОБЛЕНИЯ
4.1 Центры станочные вращающиеся по ГОСТ 8742-75
| d | D | L | l | l1 |
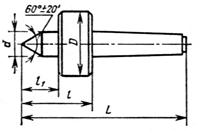
4.2 Центры упорные по ГОСТ 13214-79

| обозначение | L | D | D1 | l | a |
| 7032-0020 | 17,18 | 60˚ | |||
| 7032-0041 | 44,399 | 44,7 |
4.3.Патроны поводковые по ГОСТ 2571-71 (рис. а) 4.4 Хомутики поводковые по ГОСТ
2578-70 (рис. б)

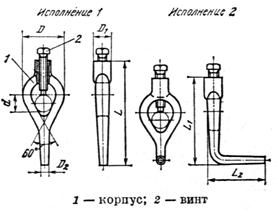
а б
| D | D1 | d1 | d2 | l3 | H | h2 | h3 |
| 79,6 | |||||||
| 103,2 | |||||||
| 136,2 |
| Диаметр зажимаемого изделия | D1 | D2 | L1 | L2 | |
| min | max | ||||
Приложение 5
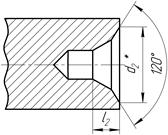
ЦЕНТРОВЫЕ ОТВЕРСТИЯ (ГОСТ 14034-74) РАЗМЕРЫ, ММ
Форма А Форма В Форма Т
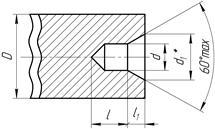   *Размеры для справок
*Размеры для справок
| |||||||||
| D | d | d1 | d2 | d3, H14 | l, не менее | l1 | l2, H12 | l3, не менее | |
| номинал | предельное отклонение | ||||||||
| 1,0 (1,25) 1,6 2,0 2,5 3,15 (5) 6,3 (8) | 2,12 2,65 3,35 4,25 5,30 6,70 8,5 10,60 13,20 17,00 21,20 25,40 | 3,15 4,00 5,00 6,30 8,00 10,00 12,50 16,00 18,00 22,40 28,00 33,00 | - - - 7,0 9,0 12,0 16,0 20,0 25,0 32,0 36,0 - | 1,3 1,6 2,0 2,5 3,1 3,9 5,0 6,3 8,0 10,1 12,8 14,6 | 0,97 1,21 1,52 1,95 2,42 3,07 3,90 4,85 5,98 7,79 9,70 11,60 | Н11 | 1,27 1,60 1,99 2,54 3,20 4,03 5,06 6,41 7,36 9,35 11,66 13,80 | - - - 0,6 0,8 0,9 1,2 1,6 1,8 2,0 2,5 - | |
| Н12 | |||||||||
| Примечания. ГОСТ предусматривает также D=2…3 мм и D=160…360 мм. Размеры в скобках применять не рекомендуется. Размеры D рекомендуемые. Пример обозначения центрового отверстия формы А диаметром d=1 мм: Отв. центр. А1 ГОСТ 14034-74 |
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ (ГОСТ 14034-74) РАЗМЕРЫ, ММ
Форма F Форма H
  *Размеры для справок
*Размеры для справок
| ||||||||||
| D для формы | d | d1, Н14 | d2 | d3, | l, не менее | l1, H12 | l2, не более | l3, H12 | α | |
| F | H | |||||||||
| 12,5 | - | М3 М4 М5 М6 М8 М10 М12 М16 М20 М24 М30 | 3,2 4,3 5,3 6,4 8,4 11,0 13,0 17,0 21,0 25,0 31,0 | 5,0 6,5 10,0 12,5 15,6 18,0 22,8 28,0 36,0 44,8 | - 8,2 11,4 13,3 16,0 19,8 22,0 28,7 33,0 43,0 51,8 | 2,8 3,5 4,5 5,5 7,0 9,0 10,0 11,0 12,5 14,0 18,0 | 1,56 1,90 2,30 3,00 3,50 4,00 4,30 5,00 6,00 9,50 12,00 | - 4,0 5,5 6,5 8,0 10,2 11,2 12,5 14,0 16,0 20,0 | - 2,4 3,3 4,0 4,5 5,2 5,5 6,5 7,5 11,5 14,0 | 60° |
| Примечания. ГОСТ предусматривает также отверстия с углом конуса 75°. Пример обозначения центрового отверстия формы F с диаметром резьбы d=М3 мм: Отв. центр. F М3 ГОСТ 14034-74 |
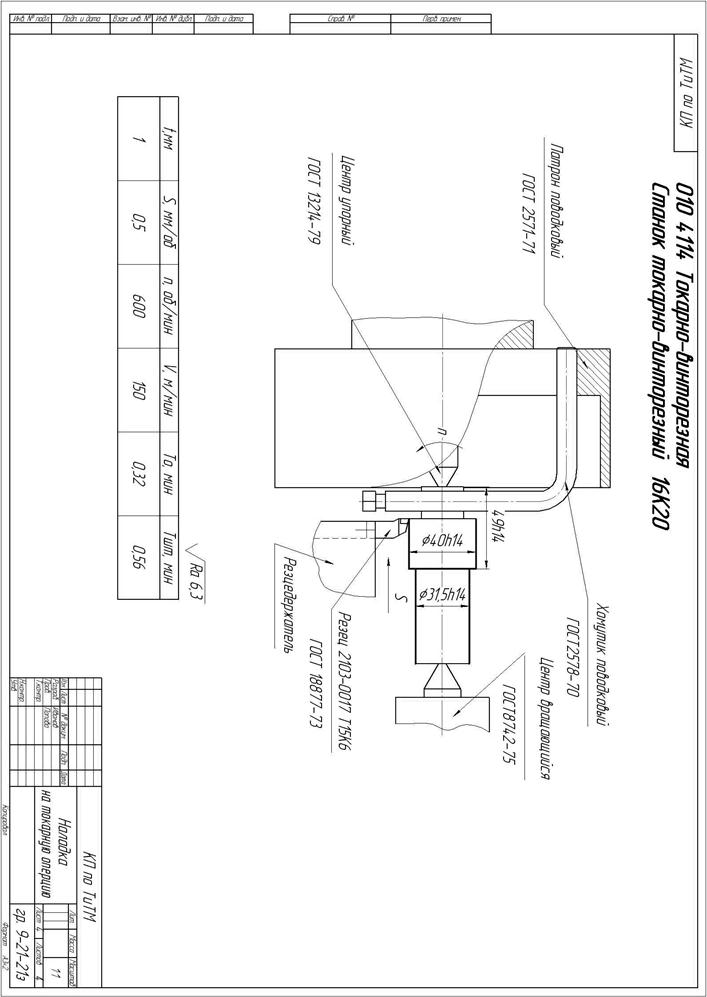
Приложение 6.НАЛАДКА НА ТОКАРНУЮ ОПЕРАЦИЮ
Приложение 7.ЧЕРТЕЖ ДЕТАЛИ ВАЛ

– Конец работы –
Используемые теги: Ижевский, Государственный, Технический, университет0.069
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: ИЖЕВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.147 сек.
Новости и инфо для студентов