Термохимическая обработка
Назначение и виды химико-термической обработки
Химико-термической обработкой называется процесс поверхностного насыщения стали различными элементами путем их диффузии из внешней среды при высокой температуре. Цель химико-термической обработки — поверхностное упрочнение металлов и сплавов и повышение их стойкости против воздействия внешних агрессивных сред при нормальной и повышенных температурах.
Процессы химико-термической обработки состоят из трех стадий:
- диссоциации, которая заключается в распаде молекул и образовании активных атомов диффундирующего элемента;
- адсорбции, т. е. контактирования атомов диффундирующего элемента с поверхностью стального изделия и образования химических связей с атомами металла;
- диффузии, т. е. проникновения насыщающего элемента в глубь металла.
 Скорость диффузии (коэффициент диффузии) при проникновении диффундирующих атомов в решетку растворителя будет выше, если при взаимодействии образуются твердые растворы внедрения, и значительно ниже, если образуются твердые растворы замещения.
Скорость диффузии (коэффициент диффузии) при проникновении диффундирующих атомов в решетку растворителя будет выше, если при взаимодействии образуются твердые растворы внедрения, и значительно ниже, если образуются твердые растворы замещения.
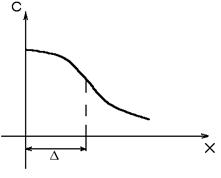
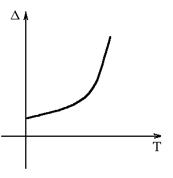
Концентрация диффундирующего элемента на поверхности зависит от притока атомов этого элемента к поверхности и от скорости диффузионных процессов, т. е. отвода этих атомов в глубь металла. Чем выше концентрация диффундирующего элемента на поверхности детали, тем больше толщина слоя. Чем выше температура процесса, тем больше скорость диффузии атомов, а, следовательно, возрастает толщина диффузионного слоя.
Границы зерен являются участками, где диффузионные процессы облегчаются из-за наличия большого числа дефектов кристаллического строения. Если растворимость диффундирующего элемента в металле мала, то часто наблюдается преимущественная диффузия по границам зерен. При значительной растворимости диффундирующего элемента в металле роль пограничных слоев уменьшается. В момент фазовых превращений диффузия протекает быстрее.
|

 - толщина диффузионного слоя
- толщина диффузионного слоя

|


- энергия активации диффузии

Различают следующие виды химико-термической обработки: цементацию, азотирование, цианирование (нитроцементацию) и т. д.
Цементация
Цементацией называется процесс насыщения поверхностного слоя стальных изделий углеродом. Цементация осуществляется с целью получения высокой твердости на поверхности изделия при сохранении вязкой сердцевины, она способствует повышению износостойкости и предела выносливости.
Цементации подвергают детали из низкоуглеродистых сталей (содержание углерода до 0,25%), работающие в условиях контактного износа и знакопеременных нагрузок (втулки, поршневые пальцы, кулачки, колонки и т. д.).
Для цементации детали поступают после механической обработки с припуском на шлифование 0,05— 0,10 мм. Участки, не подлежащие цементации, защищают тонким слоем меди (0,02—0,04 мм), наносимым электролитическим способом, или специальными обмазками, состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле, и др.
Цементация осуществляется при температурах 900—950°С. Чем меньше углерода в стали, тем выше температура нагрева для цементация. При этих температурах атомарный углерод адсорбируется на поверхности стали и диффундирует в глубь металла. В результате цементации содержание углерода в поверхностном слое составляет 0,8—1,0%. Более высокая концентрация углерода способствует охрупчиванию цементованного слоя.
Цементованный слой имеет переменную концентрацию углерода по толщине, которая уменьшается от поверхности к сердцевине. В связи с этим после медленного охлаждения в структуре цементованного слоя можно различить три зоны: заэвтектоидную, состоящую из перлита и цементита вторичного; эвтектоидную, состоящую из перлита; доэвтектоидную, состоящую из перлита и феррита.
За толщину цементованного слоя обычно принимают сумму заэвтектоидной, эвтектоидной и половины доэвтектоидной зон. Обычно толщина слоя для большинства стаей составляет 0,8—1,4 мм.
Различают два вида цементации: твердую и газовую. Среда, в которой проводят цементацию, называется карбюризатором.