Теория линейного нониуса
Линейные размеры тела можно определить с точностью до 1 мм обычной масштабной линейкой. Для измерения с точностью до долей миллиметра применяется нониус – устройство, позволяющее повысить точность многих измерительных приборов.
Линейный нониус представляет собой небольшую линейку N, скользящую вдоль обычной линейки.
Пусть на нониусе m делений (рис. 1.1), которые наносят так, чтобы длина всех делений нониуса была равна длине (m – 1) наименьших делений масштабной линейки. Пусть b – длина деления масштабной линейки, а – цена деления нониуса. Тогда m ∙ a определяет длину всех делений нониуса, а (m – 1) ∙ в – длину делений масштабной линейки. Очевидно,
 или
или 
где  – точность нониуса.
– точность нониуса.

Рис. 1.1
Пример. Цена наименьшего деления шкалы масштабной линейки в = 1 мм, на нониусе m = 20 делений.
Точность нониуса:
 .
.
Измерения с помощью линейного нониуса производят следующим образом: совмещают левый конец измеряемого тела с нулевым делением масштабной линейки, а к правому концу подводят нониус (рис. 1.2).
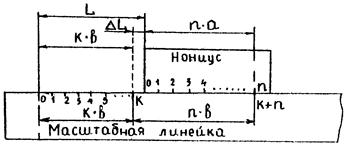
Рис. 1.2
Если правый конец тела оказался между К и К + 1 делениями масштабной линейки, то длина измеряемого тела L равна:
L = K · b +ΔL,
где ΔL – неизвестная пока еще доля (К + 1) деления масштабной линейки.
Обозначим через n деление нониуса, которое совпадает с каким-то делением масштабной линейки. Из рис. 1.2 видно, что номер этого деления К + n. Тогда

Следовательно, чтобы найти длину измеряемого тела с помощью нониуса, необходимо определить число целых наименьших делений масштабной линейки, укладывающихся по длине тела, и записать их длину, к ней прибавить неизвестную длину ΔL, определяемую произведением точности нониуса на номер деления нониуса, совпадающего с одним из делений масштабной линейки ( ).
).
Штангенциркуль состоит из шкалы прибора Д в миллиметровом масштабе, жестко связанной со щекой А (рис. 1.3).
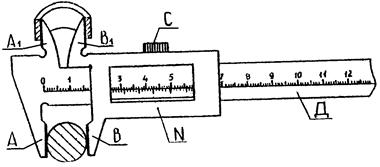
Рис. 1.3
Вдоль шкалы масштаба может перемещаться нониус N, с которым жестко связана вторая щека В. Подвижная часть штангенциркуля снабжена зажимным винтом С. Когда между щеками А и В отсутствует зазор, нулевые метки нониуса и шкалы совпадают. Для промера наружных размеров измеряемый предмет вводят между щеками А и В, которые сдвигают до соприкосновения с предметом. Затем закрепляют подвижную щеку В зажимом С и производят отсчет. Число целых миллиметров отсчитывается непосредственно по шкале прибора до нулевой метки нониуса, число долей миллиметра – по нониусу. При внутренних промерах используют щеки А1 и В1. Штангенциркули изготовляют с нониусами, имеющими число делений, равное 10, 20, 50, 100.
Микрометр обычно представляет собой массивную металлическую скобу, на концах которой находятся друг против друга неподвижный упор А и микрометрический винт В, жестко связанный с барабаном С. Барабан делится на 100 или 50 делений. Поступательное перемещение винта измеряется по смещению среза барабана винта вдоль шкалы Д; шаг винта обычно равен 1 или 0,5 мм. Измеряемое тело зажимают между упорами А и В и производят отсчет его размера (рис. 1.4).
Для равномерного нажима микрометрического винта на поверхность измеряемых тел микрометр снабжается фрикционной головкой Е (трещоткой), вращение которой вызывает перемещение винта только до упора его в поверхность измеряемого тела с определенным нажимом, после чего фрикционная головка свободно прокручивается, издавая треск. Шкала имеет верхний и нижний пределы измерений. По нижней шкале необходимо отсчитывать целые миллиметры, по верхней – полумиллиметры, по круговому нониусу барабана – сотые доли миллиметра.
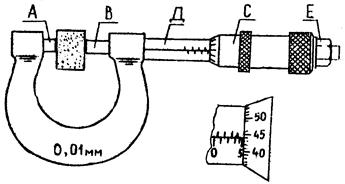
Рис. 1.4
Перед началом измерений микрометром необходимо:
а) определить число делений на барабане и шаг винта;
б) проверить нулевую точку.
Если при соприкосновении упоров А и В против нулевого деления шкалы Д стоит не нулевое деление барабана С, то систематическую ошибку прибора нужно учесть.