рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Механика
- /
- Описание наладок делительной головки
Реферат Курсовая Конспект
Описание наладок делительной головки
Описание наладок делительной головки - раздел Механика, РАЗДЕЛ ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ Простое Деление Заключается В Определении Количества Оборотов Рукоятки Относи...
Простое деление заключается в определении количества оборотов рукоятки относительно неподвижного лимба (блок с лимбом закреплен фиксатором к корпусу) для поворота шпинделя на заданный угол по формуле:
 , ,
| (5.1) |
где п – число оборотов рукоятки;
N – характеристика делительной головки, обычно N равно 40;
z – число делений, которое нужно получить на заготовке.
Например, для нарезания зубчатого колеса с числом зубьев z = 20 дисковой модульной фрезой прорезается канавка (впадина между зубьями), а следующая канавка фрезеруется после поворота рукоятки делительной головки на два оборота, при этом заготовка колеса поворачивается на 1/20 оборота. Последующие канавки фрезеруются аналогично.
Для поворота рукоятки на число оборотов, выраженное смешанным числом или дробью, используется лимб. Число оборотов рукоятки в делениях лимба определяется из выражений:

| (5.2) |

| (5.3) |
где А – число целых оборотов рукоятки;
а и b – числитель и знаменатель правильной дроби;
т – общий множитель, выбираемый таким образом, чтобы произведение тb равнялось числу делений (отверстий) на какой-либо окружности лимба, а та выражало количество делений на выбранной окружности, соответствующее повороту рукоятки.
Например, z = 15, тогда n = 40/15 = 2 + 2/3, т. е. для поворота заготовки на 1/15 оборота необходимо повернуть рукоятку делительной головки на два полных и еще на 2/3 оборота. Это можно осуществить следующими вариантами, повернув рукоятку: на 10 отверстий (делений) лимба по окружности с 15 отверстиями (т = 5) или на 12 по окружности с 18 отверстиями (т = 6) – первая сторона лимба, – а на второй стороне лимба возможны варианты: 14/21, 18/27, 22/33, 26/39. Лучшим вариантом является поворот рукоятки на 26 отверстий по окружности с 39 отверстиями на второй стороне лимба (т = 13), поскольку, чем больше делений окружности, тем точнее поворот.
Дифференциальное деление применяют из-за невозможности произвести простое деление вследствие ограниченного количества вариантов деления с использованием лимба.
Метод дифференциального деления заключается в следующем. Наладку лимбовой делительной головки на дифференциальное деление производят в следующем порядке:
1) выбирают фиктивное число делений p, близкое к указанному числу z (большее или меньшее), но такое, при котором можно делить заготовку, используя метод простого деления;
2) рассчитывают число оборотов рукоятки для деления заготовки на фиктивное число делений p по формулам (5.2) и (5.3);
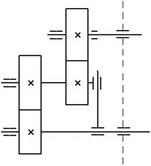
3) погрешность, внесенная выбором фиктивного числа p, устраняется поворотом лимба от шпинделя через сменные шестерни в момент вращения рукоятки (по схеме на рис. 5.2). При этом фиксация вращения лимба снимается.
Передаточное отношение сменных зубчатых колес гитары рассчитывается по формуле:
 ; ;
| (5.4) |
4) осуществляют подбор сменных зубчатых колес, обеспечивающих рассчитанное передаточное отношение.
5) проверяют сцепляемость шестерен, используя следующие условия:
| z1 + z2 > z3 +15; z3 + z4 > z2 +15. | (5.5) |
Если выполненный подбор не удовлетворяет этим условиям, добиваются соблюдения этих условий, переставляя сменные шестерни на гитаре лимбовой делительной головки.
В зависимости от наладки лимб может поворачиваться в ту же сторону, что и рукоятка при p < z или в противоположную, если p > z, на угол, достаточный для устранения погрешности, вызванной выбором числа p. Следовательно, действительный угол поворота рукоятки будет больше или меньше того, который отсчитывается по лимбу.
Выбор схемы настройки гитары сменных зубчатых колес зависит от знака и значения их передаточного отношения. Если p > z, то сменные зубчатые колеса подбирают по схемам, приведенным на рис. 5.3, а при p < z – на рис. 5.4. Если передаточное отношение, вычисленное по формуле (5.4), может быть получено подбором двух зубчатых колес, т. е.:
 , ,
| (5.6) |
то выбирают схему, приведенную на рис. 5.3, а или 5.4, а. В тех случаях, когда имеющиеся в наборе зубчатые колеса позволяют подобрать передаточное отношение только по формуле (5.7), производят подбор сменных зубчатых колес по схеме, приведенной на рис. 5.3, б или 5.4, б. Передаточное отношение в этом случае определяется как:
 . .
| (5.7) |

| 
| 
| 
|
| а | б | а | б |
| Рис. 5.3. Схемы настройки гитары сменных шестерен при p > z | Рис. 5.4. Схемы настройки гитары сменных шестерен при p < z |
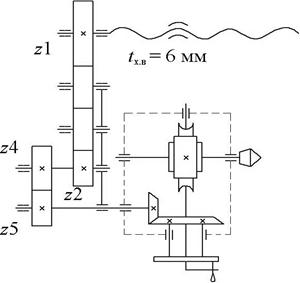
 Фрезерование винтовых канавок возможно только в том случае, если заготовке сообщается сложное движение: поступательное вдоль ее оси и вращательное относительно той же оси. Вращательное движение и поступательное перемещение заготовке вместе со столом сообщается от ходового винта продольной подачи стола (рис. 5.5) через сменные шестерни и конические колеса на блок с лимбом, в отверстии которого находится фиксатор рукоятки. При включении продольной подачи, вращение лимба с рукояткой через червячную передачу передается на шпиндель делительной головки, в результате чего за счет вращения ходового винта продольной подачи происходит не только поступательное перемещение стола с заготовкой, но и ее вращение.
Фрезерование винтовых канавок возможно только в том случае, если заготовке сообщается сложное движение: поступательное вдоль ее оси и вращательное относительно той же оси. Вращательное движение и поступательное перемещение заготовке вместе со столом сообщается от ходового винта продольной подачи стола (рис. 5.5) через сменные шестерни и конические колеса на блок с лимбом, в отверстии которого находится фиксатор рукоятки. При включении продольной подачи, вращение лимба с рукояткой через червячную передачу передается на шпиндель делительной головки, в результате чего за счет вращения ходового винта продольной подачи происходит не только поступательное перемещение стола с заготовкой, но и ее вращение.
Задача этой настройки состоит в том, чтобы подобрать сменные шестерни с таким передаточным отношением, которое за счет вращения ходового винта с шагом t = 6 мм обеспечивает один оборот заготовки при перемещении ее вместе со столом на расстояние, равное шагу нарезаемой винтовой канавки Т, мм:
 . .
| (5.8) |
Стол универсального горизонтально-фрезерного станка необходимо повернуть на угол подъема винтовой канавки, который рассчитывается по следующей формуле:
 , ,
| (5.9) |
где D – диаметр заготовки, на которой нарезается винтовая поверхность.
– Конец работы –
Эта тема принадлежит разделу:
РАЗДЕЛ ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ
А А РАУБА Д В МУРАВЬЕВ А В ОБРЫВАЛИН...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Описание наладок делительной головки
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.024 сек.
Новости и инфо для студентов