Поверхностная закалка токами высокой частоты
Нагрев изделий токами высокой частоты вызывает разогрев поверхностного слоя изделия.
Это объясняется тем, что токи высокой частоты распространяются с неравномернойплотностью по сечению. Чем больше частота тока, тем на меньшую глубину изделия токи проникают.
Благодаря этому возникает большая плотность тока у поверхности изделия, вызывающая весьма быстрый разогрев поверхностных слоев металла.
Этот метод имеет ряд преимуществ: высокую производительность, достаточную легкость регулирования глубины закаленного слоя, получение большей твердости, чем при обычных методах закалки, отсутствие окалины и коробления.
Применяемый для этой цели электрический ток получают от специальных генераторов, дающих переменный ток с частотой до 10 млн. гц (т.е. перемен направления тока в секунду). Ток городской сети имеет частоту 50 гц.
Нагрев изделия осуществляетсяиндуктором, по которому проходят токи высокой частоты и большой силы.
Индуктор наводит (индуктирует) токи в изделии, помещенном внутри него (рис. 68).
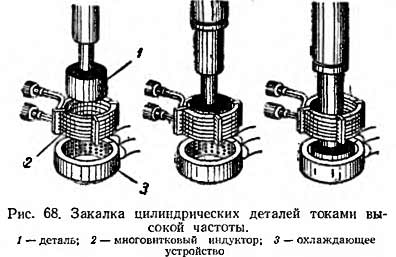
Индуктор изготовляют из полых медных трубок, внутри которых циркулирует охлаждающая вода, поэтому он сам не разогревается за тот короткий промежуток времени, за который деталь успевает нагреться до необходимой температуры.
Форма индуктора должна точно повторить форму изделия, только тогда изделие закалится да одну и ту же глубину по всему сечению. Затруднения бывают при сложной форме детали, что ограничивает применение этого метода.
Охлаждение нагретой деталиосуществляется чаще всего либо дополнительным дождевым устройством, либо водой, циркулирующей внутри индуктора.
В связи с тем что новый тип детали требует изготовления нового индуктора, этот метод целесообразно применять при наличии однотипных деталей в массовом или крупносерийном производстве.
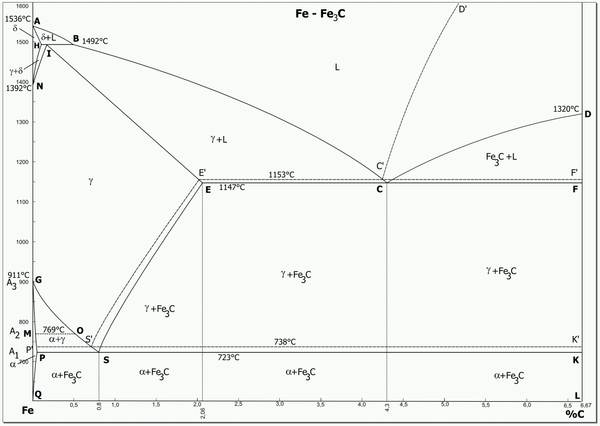
Диаграмма фазового равновесия (диаграмма состояния) железо-углерод (иногда говорят железо-цементит) — графическое отображение фазового состояния сплавов железа с углеродом в зависимости от их химического состава и температуры.
Железо образует с углеродом химическое соединение Fe3C цементит. Так как на практике применяют металлические сплавы с содержанием углерода до 6,67 %, то рассматриваем часть диаграммы состояния от железа до цементита. Поскольку цементит - фаза метастабильная, то и соответствующая диаграмма называетсяметастабильной (сплошные линии на рисунке).
Для серых чугунов и графитизированных сталей необходимо рассматривать стабильную диаграмму железо-графит (Fe-Гр), поскольку именно графит является стабильной фазой. Цементит образуется намного быстрее графита и во многих сталях и белых чугунах может существовать достаточно долго. В серых чугунах графит существует обязательно.
На рисунке тонкими пунктирными линиями показаны линии стабильного равновесия (то есть с участием графита), там где они отличаются от линий метастабильного равновесия (с участием цементита), а соответствующие точки обозначены штрихом. (Отметим, что обозначения фаз и точек на этой диаграмме подчиняются неофициальному международному соглашению.)
Фазы диаграммы железо — цементит [править]

Часть диаграммы состояния сплавов железо-цементит
В системе железо — цементит существуют следующие фазы: жидкая фаза, феррит, аустенит, цементит, графит.
1. Жидкая фаза. В жидком состоянии железо хорошо растворяет углерод в любых пропорциях с образованием однородной жидкой фазы.
2. Феррит — Твёрдый раствор внедрения углерода в α-железе с ОЦК (объёмно-центрированной кубической) решёткой.
Феррит имеет переменную предельную растворимость углерода: минимальную — 0,006 % при комнатной температуре (точка Q), максимальную — 0,02 % при температуре 700 °C (точка P). Атомы углерода располагаются в центре грани или (что кристаллогеометрически эквивалентно) на середине рёбер куба, а также в дефектах решетки.
При температуре выше 1392 °C существует высокотемпературный феррит, с предельной растворимостью углерода около 0,1 % при температуре около 1600 °C (точка I)
Свойства феррита близки к свойствам чистого железа. Он мягок (твердость — 130 НВ) и пластичен, магнитен (при отсутствии углерода) до 770 °C.
3. Аустенит (γ) — твёрдый раствор внедрения углерода в γ-железе с ГЦК (гране-центрированной кубической) решёткой.
Атомы углерода занимают место в центре гранецентрированной кубической ячейки.
Предельная растворимость углерода в аустените — 2,14 % при температуре 1147 °C (точка Е).
Аустенит имеет твёрдость 200—250 НВ, пластичен, парамагнитен.
При растворении других элементов в аустените или в феррите изменяются свойства и температурные границы их существования.
4. Цементит (Fe3C) — химическое соединение железа с углеродом (карбид железа), со сложной ромбической решёткой, содержит 6,67 % углерода. Он твёрдый (свыше 1000 HВ), и очень хрупкий. Цементит фаза метастабильная и при длительным нагреве самопроизвольно разлагается с выделением графита.
В железоуглеродистых сплавах цементит как фаза может выделяться при различных условиях:
· — цементит первичный (выделяется из жидкости),
· — цементит вторичный (выделяется из аустенита),
· — цементит третичный (из феррита),
· — цементит эвтектический и
· — эвтектоидный цементит.
Цементит первичный выделяется из жидкой фазы в виде крупных пластинчатых кристаллов. Цементит вторичный выделяется из аустенита и располагается в виде сетки вокруг зёрен аустенита (после эвтектоидного превращения они станут зёрнами перлита). Цементит третичный выделяется из феррита и в виде мелких включений располагается у границ ферритных зёрен.
Эвтектический цементит наблюдается лишь в белых чугунах. Эвтектоидный цементит имеет пластинчатую форму и является составной частью перлита.
Цементит может при специальном сфероидизируюшем отжиге или закалке с высоким отпуском выделяться в виде мелких сфероидов.
Влияние на механические свойства сплавов оказывает форма, размер, количество и расположение включений цементита, что позволяет на практике для каждого конкретного применения сплава добиваться оптимального сочетания твёрдости, прочности, стойкости к хрупкому разрушению и т. п.
5. Графит — фаза состоящая только из углерода со слоистой гексагональной решёткой. Плотность графита (2,3) много меньше плотности всех остальных фаз (около 7,5 — 7,8) и это затрудняет и замедляет его образование, что и приводит к выделению цементита при более быстром охлаждении. Образование графита уменьшает усадку при кристаллизации, графит выполняет роль смазки при трении, уменьшая износ, способствует рассеянию энергии вибраций.
Графит имеет форму крупных крабовидных (изогнутых пластинчатых) включений (обычный серый чугун) или сфероидов (высокопрочный чугун).
Графит обязательно присутствует в серых чугунах и их разновидности — высокопрочных чугунах. Графит присутствует также и в некоторых марках стали — в графитизированных сталях.
Свойства металлов
Все металлы и сплавы характеризуются физическими, химическими, механическими и технологическими свойствами.
К физическим свойствам металлов относятся: цвет, удельный вес, температура плавления, электропроводность, теплопроводность, расширение металла при нагреве и магнитные свойства. Температура плавления сплавов имеет большое значение в литейном производстве.
К химическим свойствам металлов относятся: окисляемость, растворяемость и коррозийная стойкость. Все перечисленные свойства важны для выбора литейных сплавов, применяемых для отливок деталей, работающих в окислительных средах (колосниковые решетки печей, насосы для перекачивания кислот и т. п.).
К механическим свойствам металлов относятся: прочность, твердость, упругость, вязкость и пластичность. Эти свойства металлов и сплавов имеют большое значение при использовании их в машиностроении. Технологические свойства характеризуются жидкотекучестью, прокаливаемостью, ковкостью, свариваемостью и обрабатываемостью резанием. Эти свойства металлов и сплавов играют важную роль в машиностроении.
К технологическим свойствам металлов относятся также литейные свойства металлов и сплавов, характеризующие способность их хорошо заполнять все очертания формы и образовывать плотные отливки при затвердевании. При недостаточной жидкотекучести в отливке, особенно в тонких ее частях, образуются спаи и недоливы. При склонности металлов и сплавов к большой усадке во время затвердевания (кристаллизации) появляются усадочные раковины и большие внутренние напряжения.
Все перечисленные свойства в необходимых случаях определяются испытанием металлов и сплавов в лабораториях с помощью специальных приборов и установок.
Литейные свойства чугуна и стали и некоторых цветных металлов и сплавов определяют испытанием на жидкотекучесть. Жидкотекучесть зависит от природы чистых металлов, химического состава сплавов и температуры их нагрева. Величина жидкотекучести определяется по технологической пробе (рис. 108), т. е. по длине спирального канала трапециевидного сечения, заполненного сплавом в контрольной форме. Чем больше жидкотекучесть сплава, тем большей длины участок будет заполнен до затвердевания.