рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Связь
- /
- ГОРЯЧИЙ ВОЗДУХ
Реферат Курсовая Конспект
ГОРЯЧИЙ ВОЗДУХ
ГОРЯЧИЙ ВОЗДУХ - раздел Связь, Практические советы радиолюбителю Горячий Воздух Необходим В Радиолюбительских Условиях Для Сушки (Полимеризаци...
Горячий воздух необходим в радиолюбительских условиях для сушки (полимеризации) изделий, склеенных клеями БФ, для сварки изделий из полиэтилена и некоторых других пластиков и пр.
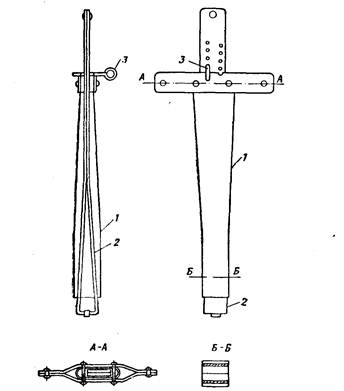
Устройство для получения горячего воздуха (рис. 62) представляет собой трубку из меди / с вну-
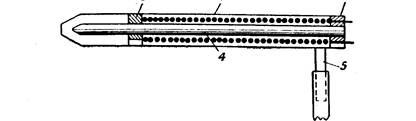
Рис. 62. Устройство для получения горячего воздуха:
1 — трубка; 2 — торец; 3 — звездка; 4 — шток; 5 — отросток
гренним диаметром 18 мм, завальцованной с одной стороны до отверстия в 2,5—3 мм. Внутри трубки на торце 2 и специальной звездке 3 крепится медный шток 4 (диаметр штока 3 мм). Шток обвернут слюдой и на него навернута спираль от электроплитки; трубка с внутренней стороны обклеена слюдой (клей — жидкое стекло). Спираль выведена через торец. Воздух подается через отросток 5.
Температура воздуха может регулироваться при помощи ЛАТР, с которого снимается напряжение на спираль.
Воздух можно подавать с пылесоса; давление воздуха также сказывается на его температуре.
§ 29. ПАССИКИ К МАГНИТОФОНАМ
При конструировании любительских магнитофонов очень часто приходится сталкиваться с изготовлением пассиков (бесконечных ремней).
Радиолюбитель, конструируя магнитофон, старается применять пассики от других (промышленных) магнитофонов, но очень часто в силу специфики любительских магнитофонов нужны нестандартные пассики.
Ниже приводятся три варианта изготовления пассиков любых (нужных) размеров.
Пассики из листовой резины—самый надежный вид пассиков, хотя на изготовлениеих уходит довольно много времени.
Материалом для таких пассиков служит мягкая листовая резина толщиной 3—4 мм.
Вначале из такой резины ножницами вырезается пробный пассик, по нему определяются размеры будущих пассиков.
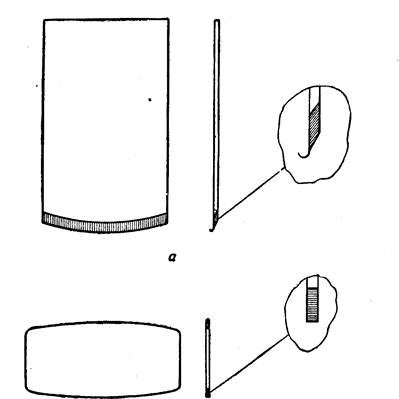
После разметки специальным инструментомсовставленными в него двумя кусочками лезвия безопасной бритвы (рис. 63, а) по нарисованному контуру вырезается пассик. Вырезание идет за один раз и при сведении концов необходимо (пользуясь линейкой)сделать
ровный срез (рис. 63,6).
Этот процесс сводит к минимуму количество заусениц и неровностей, которые получаются при пользовании другим инструментом, и очень сильно ослабляют пассик.
Вырезанный пассик'помещается в бензин Б-70 на I—2 час. После просушки пассик готов.
Инструмент для резания пассиков можно использовать для других целей, например для резки полосок

Рис. 63. Изготовление пассиков:
о — инструмент; б — метод вырезания
кожи (пленок), из которых делают декоративные решетки на акустические агрегаты радиоустройств.
Пассики из круглой резины от скакалки изготавливаются методом вулканизации подходящих отрезков скакалки. Заготовка срезается на концах наискось. Оба среза вымачивают в авиационном бензине и на стык помещают тонкий кусочек сырой резины, также вымоченный в бензине. Стык связывают обычными нитками и помещают в специальное вулканизационное устройство
| 13 Л. А. Ерлыкин |
(рис. 64). Канавки в устройстве делают на 0,5—1мм тоньше, чем сам пассик. Стык затягивают в вулканиза-цнонном устройстве винтами и устройство помещают на
|
рабочую поверхность ~^Г")Г")о~] электроутюга с регулято-ром. Регулятором задается температура ~300°С, время вулканизации — около 10 мин.
После остывания про-
0___ О веряют крепость шва и затем обрабатывают шкуркой до создания круглого сечения по всей длине шва.
^"^-—„-—------•й'^ Пассики из пластика-
j | ! товой скакалки обладают
-+-1———О————О——^J-) повышенной устойчиво-1 стью к истиранию, но ме-
•J-1—————————"~— нее эластичны.
Рис. 64. Вулканизационное уст- Процесс подготовки ройство заключается в разметке и
срезе заготовки на концах. Срез делают прямым. Оба конца заготовки одновременно разогревают горячим воздухом (или над электроплиткой, не касаясь деталей плитки) до их небольшого оплав-ления, затем их сжимают и моментально опускают в холодную воду.
Место сварки проверяют на крепость и тщательно зачищают крупным напильником, чтобы устранить возникшую неоднородность на месте сварки.
VII. ИНСТРУМЕНТ———————————————
РЕЗАК ПО МЕТАЛЛУ И ПЛАСТМАССЕ
Резка листового металла в радиолюбительских условиях довольно трудоемкий процесс (особенно при толщине листа от 2 мм и выше). Разрез слесарными ножницами получается не- ^ ровным и с заусеница- /^ ми. Ножовкой резать/-^7 листовой материал неA-S/всегда удобно, особен-/./ но при большом листе, _/^_-— да и разрез получается ~^^. в этом случае не всегда ровным. °

|
Оргстекло и некоторые другие пластмассы
резать ножницами во- /———-. ,——.. обще невозможно, так как эти материалы
хрупки и колются на г k f | Т^ разрезе. | и [ ( р
Радиолюбители при- ' меняют для этой цели , всевозможные резаки, L___J делая их из старых но-7^•> 6s)P^ жовочных. полотен. Но- /- у I г жовочные полотна из- ^у q i готавливаются из вы- - 11 сокопрочных легиро- 1 ванных сталей, поэто- V-^л
му инструмент из них р^ е5. Резак по металлу отличается высоким и пластмассе:
КачеСТВОМ. а — общий вид; б — заточка 13* ^
Резак представляет собой отрезок ножовочного полотна, определенным образом заточенный на конце (рис. 65, а). Режущую кромку очень легко создать на обычном наждачном камне в два приема (рис. 65,6). Разрез этим резаком получается ровным и требует минимальной дополнительной обработки.
Ручка у резака навертывается из обычной изоляционной ленты.
РЕЗАКИ ДЛЯ ПРОРЕЗАНИЯ КРУГЛЫХ ОТВЕРСТИИ
Резак из ножовочного полотна (рис. 66) предназначен для прорезания круглых отверстий небольшого диаметра (под панельки ламп и т. п.). Он представляет собой кусок ножовочного полотна, один конец которого
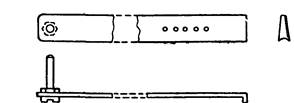
Рис. 66. Резак для прорезания небольших круглых отверстий
загнут и заточен, на другом конце (для удобства пользования) вставлена ручка.
Режущую часть резака делают следующим образом. Конец полотна отжигают на 35—40 мм, затем его отгибают под углом 90° на отрезке 2,5—3,0 мм. Отогнутый край затачивают, как показано на рис. 66. Ручка представляет собой винт МЗ, затянутый гайкой.
На отожженном конце полотна делают несколько отверстий диаметром 3мм (расстояние их от отогнутого конца определяется радиусом отверстий, которые необходимо прорезать).
Обработанный таким образом резак закаляется на всем участке (можно закалять только режущую часть резака).
Процесс резания заключается в следующем. В центре будущего отверстия сверлится отверстие диаметром
3 мм. Резак укрепляется винтом МЗ в этом отверстии так, чтобы режущая часть была прижата к металлу на линии будущего отверстия.
Затем резак вращается за ручку до тех пор, пока он не вырежет канавку в половину толщины листа. После этого процесс резания повторяют с другой стороны листа до полного вырезания отверстия.
Для вырезания отверстий большого диаметра (рис. 67) служит еще один резак из ножовочного по-

Рис. 67. Резак для прорезания больших круглых отверстий
лотна. Он представляет собой проволочную тягу, один конец которой укрепляется винтом в центре будущего отверстия, в другой конец тяги вставляется резак, изображенный на рис. 65.
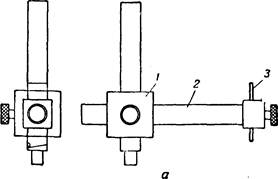
Процесс резания аналогичен предыдущему. Резак для прорезания отверстий любого диаметра (рис. 68, а) состоит из центрирующей колонки / с упорным винтом и выдвижного резцедержателя 2 (также с упорным винтом), в котором крепится резец 3.
Центрирующая колонка верхним своим концом помещается в патрон дрели. Другой конец центрирующей колонки имеет отросток диаметром 3 мм. этим концом колонка вставляется в отверстие, просверленное в центре будущей окружности.
Резцы для данного типа резака изготавливаются из старых ножовочных полотен на наждачном камне (или в отпущенном состоянии обрабатываются напильником и затем калятся снова).

б
Рис. 68. Резак для прорезания круглых отверстий любого диаметра:
о — общий вид; б — пружинный ограничитель; / — центрирующая колонка; 2 — резцедержатель; 3 — резец
Резак работает хорошо, когда дрель укреплена строго вертикально. Чтобы работать неукрепленной дрелью, необходимо модернизировать резак. Для этого снизу к утолщенной части центрирующей колонки (на винтах) крепится пружинный ограничитель (рис. 68,6), изготовленный из качественной листовой стали, закаленный и слегка отпущенный.
При правильной установке дрели с резаком ограничитель не дает возможности резцу заклиниваться, а при нажиме на дрель он позволяет производить посгепен-ную подачу резца при резании.
ПЛОСКОГУБЦЫ—ТОРЦОВЫЙ КЛЮЧ
Очень удобный инструмент, сочетающий в себе особенности плоскогубцев и торцового ключа под небольшие гайки, изображен на рис. 69.
|
~с7
Рис. 69. Плоскогубцы — торцовыйключ:
I — трубка; 2 — зажимное устройство; 3 — чека
Данный инструмент позволяет завинчивать (удерживать) гайки в труднодоступных местах: при плотном монтаже деталей на щасси и т. ц.
Инструмент состоит из стальной трубки / подходящего диаметра, которая с одной стороны разделана на квадрат, а с другой расплющена. Внутри трубки помещается зажимное устройство 2, представляющее собой две закаленные (и слегка отпущенные) пластины, склепанные между собой в двух точках. В верхней части пластин имеется ряд отверстий для вставления чеки 3, которая фиксирует зажимное устройство при удерживании гайки и при ее завинчивании. Чека удерживается в углублении, пропиленном в расплющенном конце трубки. В этом же конце имеется ручка, сделанная из двух склепанных стальных пластинок.
Инструмент работает так. Зажимное устройство перемещается вниз, за счет пружинящих свойств оно расходится, раскрывая губки. Инструмент помещается над гайкой и нажимом на трубку заставляет зажимное устройство уйти внутрь трубки, при этом губки зажимного устройства плотно обожмут гайку. Чека вставляется в самое нижнее отверстие зажимного устройства, тем самым фиксируя положение инструмента.
Инструмент удобен также и в том случае, когда необходимо подвести гайку (в труднодоступном месте) к винту. Для этого гайку необходимо предварительно зажать в инструмент, а затем уже подводить ее к винту.
БЕЗОПАСНЫЙ ИНСТРУМЕНТ
Часто радиолюбителю приходится работать с аппаратурой, находящейся под напряжением. При таких работах необходимо соблюдать меры предосторожности. Одной из таких мер является тщательная изоляция ручек, а иногда и всего инструмента.
Ниже приводится пример изолирования ручек боко-резов и пинцета (рис. 70); таким способом можно изолировать и другой монтажный инструмент.
Инструмент изолируется хлорвиниловыми трубками. Для этого хлорвиниловую трубку (диаметр ее немного меньше диаметра самого инструмента) размягчают в дихлорэтане в течение 0,5—1 час, при этом по мягкости она становится равной мягкой резине.
Трубка свободно натягивается на ручки кусачек. Если трубку надеть, как показано на рис. 70, она будет
предохранять руки от «закусов» близкосходящимися ручками кусачек.
При изолировании пинцета на него натягиваются две трубочки (диаметром, равным самым тонким местам ножек пинцета), сверху надевается кусок хлорвиниловой трубки большого диаметра.

Рис. 70. Изолирование ручек инструмента
После натягивания хлорвиниловые трубки через сутки—двое восстанавливают свои свойства и плотно обтягивают инструмент.
цикли
Цикля для грубого циклования изготовляется из железки рубанка или фуганка (рис. 71, а). Конец железки затачивается, как показано на рисунке, затем жало цикли заваливается на какой-либо стальной плите. Сначала движения производятся так, чтобы плоскость цикли была перпендикулярна направлению ее движения. Затем жало выравнивается притиранием: цикля движется так, чтобы ее плоскость совпадала с направлением движения. При этом циклю покачивают в своей плоскости и выравнивают жало по всей его длине.
Такой циклей можно снимать старый лак с деревянных изделий при новой их лакировке, а также производить предварительное циклевание вновь создаваемых конструкций.
Цикля для окончательного циклевания изготавливаетсяиз обрезка полотна ленточной пилы. Форма цикли и ее режущие кромки показаны на рис. 71,6.
Работа с такой циклей заключается в следующем. Цикля берется двумя руками и сгибается (большие
пальцы рук—внутри изгиба; сам изгиб—выпуклостью от работающего) так, чтобы нижняя кромка цикли полностью легла на обрабатываемую поверхность. Движения цикли должны быть плавными.
б
Рис. 71. Цикли:
а — Для грубого циклования; б — для окончательного циклевания
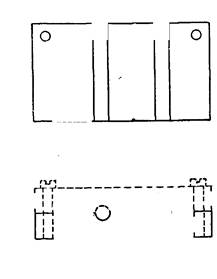
ЗАТОЧКА СТОЛЯРНОГО ИНСТРУМЕНТА
При заточке столярного инструмента (особенно железок к фуганкам) важно выдержать ровную и перпендикулярную (кромкам) линию жала инструмента. Так как такой инструмент затачивается вручную на широ-
ких неподвижных наждачных камнях, выполнить это условие очень трудно. Если же применить несложное приспособление, эта трудность в заточке инструмента
устраняется.
Приспособление (рис. 72) представляет собой четырехугольную стальную обойму / с зажимным винтом 2
а-а

Рис. 72. Приспособление для заточки столярного инструмента;
/ — обойма; 2 — зажимной винт; S — пятка; 4 — ролик; 5 — прилив
и пяткой 3. Обойма опирается на два вращающихся ролика 4, стоящих на оси, которая крепится в приливах 5 обоймы.
При закреплении затачиваемого инструмента в обойме необходимо выдержать нужный угол заточки, что . достигается правильностью его положения относительно абразива.
Процесс заточки заключается в прокатывании приспособления с зажатым в нем инструментомпо наждачному камню так, чтобы жало инструмента все время (под давлением руки) касалось абразива.
ПОЛИРОВКА ОСЕЙ
Приспособление для полировки осей различных диаметров (рис. 73) представляет собой две мегаллические планки, подвижно соединенные с одной стороны. В планках (в сложенном состоянии) просверлены отверстия нужных диаметров с припуском 0,4—0,5 мм.

Рис. 73. Приспособление для полировки осей
Шлифовальная шкурка приклеивается с обеих внутренних сторон планок в отверстии нужного диаметра так, чтобы каждая из них приклеилась по всей поверхности отверстия.
Обрабатываемая ось вставляется между шлифовальными шкурками и вращается дрелью, при этом ось полируется и не теряет формы, т. е. остается цилиндрической.
При необходимости полировки одной — двух осей такое приспособление можно изготовить из древесины твердых пород (дуб, бук и т. п.).
КОНДУКТОР—ХРАНИЛИЩЕ СВЕРЛ
Часто радиолюбителю приходится изготовлять детали типа шкивов, маховиков и т. п. Просверлить дрелью вертикальное отверстие почти невозможно, так как полученное после такого сверления готовое изделие «играет» при вращении вокруг оси, т. е. плоскость его неперпендикулярна оси.
Кондуктор для сверления вертикальных отверстий (рис. 74) является хранилищем всего набора сверл радиолюбителя.
Кондуктор представляет собой стальную плиту толщиной 15—20мм, в которой в порядке возрастания диаметров сверл сделаны (этими же сверлами на выверенном сверлильном станке) сквозные отверстия.
Снизу у кондуктора на четырех винтах держится съемное донышко, а около каждого отверстия (сверху) сделана гравировка диаметра данного сверла.
Отверстие в детали сверлится через кондуктор, плотно прижатый к плоскости детали, при этом в детали получается отверстие, перпендикулярное плоскости детали.
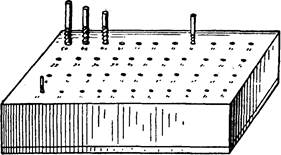
Рис. 74. Кондуктор — хранилище сверл
ПАЯЛЬНИК ДЛЯ ПАЙКИ ТВЕРДЫМИ ПРИПОЯМИ
Паяльник (рис. 75, а) для пайки твердыми припоями (ПСр, ВПТ и т. п.) всех видов металлов, в том числе и алюминия, имеет относительно сложную электрическую схему (рис. 75,6), но удобство пользования и возможность производства прочных паек оправдывает эту сложность. Таким паяльником почти без переделки можно паять и обычными свинцово-оловянистыми припоями.
Основу электрической схемы составляет понижающий трансформатор (Тр), который понижает напряжение сети до 6—8 е. Полученным напряжением питаются сменные нагревательные элементы (НЭ). Мощность трансформатора 100 ат, сечение провода понижающей обмотки—не менее 4 л-и2 (ее можно намотать 3—4 проводами подходящего сечения).
Паяльник включается кнопкой (Кн), при этом замыкается цепь первичной обмотки трансформатора (в нерабочем состоянии энергия не потребляется). Разогрев нагревательного элемента происходит почти мгновенно. Питая первичную обмотку трансформатора при помощи

ЛАТР, можно изменять температуру ра^бгрева паяль-ника.
Конструктивно паяльник представляет собой медный стержень 1, погещенный внутрь медной трубки 2. Между стержнем и трубкой проложена изоляция (в данном случае—асбестовый шнур, намотанный на стержень и пропитанный жидким стеклом). С одной стороны на трубку надета ручка 3, с другой стороны — крепится нагревательный элемент 4, представляющий собой кусок нихромовой проволоки, изогнутой, как показано на рис. 75,а. Элемент крепится двумя винтами:
одним—непосредственно ввернутым в тело стержня, другим — в выступ трубки.
Внутри ручки помещены кнопка и ее контактная система 5. Все электрические соединения внутри ручки произведены пайкой.
Геометрические размеры нагревательных элементов показаны на рис. 75, а: 6—для пайки припоями ПОС;
7—для пайки твердыми припоями. Диаметр нихромовой проволоки нагревательного элемента для пайки припоями ПОС 0,6 мм; для пайки твердыми припоями—1,3 мм. На первый тип нагревательных элементов надевается (и обжимается) медная пластинка, изолированная от провода слюдой.
Ручка паяльника изготавливается из конструкционной любительской пластмассы («Конструкционные любительские пластмассы», рецепт 2 см. на стр. 52).
Конфигурация ручки хорошо видна на рис. 75, а, и давать дополнительных разъяснений по ее изготовлению не требуется.
Примечание. Данным паяльником можно резать стекло по способу, описанному ранее.
ПРОСТОИ УНИВЕРСАЛЬНЫЙ СТАНОК
Токарные работы в любительских условиях часто ограничиваются изготовлением несложных деталей (шки.вки, шейки осей и т. п.) с применением дрели. Од* нако радиолюбителю часто требуется выполнить более сложные токарные работы.
На рис. 76, а изображено простое универсальное устройство, изготовленное на базе уже упоминавшегося мотора (115 вт). Используя этот мотор, при помощи не-
;'

Рис. 76. Простой универсальный станок:
а — обший вид; в — приспособления для работ; 1 — план шайба; 2 — цанга;
S — креяление наждачного круга; 4 — крепление фрезы; 5 — работа с центром
сложных приспособлений можно производить различные работы по резанию металла, пластмасс, древесины
и т. п.*.
Используя план-шайбу / (рис. 76, б) и цанги2,
можно производить токарные работы.
Укрепив на моторе при помощи устройства 3 наждачный камень, можно затачивать всевозможный инструмент.
Нехитрое устройство 4 (похожее на план-шайбу) и
закрепленная на нем фреза дают возможность производить распиловку материалов и фрезерования.И, наконец, если к мотору пристроить гибкий вал от бормашины, то можно делать различные гравировки и надписи.
План-шайба изготавливается из стали на токарном
станке и предназначается для обработки плоских, относительно крупных деталей из мягких металлов, пластмасс и древесины. Плоская заготовка укрепляется на план-шайбе винтами (в местах, которые будут вырезаны в процессе обработки), для этого на план-шайбе имеется большой набор отверстий с резьбой МЗ.
План-шайба и все остальные приспособления крепятся на валу мотора упорными винтами.
На план-шайбе можно изготовить такие детали, как кольца-ручки для настроечных конденсаторов КЛК-2, ручки широкоформатные к карманным приемникам (такие, например, как у приемника. «Пионер» ЦС-1), а также различные модели ручек и других деталей.
Цанги изготавливаются из стали на токарном станке и применяются для токарных работ с прутковым материалом (изготовление осей, стоек и т. п.). Заготовка (пруток) вводится в отверстие с крестообразным пропи-• лом на глубину 10—15 мм и затягивается сначала одной
гайкой, затем другой — контрящей.
Цанги делаются применительно к наиболее ходовым диаметрам пруткового материала: 2; 2,5; 3; 3,5 мм.
Наждачный круг (продается в магазинах медицинского оборудования) насаживается на ось мотора при помощи устройства, похожего на цангу, но в этом случае
резьба имеется внутри устройства.
* При работе на станке необходимо пользоваться защитными очками.
14 Л. А. Ерлыкин
Внутри тонкой части устройства сверлится отверстие 4 мм, затем делается крестообразный пропил вдоль тонкой части, накладывается проволочный бандаж, при помощи которого стороны пропила сводятся внутри.
В образовавшемся отверстии (около 3,4 мм) делается нарезка М4 и деталь освобождается от бандажа.
Внутреннее отверстие наждачного круга обкладывается свинцом и насаживается на крепящее устройство; в отверстие ввертывается винт М4, имеющий
у шляпки пологую фаску.
Фрезы крепятся на устройстве, показанном на
рис. 76,6.
Гибкий вал бормашины крепится, к мотору напрямую, для чего в районе оси мотора необходимо поставить деревянную стойку, к которой крепится неподвижная часть приемного устройства гибкого вала.
Обработка материалов на таком станке ведется специальными резцами, изготовленными из ножовочного полотна (от механических ножовок), и всевозможными
напильниками.
Станок имеет несколько реек-упоров, сделанных из
кусков древесины и уголковой стали. Рейки-упоры поддерживают резцы при работе, а также материал при распиловке. Высота реек-упоров регулируется прокладками.
При желании вместо наждачного круга устанавливается войлочный круг, которым можно производить полировку деталей.
VIII. ИСТОЧНИКИ ПИТАНИЯ И ЭЛЕМЕНТЫ АВТОМАТИКИ.
– Конец работы –
Эта тема принадлежит разделу:
Практические советы радиолюбителю
На сайте allrefs.net читайте: "Практические советы радиолюбителю"
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: ГОРЯЧИЙ ВОЗДУХ
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.033 сек.
Новости и инфо для студентов