Технологія виготовлення і випробування обладнання та засобів вимірювання
Міністерство освіти І НАУКИ України
Київський національний університет
технологій та дизайну
Кафедра метрології, стандартизації та сертифікації
Войченко Г.І. Зубрецька Н.А.
ПРАКТИКУМ
з курсу "Технологія виготовлення і випробування обладнання та засобів вимірювання"ПРАКТИКУМ
з курсу "Технологія виготовлення і випробування обладнання та засобів вимірювання"ПЕРЕДМОВА
Міністерство освіти І НАУКИ України
Київський національний університет
технологій та дизайну
Кафедра метрології, стандартизації та сертифікації
Войченко Г.І. Зубрецька Н.А.
ПРАКТИКУМ
з курсу "Технологія виготовлення і випробування обладнання та засобів вимірювання"ПРАКТИКУМ
з курсу "Технологія виготовлення і випробування обладнання та засобів вимірювання"ПЕРЕДМОВА
Дисципліна "Система технологій" має технічний, технологічний, організаційний та економічний аспекти. Мета цього посібника-практикума -… Посібник-практикум складається з 12-ти параграфів,які охоплюють найголовніші… Кожний параграф посібника мас достатні теоретичні пояснення, які дають студентам змогу при необхідності самостійно…Лабораторна робота № 1
ОСНОВНІ КОНСТРУКТИВНІ ЕЛЕМЕНТИ ТА ПРИНЦИПИ КОНСТРУЮВАННЯ ЕЛЕКТРОННОГО ОБЛАДНАННЯ ТА ЗАСОБІВ ВИМІРЮВАННЯ
Мета роботи
Мета даної роботи полягає в практичному ознайомленні студентів з основними конструктивними елементами електронного обладнання та засобів вимірювання… 1.2. Конструктивні елементи обладнанняПринципи та методи конструювання ОЗВ
1. Враховувати майбутній обсяг виробництва - від кількості запланованих до випуску приладів залежить конструкція, вибір матеріалів, спосіб обробки… 2. При конструюванні деталей і приладів (особливо деталей опор), потрібно… 3. Конструкція повинна забезпечувати рівномірний розподіл навантаження по перетину деталі. Матеріал деталі повинен…Лабораторна робота № 2
КОРПУСИ ЕЛЕКТРОННОГО
ОБЛАДНАННЯ ТА ЗАСОБІВ ВИМІРЮВАННЯ
Мета роботи
Мета даної роботи полягає в практичному ознайомленні студентів з основними конструктивними елементами корпусів ОЗВ. 2.2. Основні функції корпусу ОЗВ Корпус ОЗВ призначений для виконання кількох функцій:Порядок виконання роботи
2. Зарисувати вирішення вказаних конструктивних задач у робочих зошитах, потім навести їх у звіті по роботі в такій формі: - прилад (назва приладу); - матеріал корпусу та його складових частин;Мета роботи
Мета роботи полягає в практичному ознайомленні студентів з особливостями конструкції та технології виготовлення металевих корпусів ОЗВ. 3.2. Основи вибору матеріалу конструкціїОпис обладнання для виконання роботи
Дно після скріплення зі стінками надає конструкції жорсткості. Одночасно воно служить для встановлення в приладі всіх електронних компонентів… Зверху корпус закривається кожухом П-подібної форми. Увага студентів…Порядок виконання роботи
2. Ознайомитись з основними складовими частинами корпусу приладу, який вивчається в даній роботі. Визначити, з яких матеріалів виготовлені основні… 3. Зарисувати схему приладу у звіті по роботі.Лабораторна робота № 4
ПРИНЦИПИ КОНСТРУЮВАННЯ ВИРОБІВ З ПЛАСТМАС В
ОБЛАДНАННІ ТА ЗАСОБАХ ВИМІРЮВАННЯ
Мета роботи
Мета роботи полягає в практичному ознайомленні з прикладами застосування пластмасових матеріалів для виготовлення деталей та елементів конструкції… 4.2. Особливості застосування пластмасових деталей в обладнанні та засобах вимірюваньКонструювання деталей з пластмаси
1. Для зменшення часу пресування товщина стінок пресованої деталі повинна бути однаковою, що збільшує продуктивність пресування, усуває місцеві… 2. Радіуси закруглення кутів повинні мати величину від 0,3 мм до 5 мм.… 3. Мінімальна товщина стінок деталі приймається рівною 1 - 2 мм, а в дрібних деталях 0,5 мм. Необхідна підвищена…Порядок виконання роботи
1. Перед початком роботи слід ознайомитись з технічною літературою з питань вибору пластмасових матеріалів для виготовлення конструктивних… 2. Ознайомитись з основними елементами приладу, які виготовлені з пластмаси.… 4.6. Контрольні питанняМета роботи
5.2. Основні положення Не зважаючи на різні принципи побудови приладів та фізичні явища, що… - відліковий пристрій;Шкали
Шкала – частина відлікового пристрою у вигляді впорядкованої сукупності позначок разом із пов'язаною з нею певною послідовністю чисел.
Позначка шкали – риска або інший знак на шкалі, що відповідають одному або декільком значенням вимірюваної величини.
Поділка шкали – частина шкали між двома сусідніми позначками шкали.
Основа, на яку нанесена шкала, називається циферблатом.
Вказівник переміщується відносно шкали, і цим відзначає поділку шкали, що відповідає значенню вимірюваної величини. Розроблено прилади з обертовими шкалами і нерухомим вказівником. Це дозволило створити малогабаритні прилади з великою довжиною шкали. Конструкції, розміри шкали і стрілки приладу залежать насамперед від класу точності приладу.
Значення вимірюваної приладом величини х відраховується по позначках шкали, що показують залежність між кутом a відхилення рухомої частини приладу і величиною х. Ця залежність, виражена аналітично рівнянням a = f(x) або графічно у вигляді кривої в координатах a-х, називається характеристикою шкали (рис. 5.1). Перша похідна від характеристики шкали називається чутливістю приладу.
 |
Якщо чутливість постійна, то характеристика шкали являє собою пряму лінію. При рівномірній шкалі абсолютна похибка в одиницях вимірюваної величини і точність відліку однакові по всій шкалі. Тому звичайно прагнуть одержати рівномірну шкалу, для чого застосовують різноманітні конструктивні заходи, у тому числі спеціальні перетворювачі. Проте далеко не завжди вдається зробити шкалу приладу рівномірною, а в ряді випадків нерівномірна шкала є навідь більш доцільною. Нерівномірні квадратичні шкали доцільні в приладах кількома границями, значення яких співвідносяться як 1:2; 1:3. У таких приладах більшість значень вимірюваної величини може бути визначена на ділянці шкали зі збільшеною чутливістю, із широкими поділками. В деяких випадках необхідно забезпечити сталість відносної похибки при вимірюванні величин, що змінюються в межах двох - трьох десяткових порядків. Ця задача вирішується застосуванням логарифмічної шкали, яка має нерівномірні поділки, широкі на початку шкали і все більш щільні в міру наближення до її кінця.

Ціна поділки – це число одиниць вимірюваної величини, що відповідає одній поділці шкали. Як показує досвід, відлік є більш зручним, якщо ціна поділки в одиницях вимірюваної величини кратна цифрам 1; 2 або 5. При ціні поділки, рівній, наприклад трьом, точний відлік ускладнений. Тому саме вказані числа унормовані стандартами.
Вказівники
 У приладах вказівником є частіше всього металева, скляна стрілка, або світловий промінь. Форма вказівників визначається заданою точністю приладів та умовами відліку. Вказівник повинен легко розрізнятись від цифр і знаків шкали. В точних переносних приладах класів 0,1; 0,2 і 0,5 застосовуються ножовидні та рідше - ниткоподібні кінці стрілок (рис.5.3). Товщина ножа стрілок дорівнює звичайно 0,1-0,15 мм.
У приладах вказівником є частіше всього металева, скляна стрілка, або світловий промінь. Форма вказівників визначається заданою точністю приладів та умовами відліку. Вказівник повинен легко розрізнятись від цифр і знаків шкали. В точних переносних приладах класів 0,1; 0,2 і 0,5 застосовуються ножовидні та рідше - ниткоподібні кінці стрілок (рис.5.3). Товщина ножа стрілок дорівнює звичайно 0,1-0,15 мм.
В щитових приладах для зручності зняття відліку з більш значної відстані (1…2 м і більше) кінці стрілок мають потовщену форму - списоподібну конусну, подовжену, прямокутну, стрижнеподібну (рис. 5.4). Списоподібна і стрижнеподібна стрілки застосовуються в тих випадках, коли необхідно сполучити можливість більш точного відліку поблизу і менш точного на більшій відстані. Кінець стрілки повинен перекривати від 0,25 до 1,5 самої короткої з позначок шкали. Стрілка є найвідповідальнішою деталлю приладу; до неї висуваються дві суперечливі вимоги: максимальна жорсткість і мінімальна вага. Конструкція стрілки повинна забезпечити незмінність її форми, відсутність деформацій при роботі у важких умовах (удар об упор при перевантаженні, вібрації.), тому що деформація вказівника викликає похибку показів приладу. Вказівник повинен мати велику жорсткість і достатній момент опору для зменшення прогину при ударі об упор і від дії власної ваги.
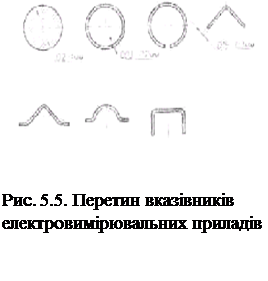
 З іншого боку, до вказівника висуваються вимоги мінімальної ваги і мінімального моменту інерції. Для кращого задоволення зазначених двох основних вимог поперечному перетину вказівника надають різні складні форми (рис.5.5). Найпоширеніший матеріал для вказівників - дюралюміній.
З іншого боку, до вказівника висуваються вимоги мінімальної ваги і мінімального моменту інерції. Для кращого задоволення зазначених двох основних вимог поперечному перетину вказівника надають різні складні форми (рис.5.5). Найпоширеніший матеріал для вказівників - дюралюміній.
 При повороті рухомої частини приладу і вказівника за граничні позначки шкали можливі ушкодження рухомої частини вказівника. Для запобігання виходу приладузладу по зазначеній причині в приладі встановлюються упори або обмежники.
При повороті рухомої частини приладу і вказівника за граничні позначки шкали можливі ушкодження рухомої частини вказівника. Для запобігання виходу приладузладу по зазначеній причині в приладі встановлюються упори або обмежники.
 Стрілка повинна добре протистояти ударам об упор при можливих перевантаженнях, що досягають значень 10-20-кратних номінальним. Щоб зменшити деформацію стрілки при ударі об упор, необхідно упор робити з мінімальною жорсткістю, щоб він поглинав більшу частину енергії удару. Для цього упору надається така форма, щоб його матеріал працював на згин (рис. 5.6).
Стрілка повинна добре протистояти ударам об упор при можливих перевантаженнях, що досягають значень 10-20-кратних номінальним. Щоб зменшити деформацію стрілки при ударі об упор, необхідно упор робити з мінімальною жорсткістю, щоб він поглинав більшу частину енергії удару. Для цього упору надається така форма, щоб його матеріал працював на згин (рис. 5.6).
Застосування світлового променя в якості покажчика дає конструктору ряд можливостей для подальшого поліпшення приладу, дає можливість збільшити чутливість приладу. При одноразовому відбитку променя від рухливого дзеркала чутливість збільшується в два рази. Упори або обмежники повинні мати достатню пружність для зм'якшення сили удару вказівника об неї. Упор складається зі стрижня, виготовленого з пружного бронзового або сталевого дроту діаметром 0,1-0,4 мм і втулки (із зовнішнім діаметром 2-3 мм і внутрішнім 0,5 мм).
Пристрої для створення протидіючого моменту
Протидіючий момент створюється в електромеханічних вимірювальних приладах, як правило, двома способами – за допомогою протидіючої пружини або розтяжок.
Протидіючі пружини виконуються у вигляді спіралі, виготовленої з пружного матеріалу (олов'яно-цинкової бронзи). Внутрішній кінець спіралі прикріплений до рухомої частини вимірювального механізму, а зовнішній – до нерухомої частини приладу. Обертаючий момент закручує пружину, поки не зрівняється з протидіючим моментом. Часто для створення протидіючого моменту використовують не одну, а дві пружини, які встановлюються з двох боків рухомої частини. У випадку вживання двох спіральних пружин вони використовуються також для підводу струму до рамки рухомої частини механізму.
Розтяжки - металічні стрічки шириною від 0,08 мм до 0,35 мм і товщиною 0,01...0,04 мм. Матеріал для виготовлення розтяжок - різні види бронзи, платини, а також кобальт-нікель-хромові сплави. Звичайно використовують дві розтяжки, які закріплюються з двох боків рухомої частини. Таким чином, розтяжки не тільки створюють протидіючий момент, а й фіксують рухому частину. При використанні розтяжок немає необхідності в спеціальних опорних пристроях (керн, підп'ятник). Для регулювання початкового (нульового) положення рухомої частини вимірювального механізму використовують коректор.
Пристрої для створення заспокоючого моменту
Для одержання необхідного часу заспокоєння в вимірювальних механізмах є спеціальний конструктивний елемент - заспокоювач, що створює момент заспокоєння, величина якого пропорційна швидкості обертання рухомої частини. В електромеханічних приладах застосовуються повітряні, магнітоіндукційні та рідинні заспокоювачі.
Повітряні або крильчаті заспокоювачі складаються з (рис. 5.7, а) плоского алюмінієвого крила 1, камери 2 і кришки 3. Крило жорстко закріплене на осі рухомої частини і при обертанні останньої переміщується в закритій камері, долаючи зустрічний потік повітря. Між крилом і стінками камери є зазори (близько 0,3 - 0,5 мм), через них і відбувається переміщення повітря з однієї частини камери в іншу. Такі заспокоювачі застосовуються в тих приладах, у яких небажано вводити магнітне поле, наприклад, в переносних електромагнітних і електродинамічних приладах.
В магнітоіндукційних заспокоювачах (рис. 5.7, б) момент заспокоєння створюється за рахунок взаємодії магнітного потоку постійного магніту 1 з вихровими струмами, що індукуються в секторі 2 заспокоювача або каркасі рамки при їхньому русі в магнітному полі магніту.
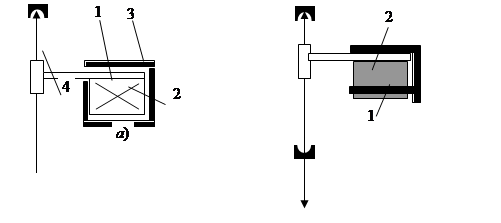 |
Рис.5.7. Заспокоювачі: а - повітряний; б - магнітоіндукційний
Порядок виконання роботи
1. Перед початком роботи слід ознайомитись з технічною літературою з питань конструювання електромеханічних вимірювальних механізмів. Звернути… 2. Зарисувати вирішення вказаних конструктивних задач в робочих зошитах,… 3. Побудувати характеристику шкали лабораторного приладу.ВИГОТОВЛЕНИХ МЕТОДОМ ШТАМПУВАННЯ, ГНУТТЯ ТА ЗВАРЮВАННЯ
Мета роботи
Мета роботи полягає в практичному ознайомленні студентів з особливостями операцій формоутворення деталей методами штампування та гнуття, а також зі з'єднанням деталей методом зварювання.
6.2. Формоутворення деталей методами різання,
Штампування та гнуття
Формоутворення деталі є однією з найпоширеніших операцій у виробництві, зокрема у виробництві обладнання та засобів вимірювання. Для надання… Різання матеріалу полягає в локалізованій двосторонній дії на заготовку з боку… Різання використовується в заготівельних цехах для початкової обробки заготовок деталей.Опис обладнання для виконання роботи
1. Корпус високовольтного блока живлення типу БВ2-2. Основні елементи його конструкції показані на рис.6.5. 2. Корпус електронного осцилографа ЭО-7 (рис.6.6). 3. З'єднувальна клема для електричних кіл.Порядок виконання роботи
1. Перед початком роботи слід ознайомитись технічною літературою з питань технології формоутворення деталей методами різки, штампування та гнуття.… 2. Зарисувати вирішення вказаних конструктивних задач в робочих зошитах, потім… 6.5. Контрольні питанняЛабораторна робота № 7
ПРАКТИЧНЕ ВИВЧЕННЯ ОСОБЛИВОСТЕЙ ЕЛЕКТРОМОНТАЖУ СПОСОБОМ ДРУКОВАНИХ ПЛАТ
Мета роботи
Мета даної роботи полягає в практичному ознайомленні студентів з особливостями конструкції друкованих плат як засобу електричного монтажу компонентів радіоелектронної апаратури, обладнання і засобів вимірювання.
Конструювання деталей для друкованого монтажу
Складальні операції при виготовленні приладів особливо в електро- і радіопромисловості, в приладобудуванні є найбільш трудомісткими (до 50% від… Найпростішим елементом друкованого монтажу є друкований провідник - нанесена… Система друкованих провідників утворює друкований монтаж. Ізоляційна основа з нанесеним…Лабораторна робота № 8
ПРАКТИЧНЕ ОСВОЄННЯ ТЕХНОЛОГІЇ З'ЄДНАННЯ ДЕТАЛЕЙ ТА ЕЛЕКТРИЧНИХ ПРОВІДНИКІВ СПОСОБОМ ПАЯННЯ