рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Машиностроение
- /
- Разработка эскиза поковки
Реферат Курсовая Конспект
Разработка эскиза поковки
Разработка эскиза поковки - раздел Машиностроение, И технологии машиностроения Поковкой Называется Кованная Заготовка Преимущественно Простой Конфигурации, ...
Поковкой называется кованная заготовка преимущественно простой конфигурации, полученная свободной ковкой на молоте или прессе.
Поковка отличается от готовой детали большими размерами, менее жесткими допусками на размеры, наличием напусков в тех случаях, когда заданную конфигурацию после назначения припусков выполнить на имеющемся ковочном оборудовании и с помощью стандартных инструментов и приспособлений невозможно или экономически нецелесообразно.
Припуском  называется предусмотренное ГОСТ превышение размеров поковок по сравнению с номинальными размерами готовой детали или ободранной заготовки, обеспечивающее после обработки резанием требуемые конфигурацию, размеры и качество поверхности. Ободранная заготовка – это заготовка, подвергнутая в процессе изготовления предварительной механической обработке.
называется предусмотренное ГОСТ превышение размеров поковок по сравнению с номинальными размерами готовой детали или ободранной заготовки, обеспечивающее после обработки резанием требуемые конфигурацию, размеры и качество поверхности. Ободранная заготовка – это заготовка, подвергнутая в процессе изготовления предварительной механической обработке.
Допуск  это разность между наибольшим и наименьшим предельными размерами годной поковки или детали.
это разность между наибольшим и наименьшим предельными размерами годной поковки или детали.
Напуском называется увеличение припуска (сверх выбранного по ГОСТ) с целью упрощения конфигурации поковки из-за невозможности или нерентабельности ее изготовления по контуру готовой детали.
Для ступенчатых валов различают основной  и дополнительный
и дополнительный  припуски. Дополнительный припуск прибавляется на диаметры ступеней поковки к основному для компенсации возможного их смещения относительно друг друга при изготовлении валов сложной конфигурации. Дополнительный припуск назначается на все диметры поковки кроме основного. В качестве основного диаметра обычно принимают наибольший, или ступень с необрабатываемой поверхностью.
припуски. Дополнительный припуск прибавляется на диаметры ступеней поковки к основному для компенсации возможного их смещения относительно друг друга при изготовлении валов сложной конфигурации. Дополнительный припуск назначается на все диметры поковки кроме основного. В качестве основного диаметра обычно принимают наибольший, или ступень с необрабатываемой поверхностью.
Основное сечение следует определять в следующем порядке
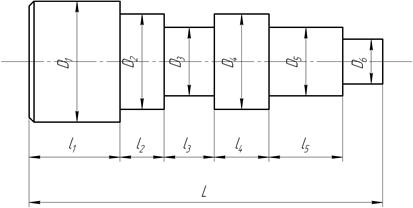
Разработку эскиза поковки рассмотрим на примере ступенчатого вала (рисунок 1).
|
| Рис. 1. Эскиз детали |
По классификации представленной в ГОСТ 7062-90 эта поковка круглого сечения с уступами. Припуски и допуски следует назначать используя выдержки из ГОСТ, представленные в таблицах 1 и 2. Если необходимо, то сверх припусков назначить напуски. Эскиз детали с напусками, основными и дополнительными припусками представлен на рисунке 3.

| а) обычный слиток |
| б) удлиненный слиток | |
| Рис. 2. Кузнечные слитки |
Таблица 1:
Припуски на механическую обработку и предельные
отклонения размеров поковок, мм
| Длина детали, L, мм | Диаметр детали D (или размер сечения В и Н) | ||||||||
| до | 50-70 | 70-90 | 90-120 | 120-160 | 160-200 | 200-250 | 250-300 | 300-360 | |
Припуск на диаметр и предельные отклонения 
| |||||||||
| До 250 | 5±2 | 6±2 | 7±2 | 8±3 | 9±3 | – | – | – | – |
| 250-500 | 6±2 | 7±2 | 8±3 | 9±3 | 10±3 | 11±3 | 12±4 | 13±4 | 14±5 |
| 500-800 | 7±2 | 8±3 | 9±3 | 10±3 | 11±3 | 12±4 | 13±4 | 14±5 | 15±5 |
| 800-1200 | 8±3 | 9±3 | 10±3 | 11±3 | 12±4 | 13±4 | 14±5 | 15±5 | 16±6 |
| 1200-1700 | – | 10±3 | 11±3 | 12±4 | 13±4 | 14±5 | 15±5 | 16±6 | 17±6 |
| 1700-2300 | – | 11±3 | 12± | 13±4 | 14±5 | 15±5 | 16±6 | 17±6 | 18±6 |
| 2300-3000 | – | – | 13± | 14±5 | 15±5 | 16±6 | 17±6 | 18±6 | 19±7 |
| 3000-4000 | – | – | – | 15±5 | 16±6 | 17±6 | 18±6 | 19±7 | 20±7 |
| 4000-5000 | – | – | – | 16±6 | 17±6 | 18±6 | 19±7 | 20±7 | 21±8 |
| 5000-6000 | – | – | – | – | 18±6 | 19±7 | 20±7 | 21±8 | 22±8 |
Таблица 2:
Дополнительный припуск , мм
| Разность диаметров (раз-меров) наибольшего и рассматриваемого сечений | До 40 | 40-80 | 80-100 | 100-120 | 120-140 | 140-160 | 160-180 | Св. 180 |
| Дополнительный припуск |
Назначая припуски и допуски, следует составить расчетные выражения.
В данном случае  . Напуск на диаметры
. Напуск на диаметры  и
и  необходим, так как он упрощает форму поковки и дает возможность ее отковать из кузнечных слитков (рисунок 2).
необходим, так как он упрощает форму поковки и дает возможность ее отковать из кузнечных слитков (рисунок 2).
Поковочные размеры для диаметров  ,
,  и
и  можно определить составив расчетные выражения:
можно определить составив расчетные выражения:
 ;
;
 ;
;
 .
.
В качестве основного диаметра в нашем случае выбран диаметр  .
.

|
| Рис. 3. Эскиз детали с основными (1), дополнительными (2) припусками и напусками (3) |
Припуски и допуски на длины определяются следующим образом. На обрубаемые ступени припуск на длину (на сторону обработки) принимается равным 1,5 припускам на диаметр рассматриваемой ступени. На остальные ступени припуск на длину на сторону обработки принимается равным 0,75 от припуска на рассматриваемый диаметр. Отклонение на длину принимается равным трем отклонениям на диаметр.
Поковочные размеры на длины:
 ;
;
 ;
;
 .
.
Длина технологических проб  и их количество задаются техническими условиями.
и их количество задаются техническими условиями.
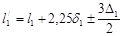
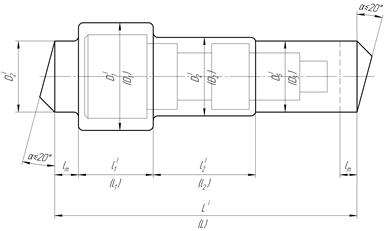
Эскиз поковки ступенчатого вала представлен на рисунке 4. На эскизе поковки над размерными линиями указываются размеры готовой поковки с допусками, а под размерной линией в скобках указывают размер готовой детали или детали после предварительной механической обработки.
|
| Рис. 4. Эскиз поковки ступенчатого вала |
После разработки эскиза поковки определяется объем и масса поковки. Объем поковки:
 ,
,  ,
,
где  – объем каждой ступени вала;
– объем каждой ступени вала;  – диаметр рассматриваемой ступени (поковочный размер);
– диаметр рассматриваемой ступени (поковочный размер);  – длина рассматриваемой ступени (поковочный размер).
– длина рассматриваемой ступени (поковочный размер).
Расчетная масса поковки:
 ,
,
где  – плотность стали.
– плотность стали.
Окончательная масса поковки (с учетом массы галтелей, скосов, допусков):
 .
.
– Конец работы –
Эта тема принадлежит разделу:
И технологии машиностроения
Санкт Петербургский государственный горный институт... имени Г В Плеханова технический университет...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Разработка эскиза поковки
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.02 сек.
Новости и инфо для студентов