рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Машиностроение
- /
- Определение последовательности кузнечных операций
Реферат Курсовая Конспект
Определение последовательности кузнечных операций
Определение последовательности кузнечных операций - раздел Машиностроение, И технологии машиностроения При Разработке Последовательности Кузнечных Операций Необходимо Определить Ко...
При разработке последовательности кузнечных операций необходимо определить количество и очередность основных, вспомогательных и отделочных операций, выбрать кузнечный инструмент, необходимый для выполнения операций.
Основные технологические операции – это операции, связанные с изменением формы и размеров слитка или промежуточной заготовки, с целью получения поковки, соответствующей требованиям чертежа.
Вспомогательные операции – это операции, связанные с подготовкой слитка или промежуточной заготовки для выполнения последующих основных операций.
Отделочные операции - это операции, связанные с получением требуемого по чертежу качества поверхности поковки.
Выбор операций определяется конфигурацией и соотношением размеров поковки, величиной укова, техническими условиями на ее изготовление.
Таблица 16
Основные кузнечные операции
| Наименование операции | Эскиз операции | Применяемый инструмент | Назначение операции |
Протяжка (вытяжка) слитка на диаметр 
| 
| Бойки: верхний – плоский; нижний – вырезной | Получение ступеней с круглым или прямоугольным сечением за счет уменьшения размеров исходного сечения и увеличения длины |
Протяжка (вытяжка) заготовки на размер 
| 
| Бойки: верхний – плоский; нижний – плоский | |
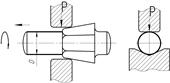
Осадка слитка на кольце на высоту  или до диаметра или до диаметра
| 
| Осадочная плита; осадочное кольцо | Уменьшение высоты за счет увеличения площади поперечного сечения |
Осадка заготовки на высоту  или до диаметра или до диаметра
| 
| Осадочная плита; осадочный стол | Уменьшение высоты за счет увеличения площади поперечного сечения |
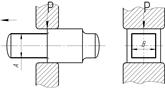
Прошивка сквозного отверстия диаметром 
| 
| Боек верхний плоский, прошивень, осадочное кольцо | Получение сквозного отверстия круглой или прямоугольной формы |
| Рубка слитка (или заготовки) | 
| Бойки: верхний – плоский; нижний – вырезной (или плоский топор) | Разделение заготовки на части или отделение дефектных частей (прибыль, дно) |
| Вытяжка заготовки на оправке на диаметр
| 
| Бойки: верхний – плоский, нижний – вырезной, оправка | Увеличение длины заготовки за счет уменьшения ее поперечного сечения |
| Раскатка заготовки на оправке на диаметр
| 
| Верхний плоский боек, оправка, специальные стойки | Увеличение диаметра полой заготовки за счет уменьшения толщины стенки |
Гибка заготовки на радиус 
| 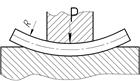
| Боек верхний – специальный радиусный, нижняя специальная плита | Изгиб заготовки по заданному контуру |
| Разгонка полотна заготовки на диаметр
| 
| Верхние бойки специальные раздвижные, поворотный стол | Увеличение диаметра заготовки за счет уменьшения ее высоты |
Таблица 17
Вспомогательные кузнечные операции
| Наименование операции | Эскиз операции | Применяемый инструмент | Назначение операции |
| Заделка цапфы под патрон или под осадочную плиту | 
| Бойки: верхний – плоский, нижний – вырезной | Для удобства проведения последующей протяжки или осадки |
| Биллетирование слитка | 
| Бойки: верхний – плоский, нижний – вырезной | Скругление граней слитка |
| Разметка заготовки с круглым или прямоугольным поперечным сечением |  
| Бойки: верхний – плоский, нижний – вырезной (или плоский); раскатка, пережимка | Распределение металла на необходимые объемы и уменьшение утяжки |
| Правка поковки | 
| Верхний плоский боек, нижняя плоская осадочная плита (или стол) | Устранение кривизны или несоосности ступеней поковки |
Таблица 18
Отделочные кузнечные операции
| Наименование операции | Эскиз операции | Применяемый инструмент | Назначение операции |
| Проглаживание (отделка) поковки или отдельных ее частей | 
| Бойки: верхний – плоский, нижний – плоский или вырезной | Получение заданных по чертежу размеров и внешнего вида |
| Торцовка поковки | 
| Верхний плоский боек; нижняя плоская осадочная плита (или стол) | Получение заданной высоты и внешнего вида торцевых поверхностей |
| Обкатка поковки по боковой поверхности | 
| Бойки: верхний – плоский, нижний – вырезной или плоский (специальные) | Устранение сферической боковой поверхности (бочкообразности) до получения заданного диаметра |
– Конец работы –
Эта тема принадлежит разделу:
И технологии машиностроения
Санкт Петербургский государственный горный институт... имени Г В Плеханова технический университет...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Определение последовательности кузнечных операций
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.032 сек.
Новости и инфо для студентов