Основные сведения об изготовлении литейной формы. - раздел Машиностроение, Ознакомление со способами получения, составом и свойствами неметаллических конструкционных материалов, применяемых в машиностроении 1.Процесс Получения Заготовок Деталей Машин И Других Издели...
1.Процесс получения заготовок деталей машин и других изделий методом литья называют литейным производством. Отливают заготовки массой от нескольких граммов до сотен тонн практически любой формы (заготовки блоков цилиндров, гильз, поршней, поршневых колец, корпусов коробок передач, чугунных зубчатых колес). Русский мастер-литейщик Андрей Чохов в 1586 г. отлил из бронзы царь-пушку массой около 39 т, а Михаил Моторин в 1735 г. отлил из бронзы знаменитый царь-колокол массой около 200 т.
Модельный комплект –это комплект формовочных приспособлений, необходимый для образования при формовке рабочей полости литейной формы. В его состав входят:
Литейная модель (рис. 31, а) – приспособление для получения в литейной форме отпечатка, соответствующего конфигурации и размерам отливки. В зависимости от сложности изготовляемой отливки модели делают цельными и разъемными из двух и более частей.
Стержневой ящик – приспособление, имеющее рабочую полость для получения в ней стержня нужных размеров и очертаний из стержневой смеси.
Литейный стержень является элементом литейной формы и служит для образования отверстия, полости или иного сложного контура в отливке.
Литниковая система – это система каналов и элементов литейной формы для подвода расплавленного металла в полость формы, обеспечения ее заполнения и питания отливки Рис.31
при затвердевании. В её состав входят чаша, стояк, шлакоуловитель, питатель и выпор.
Стержневые ящики чаще всего делают разъемными из двухчастей (рис. 31, б). Вертикальным стенкам модели придают конусность, называемую формовочным уклоном, который необходим для облегчения выемки модели из формы. Значение уклона зависит от размера модели и составляет 0,5...2,5°. Чем больше размер модели, тем меньше уклон. Размеры модели должны быть больше размеров отливки на значение усадки металла. Усадкой называют уменьшение размеров отливки при ее охлаждении. Для чугунов усадка равна 1%, а для сталей – 2%. Во многих отливках предусматривают припуски на механическую обработку. Модели и стержневые ящики делают из дерева (единичное производство), чугуна, алюминиевых сплавов, пластмасс и других материалов (серийное и массовое производство). Модельной плитой называют плиту, на которой закрепляют части модели и литниковую систему, служащую для набивки одной из парных опок при неразъемных моделях.
2.Формовочная смесь – многокомпонентная смесь формовочных материалов, в состав которой входит кварцевый песок, глина, молотый каменный уголь, опилки и др. добавки.
Формовочные смеси должны обладать прочностью, пластичностью, газопроницаемостью, непригораемостью, податливостью и долговечностью. Прочность – способность не разрушаться при изготовлении разовой литейной формы и в процессе заполнения ее металлом. Податливость – способность сжиматься при усадке металла. Долговечность – способность формовочной смеси к многократному использованию. Все эти требования обеспечиваются соответствующим составом смеси. Чем больше глины в формовочной смеси, тем выше ее пластичность и прочность, но ниже газопроницаемость. Каменноугольная пыль, мазут, графит улучшают непригораемость, а опилки – поддатливость смеси.
По назначению формовочные смеси делят на облицовочные, наполнительные и единые. Облицовочной формовочной смесью покрывают модель первым слоем. Наполнительная смесь служит для наполнения формы после нанесения облицовочной смеси. Единую смесь (формовочную или стержневую) используют одновременно в качестве облицовочной и наполнительной смеси и применяют при машинной формовке.
Стержневой смесью называют многокомпонентную смесь формовочных материалов, соответствующую условиям технологического процесса изготовления неметаллических линейных стержней. Данные смеси состоят из кварцевого песка (до 97%), глины (до 3%) и крепителей (патока, декстрин, льняное масло и др.).
3. Технология изготовления литейных форм. По ГОСТ 18169-72 литейной формой называется система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Разовая форма – литейная форма, разрушаемая при извлечении отливки. Для изготовления разовых литейных форм применяют ручную и машинную формовки. Ручную формовку используют при изготовлении небольшого количества отливок, а машинную – в серийном и массовом производстве. Применяют следующие разновидности ручной формовки: в формовочной смеси без опок, в формовочной смеси с одной опокой, в двух и более опоках, по шаблону. Литейной опокой называют приспособление для удержания формовочной смеси. Опоки делают в виде рамок различных форм и размеров из чугуна, стали и алюминиевых сплавов
В практике литейного производства наибольшее применение получили ручная и машинная формовка в двух опоках. На рисунке 25 показан технологический процесс изготовления литейной формы для отливки втулки ручной формовкой в двух опоках по разъемной модели. Ручная формовка характеризуется низкой производительностью и высокой трудоемкостью.
Машинная формовка – способ изготовления литейных форм на специальных машинах. При этом способе формовки
Рис. 32. Формовка модели втулки:
а – укладка полумодели на подмодельную доску; б – покрытие облицовочной смесью; в – засыпка и трамбовка наполнительной смеси; г – накалывание отверстий для выхода газов; д – установка верхней опоки и второй полумодели; е – установка элементов литниковой системы и наполнение формовочной смесью; ж – установка стержней и сборка формы; з – отливка втулки с необрубленным литником и выпором; 1 – подмодельная доска; 2 – полумодель; 3 – нижняя опока; 4 – вторая полумодель; 5 – элементы литниковой системы; 6 и 9 – выпор; 7 – стержень; 8 – литник
механизируются операции уплотнения формовочной смеси в опоке и извлечения моделей из формы, что резко повышает производительность труда по сравнению с ручной формовкой.
Каждая технология изготовления литейных форм для отливок из чугуна, стали, цветных металлов имеет свои особенности.
Вопросы... Цели и задачи дисциплины Материаловедение и технология материалов... Связь дисциплины Материаловедение и технология материалов с другими дисциплинами...
Продукты доменной плавки.
1. Исходные материалы для производства чугуна:
1.Железные руды:
-красный железняк, или гематит Fе2О3; содержит в
Производство стали в электрических печах.
1.Шихтовыми материалами для выплавки стали являются жидкий или твердый чугун, стальной и чугунный лом, стружка, обрезки (скрап), железорудные окатыши, ферросплавы (перечисленные ма
Непрерывная разливка (в кристаллизатор).
1. Выплавленная в печи сталь выпускается в ковш и разливается в изложницы или кристаллизатор, либо разливке предшествует рафинирование стали. Внепечное рафинирова
Понятие о свойствах металлов.
1. Большое число различных металлов, которые применяют в технике, можно разделить на черные и цветные.
Черные металлы имеют темно-серый цвет, большую плотность, вы
Методы контроля качества изделий.
1.Макроанализ. Для макроанализа приготовляют образец – шлиф или излом, по которому выявляют макроструктуру – строение металла или сплава, видимое невооруженным глазом или в
Деление железоуглеродистых сплавов на стали и чугуны.
1. На диаграмме состояния (рис. 21) представлены две системы сплавов. Система Fе – Fе3С называется неустойчивой (метастабильной) в связи с тем, что цементит представляе
Структуры, получаемые при различных скоростях охлаждения.
1.При нормальной температуре доэвтектоидные стали имеют структуру феррит плюс перлит, эвтектоидные – перлит, заэвтектоидные – перлит + цементит, то есть исходное состояние всех ст
Нормализация.
1. Термической обработкой называют совокупность операций нагрева, выдержки и охлаждения металлических сплавов, находящихся в твердом состоянии, для изме
Отпуск. Виды отпуска.
1. Процесс закалки стали заключается в ее нагреве до определенной температуры (на 30...50° выше линии GSK по диаграмме Fe – Fe3C), выдержке и последующем быстром
Дефекты и брак при термической обработке.
1. Низколегированные стали при закалке охлаждают в воде, так же как и углеродистые. Увеличение содержания легирующих элементов в стали вызывает понижение теплопро
Азотирование.
1. Целью химико-термической обработки является получение поверхностного слоя стальных изделий, обладающего повышенными твердостью, износоустойчивостью, жаростойкостью или корро
Газовое цианирование.
3. Диффузионная металлизация, её виды.
1. Цианирование.Цианирование – насыщение поверхностного слоя одновременно углеродом и азотом; оно бывает жидкостным
Влияние примесей на свойства углеродистой стали.
Наличие небольшого количества обычных примесей в стали не влияет существенно на положение критических точек и характер линий диаграммы железо – цементит, поэтому сталь можно рассматривать с извест
Углеродистые инструментальные стали.
1. По химическому составу стали подразделяют на малоуглеродистые (до 0,3% С), среднеуглеродистые (0,3...0,65 % С) и высокоуглеродистые (свыше 0,65% С). По качеству ра
Легирование чугунов, их маркировка и область применения.
1.Сталь, содержащая, кроме постоянных примесей (марганец, кремний), один или несколько специальных элементов или повышенные концентрации марганца и кремния (>1 %), называется
Цементируемые стали.
1. Низколегированные стали.Согласно ГОСТ 19282–73, установлено 28 марок такой стали. Они содержат 1,5…2,5 % легирующих элементов, которые определяют измельчение перлитной составля
Быстрорежущие стали.
1.Условия работы отдельных видов инструментов различны и для различных видов инструментов применяют материалы, наиболее подходящие по своим качествам к данным условиям работы.
Прочие стали и сплавы с особыми свойствами.
1. Шарикоподшипниковые стали.Хромовая сталь с массовым содержанием 0,95…1,15 % С и 0,4…1,65 Сr образует группу высококачественных шарикоподшипниковых сталей (ГОСТ 801–78) ШХ6, ШХ9
Получение металлокерамических твердых сплавов.
1. Металлокерамические твердые сплавы.Эти сплавы применяют в виде пластинок к режущему инструменту и инструменту для буров при бурении горных пород, а также в виде фильер дл
Сверхтвердые инструментальные материалы.
1. Минералокерамика – синтетический материал, основой которого служит глинозем ( А12О3), подвергнутый спеканию при температуре 1720…1750 °С. Минералокерамика
Спеченные алюминиевые сплавы.
1. Алюминий и его сплавы. Характерные свойства алюминия – высокая пластичность, теплопроводность, электропроводность и малая прочность. Он слабо подвергается коррозии на воздухе,
Титан и его сплавы.
1. Механические свойства металлического магния очень невысоки, поэтому для изготовления деталей он не применяется. Магниевые сплавы обладают меньшими удельным весом, теплопроводн
Оловянные и свинцовые баббиты.
4. Металлокерамические пористые подшипниковые сплавы,
1. Антифрикционные,илиподшипниковые сплавы применяют для изготовления подшипников.
Методы борьбы с коррозией металлов.
1.Разрушение металлов под воздействием окружающей среды называют коррозией. Другими словами, коррозия – это процесс превращения металлов в окисленное состояние.
Классифик
Полимеризация и поликонденсация полимеров.
1. Полимерами называют вещества, молекулы которых (макромолекулы) состоят из большого числа повторяющихся группировок, или мономерных звеньев, соединенных между собою химическим
Способы получения изделий из пластмасс и их применение.
1.Пластическими массами (пластиками) называют материалы, которые при определенной температуре приобретают пластические свойства, то есть способность принимать в результате пресс
Применение резиновых изделий.
1.Резинойназывают продукты химической переработки каучука и вулканизирующих веществ (сера, натрий), осуществляемой при помощи термической обработки (горячая вулканизация) ил
Применение древесины в сельхозпроизводстве.
1.Древесина используется в качестве конструкционного материала в различных отраслях промышленности как в натуральном, так и переработанном виде.
Преимущества древесины:
Основные типы клеевых материалов и их применение.
1.Лакокрасочные материалы – это жидкие композиции, образующие после нанесения и высыхания пленку, соединяющуюся с окрашиваемой поверхностью. Эту пленку называют лакокрасочным покры
Фрикционные материалы.
1. Прокладочные материалы предназначены для создания герметичности сопрягаемых деталей с целью предохранения от попадания пыли, а также вытекания смазки, газов и др. К прокладочны
Применение порошковых сплавов в ремонтном производстве
1. Сплавы, получаемые из металлических порошков прессованием и последующим спеканием без расплавления, называют порошковыми, а метод получения – порошковой металлургией.
Механическая обработка напыленных покрытий.
1.Плазменное напыление представляет собой дальнейшее развитие техники металлизации распылением. Физическое понятие «плазма» было введено в 1923 г. Лангмером для обозначения газообр
Органоволокниты.
1. Карбоволокниты (углепласты) представляют собой композиции, состоящие из полимерного связуюшего (матрицы) и упрочнителей в виде углеродных волокон (карбоволокон
Сплавы с эффектом памяти.
1. Металлические стекла, или аморфные сплавы, получают путем охлаждения расплава со скоростью, превышающей скорость кристаллизации (106…108 °С/с). В этом случ
Бескислородная керамика.
1. Керамика – неорганический материал, получаемый из отформованных минеральных масс в процессе высокотемпературного обжига. В результате обжига (1200…2500 °С) форм
Прокатка, ее виды. Понятие о прокатном производстве.
1. Обработка давлением основана на способности металлов необратимо изменять свою форму без разрушения под действием внешних сил. Она обеспечивает получение заготовок для производст

 Стержневой ящик – приспособление, имеющее рабочую полость для получения в ней стержня нужных размеров и очертаний из стержневой смеси.
Стержневой ящик – приспособление, имеющее рабочую полость для получения в ней стержня нужных размеров и очертаний из стержневой смеси. 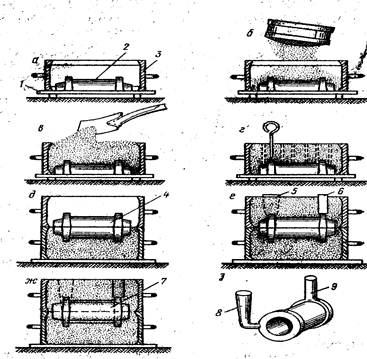 3. Технология изготовления литейных форм. По ГОСТ 18169-72 литейной формой называется система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Разовая форма – литейная форма, разрушаемая при извлечении отливки. Для изготовления разовых литейных форм применяют ручную и машинную формовки. Ручную формовку используют при изготовлении небольшого количества отливок, а машинную – в серийном и массовом производстве. Применяют следующие разновидности ручной формовки: в формовочной смеси без опок, в формовочной смеси с одной опокой, в двух и более опоках, по шаблону. Литейной опокой называют приспособление для удержания формовочной смеси. Опоки делают в виде рамок различных форм и размеров из чугуна, стали и алюминиевых сплавов
3. Технология изготовления литейных форм. По ГОСТ 18169-72 литейной формой называется система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Разовая форма – литейная форма, разрушаемая при извлечении отливки. Для изготовления разовых литейных форм применяют ручную и машинную формовки. Ручную формовку используют при изготовлении небольшого количества отливок, а машинную – в серийном и массовом производстве. Применяют следующие разновидности ручной формовки: в формовочной смеси без опок, в формовочной смеси с одной опокой, в двух и более опоках, по шаблону. Литейной опокой называют приспособление для удержания формовочной смеси. Опоки делают в виде рамок различных форм и размеров из чугуна, стали и алюминиевых сплавов





Новости и инфо для студентов