ВЫБОР ИСХОДНЫХ МАТЕРИАЛОВ - раздел Машиностроение, ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ, ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В МАШИНОСТРОЕНИИ
При Изготовлении Стальных Поковок Выбор Марки Стали Производи...
При изготовлении стальных поковок выбор марки стали производить с учетом назначения детали и пластичности по таблице П12. Материалы для горячей объемной штамповки должны иметь достаточно высокую пластичность, т.е. способность деформироваться без разрушения. При затруднении, в назначении материала по основному технологическому свойству (пластичности) необходимо учитывать дополнительное свойство - обрабатываемость резанием; материал должен быть как можно более дешевым.
Пользуясь справочной литературой [10]; [11], [12], подобрать марку материала и оценить его стоимость по биржевым ценам [13] или по ценам предприятия-поставщика (для студентов-заочников).
2.2. ОПРЕДЕЛЕНИЕ ПЛОСКОСТИ РАЗЪЁМА ШТАМПА
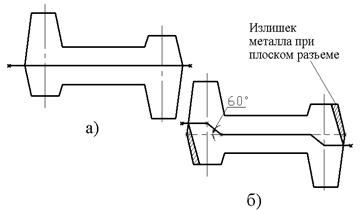
Расположение и форма разъёма штампа должны удовлетворять требованию свободного извлечения поковки из штампа.
Разъём рекомендуется делать плоским (рис 2.1,а), однако если это ведёт к увеличению объёма металла, то целесообразно линию разъёма делать ломаной (рис 2.1,6) в местах выступов, причём наклон её к горизонтальной плоскости не должен превышать 60 градусов для получения чистого среза облоя.
Плоскость разъёма должна быть расположена так, чтобы полости штампа имели минимальную глубину и максимальную ширину сечения. Обычно разъём делают в плоскости максимальных взаимно перпендикулярных размеров поковки (D и L) (рис. 2.2.), однако от этого правила следует отступать, если при ином разъёме достигается значительное снижение массы поковки за счёт штампованной полости (рис. 2.3,а).
Расположение линии разъёма, удовлетворяющее вышеперечисленным требованиям, обеспечивает возможность контроля за смещением половин штампа, проектирование поковки для полного изготовления в одной половине штампа полностью исключает возможность смещения и снижает стоимость штампа.
Окончательное решение по назначению линии разъёма принимают после назначения припусков и штамповочных уклонов.
Рис.2.2. К определению плоскости разъема штампа.
Рис. 2.3. Линия разъема штампа: а) - рекомендуемая; б) – не рекомендуемая
ГОУ ВПО Уральский государственный технический университет УПИ... ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В МАШИНОСТРОЕНИИ...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ:
ВЫБОР ИСХОДНЫХ МАТЕРИАЛОВ
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
ЦЕЛЬ РАБОТЫ
Целью курсовой (расчетно-графической) работы является:
- ознакомить студентов с методикой и основными приемами разработки практической технологии литья, и горячей объемной
ПОРЯДОК ВЫПОЛНЕНИЯ КУРСОВОЙ РАБОТЫ
При выполнении работы студенту необходимо выполнить следующую последовательность действий:
- внимательно изучить чертеж детали, установить группу ее сложности.
- выявить все повер
НАЗНАЧЕНИЕ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ.
Назначение припусков на механическую обработку – важная часть разработки литейной технологии. На этом этапе определяются размеры отливки, в соответствии с которыми изготавливают модельный комплект.
Общие положения.
Припуски на механическую обработку (в дальнейшем - припуски) назначают на поверхностях отливки, на которых такая обработка предусмотрена чертежом детали. Размеры до необрабатываемых поверхностей от
Последовательность назначения припусков
В соответствии со стандартом [6] для назначения припусков необходимо:
а. Выбрать класс точности размеров конкретной оливки и ряд припусков.
б. Определить допуски на размеры отливк
Определение допусков на размеры отливок
Допуски литейных размеров отливок определяются по табл. П.7. По сравнению со стандартом [6] в этой таблице исключены допуски для классов точности 1-5т, поскольку курсовая работа не предусматривает
Назначение припусков
Основной припуск на механическую обработку (на сторону) в зависимости от допусков размеров отливок следует назначить по табл. П.8 дифференцированно для каждого элемента отливки. В табл. П.8 для каж
Оформление назначенных припусков в курсовой работе
На чертеже детали назначенные припуски на всех поверхностях наносят красным карандашом в соответствии с масштабом. Припуски, попавшие в разрезы, штрихуют тем же цветом сплошными линиями под углом 4
ВЫПОЛНЕНИЕ ЧЕРТЕЖА ЭЛЕМЕНТОВ ЛИТЕЙНОЙ ФОРМЫ И ОТЛИВКИ.
В соответствии с ГОСТ 3.1125-88 [5] чертежи элементов литейной формы и отливки выполняются на эскизе или копии чертежа детали. Студенты, делая настоящую курсовую работу, выполняют простым карандашо
ОФОРМЛЕНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ.
Пояснительная записка к курсовой работе должна иметь обложку, оформленную как титульный лист (по образцу, приведенному в П.33), далее следует аннотация, в которой кратко излагается содержание проек
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Студенты по чертежу детали разрабатывают чертеж горячештампованной заготовки - поковки и некоторые разделы технологического процесса изготовления поковки. В задании на выполнение ра
ОПРЕДЕЛЕНИЕ КОНСТРУКТИВНЫХ ХАРАКТЕРИСТИК
Класс точности поковки устанавливается в зависимости от вида оборудования и технологии изготовления, а также от требований к точности размеров.
По ГОСТ 7505-89 [14] поковки разделены на пя
ОПРЕДЕЛЕНИЕ ИСХОДНОГО ИНДЕКСА
Исходный индекс используется при назначении припусков, допусков и допускаемых отклонений. Его определяют по табл. П.19. В зависимости от массы поковки, группы стали, степени сложности и класса точн
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Припуски на механическую обработку назначаются в том случае, если шероховатость поверхности и точность размеров поковки не удовлетворяют требованиям, предъявляемым к готовой детали. Размер припуска
ШТАМПОВОЧНЫЕ НАПУСКИ, УКЛОНЫ, ДОПУСКИ.
Напуски. В случае если отдельные части поковки проштамповать невозможно, делаются напуски сверх требуемого припуска на механическую обработку, что упрощает конфигурации поковки.
Уклоны. Дл
РАДИУСЫ ЗАКРУГЛЕНИЙ И ПЕРЕХОДОВ
Для предотвращения поломки (появления трещин) и улучшения заполнения полости штампа у поковки выполняются внешние радиусы закруглений r. Для предотвращения сминания и появления заусенцев, складок,
РАЗМЕРЫ ЗАУСЕНЕЧНОЙ КАНАВКИ
Штамповка бывает двух разновидностей: закрытой и открытой (рис.2.8.) Применение закрытых штампов (рис.2.8.а) обеспечивает оптимальный расход металла на поковки, но предъявляет высокие требования к
ПОЛОСТИ И НАМЕТКА ОТВЕРСТИЙ В ПОКОВКАХ
Для экономии металла и снижения трудоемкости механической обработки деталей, имеющих центровое отверстие, у поковок делается наметка отверстий, которые затем прошиваются в специальном штампе на обр
РАСЧЕТ РАЗМЕРОВ ИСХОДНОЙ ЗАГОТОВКИ.
Объем заготовки (Vзаг) для открытой штамповки на молоте рассчитывается по формуле
Vзаг = Кy(Vп+Vз+Vпер),
ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
Правила выполнения чертежа поковки по ГОСТ 3.1126-88 [17].
Чертёж поковки является основным документом для назначения режима нагрева заготовки, определения мощности оборудования, конструир
Хотите получать на электронную почту самые свежие новости?
Подпишитесь на Нашу рассылку
Наша политика приватности обеспечивает 100% безопасность и анонимность Ваших E-Mail

 Разъём рекомендуется делать плоским (рис 2.1,а), однако если это ведёт к увеличению объёма металла, то целесообразно линию разъёма делать ломаной (рис 2.1,6) в местах выступов, причём наклон её к горизонтальной плоскости не должен превышать 60 градусов для получения чистого среза облоя.
Разъём рекомендуется делать плоским (рис 2.1,а), однако если это ведёт к увеличению объёма металла, то целесообразно линию разъёма делать ломаной (рис 2.1,6) в местах выступов, причём наклон её к горизонтальной плоскости не должен превышать 60 градусов для получения чистого среза облоя.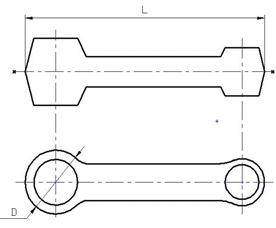







Новости и инфо для студентов