РАЗМЕРЫ ЗАУСЕНЕЧНОЙ КАНАВКИ
Штамповка бывает двух разновидностей: закрытой и открытой (рис.2.8.) Применение закрытых штампов (рис.2.8.а) обеспечивает оптимальный расход металла на поковки, но предъявляет высокие требования к точности объёма заготовок перед штамповкой. При штамповке в открытом штампе (рис.2.8,б) излишек металла вытекает через узкую щель, устроенную по всему периметру ручья в плоскости разъёма, называемую заусенечной канавкой.

Рис.2.7. Радиусы сопряжений R, переходов R3, закруглений R1, R2, R4, R5,
и толщина ребер 2R1, мм, для поковок из цветных сплавов.
 |
Рис.2.8. Молотовые штампы: а - закрытый; б - открытый; 1 - хвостовик типа «ласточкин хвост» для крепления штампа; 2 - ручей; 3 - замок; 4 - заусенечная канавка
Поковка при этом получается с облоем но наружному контуру, который удаляется затем а обрезком штампе. Наличие заусенечной канавки позволяет снизить точность изготовления заготовки, гарантируя при этом заполнение ручья, т.к. вытекание излишков металла в узкую облойную канавку затруднено, что создаёт повышенное давление на металл в полости ручья.
Профиль заусенечной канавки представлен на рис. 2.9.
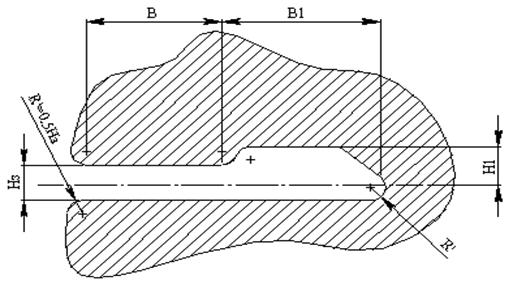 |
Рис.2.9. Заусенечная канавка.
Величина H3 определяется по формулам:
H3 = 0,015 D;
H3 = 0,015 ÖF.
где D -.диаметр поковки в плоскости разъема, мм;
F - площадь поковки в плоскости разъема, мм2.
Данные о соотношении размеров в зависимости от толщины мостика заусенца H3 приведены в табл. П.26.