Виды погрешностей и методы их расчета
Точность размеров поверхностей изделий, их формы, взаимного расположения, обеспечиваемая различными технологическими методами, служит основой для проектирования технологических процессов механической обработки. В этой связи анализ погрешностей (как меры точности), их расчет и классификация являются важнейшими вопросами технологии машиностроения. Точность изделия является важнейшей характеристикой его качества, так как повышение точности способствует повышению долговечности изделия, повышает надежность и конкурентоспособность.
При изготовлении заготовок, при механической обработке, контроле, сборке возникают различного рода погрешности, как отклонения параметров от требуемых.
В зависимости от причин их вызывающих погрешности можно разделить на следующие виды: систематические (постоянные и изменяемые закономерно) и случайные.
Систематические постоянные погрешности не изменяются при обработке заготовок в одной партии. Они возникают под воздействием постоянно действующих факторов (погрешности оборудования, оснастки, управляющих программ станков с ЧПУ).
Систематические закономерно изменяющиеся (функциональные) погрешности могут быть непрерывные и периодически повторяющиеся.
Случайные погрешности возникают в результате действия большого числа факторов не связанных между собой, их величину заранее определить невозможно.
Расчет погрешностей может осуществиться одним из методов:
Расчетно-аналитический метод применяется при изготовлении уникальных и точных изделий в условиях единичного и серийного производства. При этом расчеты сопровождаются применением эмпирических и аналитических формул.
Вероятностно-статистический – применяется при изготовлении большой партии и позволяет без раскрытия сущности процессов или явлений произвести оценки погрешностей (первичных и суммарных).
Расчетно-статистический, при котором часть первичных погрешностей определяется расчетно-аналитическим методом, а часть статистическим методом.
При различных методах механической обработки получаемые рассеяния размеров подчиняются некоторым математическим законам: нормального распределения (закон Гаусса), равной вероятности, равнобедренного треугольника (закон Симпсона), эксцентриситета (закон Релея) и др.
Закону Гаусса подчиняются погрешности деталей, полученные при обработке на настроенных станках, при квалитетах точности IT8 и грубее. Применение этого закона связано с тем, что суммарная погрешность формируется при одновременном воздействии многих первичных погрешностей, зависящих от станка, инструмента, приспособления, состояния заготовки (метода ее получения) и т.п. Уравнение кривой нормального распределения имеет вид:
 , (16)
, (16)
где s - среднее квадратичное отклонение:
 . (17)
. (17)
 - среднее арифметическое значение действительных размеров заготовки данной партии:
- среднее арифметическое значение действительных размеров заготовки данной партии:
 , (18)
, (18)
где  – действительный размер;
– действительный размер;
mi – число заготовок данного интервала размеров (частота);
n – число заготовок в партии;
е – основание натурального логарифма.
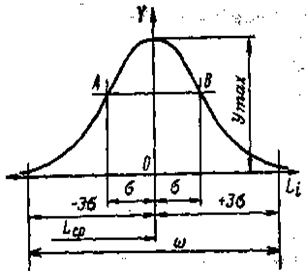
В качестве приближенной меры точности может служить поле рассеяния размеров ω, которое можно принять по полигону измерений (Lmax-Lmin). Кривая нормального распределения имеет симметричный характер с максимальным значением ординаты в точке соответствующей среднему арифметическому значению действительного размера (рис. 9 а).
В точках, удаленных на ±3s, кривая асимптотически приближается к оси абсцисс. На практике принято, что площадь, заключенная между кривой и осью абсцисс и ограниченная полем рассеяния ω= 6s, приблизительно равна 1 (погрешностью 0,27%). Чем меньше s, тем меньше поле рассеяния и кривая вытянута вверх (рис. 9 б).

а) б)
Рис. 9. Кривые нормального распределения
Расчет вероятности получения годной детали и брака при механической обработке, в случае, когда рассеяние действительных размеров подчиняется закону нормального распределения, производится следующим образом (рис.10):
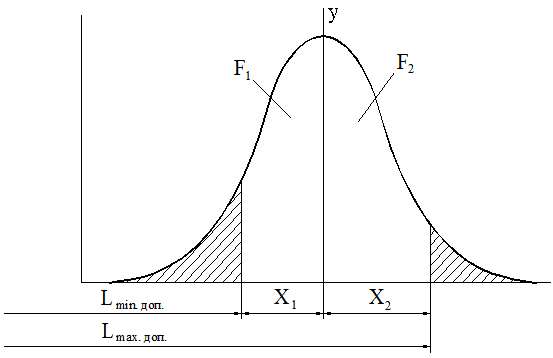
Рис.10. К расчету вероятности получения годных деталей и брака
Если поле рассеяния определяется допуском Т (размерами Х1 и Х2 от центра группирования), то вероятность получения годных деталей будет определятся отношением суммы площадей F1 + F2 к площади, заключенной кривой:
 , (19)
, (19)
 . (20)
. (20)
Эти интегралы удобно представить в виде нормированной функции Лапласа:
 , (21)
, (21)
 . (22)
. (22)
Вероятность получения годной детали определяется суммой площадей W=F1+F2, а брака – Q=1 – W.