рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Приборостроение
- /
- Контроль толщины 8ф оболочковой формы.
Реферат Курсовая Конспект
Контроль толщины 8ф оболочковой формы.
Контроль толщины 8ф оболочковой формы. - раздел Приборостроение, Системы автоматического контроля Между Толщиной 5Ф, Формируемой На Нагретой Модельной Плите Оболочковой Формы,...
Между толщиной 5ф, формируемой на нагретой модельной плите оболочковой формы, и временем tф нахлаждения на плите формовочной смеси имеется тесная связь Оф(tф). Эта зависимость используется для определения времени отверждения tфз по заданному значению толщины оболочки Оф, рис 5.
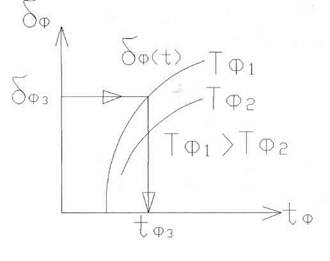
Рис 5. Зависимость толщины сформированной на модельной плите оболочковой формыОФ от времени нахождения смеси на модельной плите, нагретой до температуры Тф1.
Для получения оболочки с толщиной ОфЗ при температуре модельной плиты Тф определяем необходимое время нахождения смеси на модельной плите Тф. На это время
устанавливается реле времени. По истечении времени tф избыточная смесь автоматически сбрасывается с нагретой модельной плиты. Таким образом, контроль процессов, протекающих во времени, имитируется работой реле времени.
К косвенному принципу контроля, например, относится контроль качества отливки, полученной на автоматической машине ЛПД, когда ее качество оценивается только на основе непосредственного автоматического контроля и анализа комплекса режимных параметров, при которых она была изготовлена. Если один из контролируемых параметров вышел за установленные пределы, то такая отливка считается бракованной.
Результаты косвенного контроля зависят от множества неучтенных факторов.
Например, при определении толщины оболочковой формы по времени Хо на значение реальной толщины оболочки влияют свойство пульвербакелита, технология планирования смеси, высота смеси над модельной плитой и т.п.
Косвенный контроль применяется в случаях, когда отсутствуют средства непосредственного контроля или его невозможно реализовать.
– Конец работы –
Эта тема принадлежит разделу:
Системы автоматического контроля
Пример контроля температуры в раздаточной печи рис... В состав системы входит раздаточная печь РП в тигле Т которой находится... ВП Визуальный контроль температуры Т...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Контроль толщины 8ф оболочковой формы.
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.264 сек.
Новости и инфо для студентов