Выходной контроль.
Осуществляется измерением параметров готовой продукции после завершения процесса обработки.
Подлежат измерению параметров, значения которых регламентированы техническими условиями на приемку готовой продукции, измеряется и длительность цикла изготовления литейного изделия.
Задачи контроля:
1. Установить соответствие значений контролируемых параметров с
регламентированным.
2. Установить явный брак и его характер (трещины, открытые раковины, неполное
заполнение формы, подрыв, отпечатка разовой песчаной полуформы и т.п.)
3. Отделение бракованных литейных изделий от годных.
4. Использовать результаты контроля для предотвращения последующих потерь
(при установлении подрыва отпечатка в одном из полуформ формы, эта форма на АФЛ
будет собрана, и залита, поэтому для предотвращения потерь стержней и металла
бракованная форма маркируется в памяти системы управления и при поступлении ее на
участки простановки стержней и заливки подается сигнал запрета на выполнение этих
операций).
5. Использование определения бракованных изделий при учете числа годных и
выполнении планового задания.
Примеры выходного контроля.
1. Определение трещин в сложных стержнях.
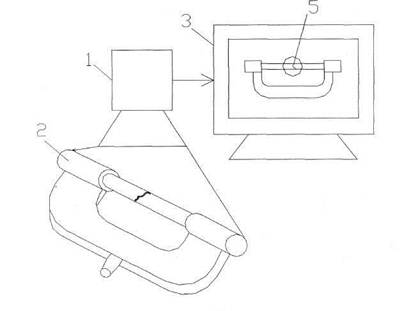
Рис 9. Автоматический контроль трещин в стержнях.
Автоматический контроль производится с использованием телевизионной камеры и системы распознавания образов.
Телекамера 1 производит съемку стержня 2, находящегося в одной из половинок стержневого ящика или на транспортной паллете в ориентируемом положении. Результаты съемки вводятся в компьютер 3, в котором изображение сопоставляется с соответствующими годным изделием. В результате сравнения на экране выделяется кружком 5 обнаруженный дефект - трещина. Наличие трещины может быть использовано для автоматической отбраковки стержня, а также в памяти машины для анализа процесса изготовления стержня за некоторый период, для установления причины дефекта и принятия мер для его устранения.
2. Контроль массы отливки, полученной литьем под давлением после обрубки литниковой системы.

Рис.10, автоматический контроль массы отливки.
Превышение массы отливки относительно нормы свидетельствует о наличии заливов, неплотном запирании пресс-формы.
Если масса отливки меньше, то имеют место недоливы, значительная пористость или раковины. От обрубного пресса отливки 1 поступают по наклонному склизу 2 на площадку 3 автоматических весов 4. По результатам взвешивания вырабатывается сигнал Uм - пропорциональный массе отливки. В результате сравнения измеренной массы с допустимыми значениями Мз вырабатывается управляющее воздействие, в результате которого цилиндр 5 перемещает наклонные лотки таким образом, чтобы после сбрасывания отливки с измерительной площадки цилиндром 6, годная отливка поступала по лотку Г в контейнер годных, а бракованная - по лотку Б в контейнер бракованных отливок.